How to Make Jewelry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Setting Stones in Metal Clay Jeanette Landenwitch
Setting Stones in Metal Clay Jeanette Landenwitch Brynmorgen Press portland, maine Copyright 2008 Brynmorgen Press Drawings Tim McCreight All rights reserved. No part of this publication may be Design, edit & layout Tim McCreight reproduced or transmitted in any form or by any means, Abby Johnston electronic or mechanical, including photocopying, Michael Deles recording, or any storage and retrieval system except Index Jamie Kingman-Rice by a reviewer who wishes to quote brief passages in connection with a review written for inclusion in a Designs of all the jewelry shown in this book belong magazine, newspaper, web posting, or broadcast. to the artists. Unless otherwise noted, photos are courtesy of the artists. ISBN 978-1-929565–29–0 Preceding page: Pendant, Hiroaki Shinonome, “Kugi” Printed in Hong Kong Fine silver, diamond. 2¼” x 1¼” Second printing Front cover: Brooch, Tim McCreight Fine silver, malachite, moonstones. 2½" by 1 ¾" For ordering and permissions, visit www. brynmorgen.com CONTENTS 1 Gemstones 9 2 Tools & Materials 17 3 Choosing the Right Setting 29 4 Bezels 41 5 Prongs 67 6 Other Setting Options 79 7 The Work Behind the Work 98 Appendix 106 Acknowledgements This book is dedicated to all artists working in metal clay. It is exciting to be part of the evolution of this wonderful material, watching as the field has developed from basics to the ad- vanced work that we are seeing today. I hope this book will encourage the creation of innovative settings, and inspire su- perior work with gemstones of all kinds. I’d like to say a special thank-you to my editor, Tim Mc- Creight, whose confidence gave me the opportunity to ex- periment and describe the stonesetting ideas I was collecting. -

The Completely Illustrated Course for Developing the Techniques of Master Stonesetting Pdf, Epub, Ebook
THE COMPLETELY ILLUSTRATED COURSE FOR DEVELOPING THE TECHNIQUES OF MASTER STONESETTING PDF, EPUB, EBOOK Gerald L Wykoff | 4 pages | 01 Oct 1986 | Adamas | 9780960789238 | English | United States The Completely Illustrated Course for Developing the Techniques of Master Stonesetting PDF Book It was like learning the trade all over again, this style of stonework. The Second Edition text and MasteringBiology assignment options furtherrevolutionize teaching in and out of the classroom with a greater emphasis on the nature of science and dozens of new opportunities for students to practice basic science literacy skills. The instructor grades consistently with the evaluation criteria. Clear CZ cubic zirconia stones will be provided but a local purchase can be made if you wish to use other gemstones. Open to sophomores pending seat availability and permission of Instructor. Students will investigate the mechanics of comics storytelling through a series of exercises designed to deconstruct the comics language. Popular All Time. In this course students explore the fundamentals of animated movement, timing, and materials through various animation techniques, including working directly on film, drawing on paper, pixilation, cut-out animation, and modified-base processes. The instructor encouraged student participation in class. Key concepts and important information are highlighted, and the reader-friendly layout reflects exactly the type of question you will encounter, making these volumes the perfect revision aid for all types of case-based examination. Consider not asking demographic questions. Students in this course will investigate the specific physical structure of the human body, with the aim of producing drawings of greater structural and visual integrity and more fluid descriptions of movement and weight in the figure. -
Stuller.Com 800 877 7777
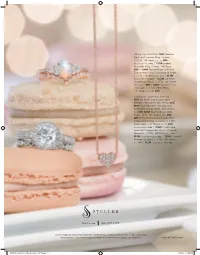
Above, top to bottom: 71812 Genuine Opal and Diamond Ring, 7x5mm, 1 ⁄5 CTW, 14K Rose, 158, 33, $959. Mounting #71812, $415. | 51730 Beaded Stackable Ring, 2.2mm, 14K Rose, $309 | 123038 Round-Shape Semi-Set Engagement Ring, 1 ct center (6.5mm), 1 ⁄5 CTW, 14K White, 32, size 7, $1,359. Mounting #123038, $865. | 652286 Diamond 1 Anniversary Band, ⁄10 CTW, 14K White, 544, size 7, $595 | 68662 Diamond Heart 1 Necklace, ⁄10 CTW, 7.8x5.7mm, 14K Rose, 432, 18", $775 Front cover, clockwise, from left: 85773 Be Posh® Engravable Heart Pendant, 16x14mm, 14K Yellow, $345. 86179 Posh Mommy® Imitation July Birthstone Charm, 4mm, 14K Yellow, 361, $195. CH123 Diamond-Cut Cable Chain, 1mm, 14K Yellow, 16", $119 6497 White Freshwater Cultured Pearl 1 and Diamond Ring, 4-4.5mm, ⁄5 CTW, 6mm width, 14K Yellow, 16, 33, $995. Mounting #6497, $409. | 123021 Oval-Shape Semi-Set Engagement Ring, 1 ct center 1 (8x6mm), ⁄5 CTW, 14K White, 32, size 7, $1,349. Mounting #123021, $525. | 123186 Diamond 3 Anniversary Band, ⁄8 CTW, 14K Yellow, 32, size 7, $1,289. Mounting #123186, $435. Stuller.com 800 877 7777 Prices are suggested retail at triple key based on $1,100 platinum, $1,350 gold, and $19 silver. | Items shown larger than actual size. | For current pricing and availability and to see the entire collection, visit Stuller.com. 01/2017 MKTGMEDIA:9810 FJ7330 Valentine's Day Brochure 2017.indd 1 12/6/16 12:00 PM VALENTINE’S DAY 2017 Gifts for "Sweethearts Eye Candy Looks You Crave Cool Treats FJ7330 Valentine's Day Brochure 2017.indd 1 12/6/16 12:00 PM “As you explore all of our Gifts for Sweethearts, you’re in for a real treat: irresistible jewelry selections deliciously displayed. -

RING SETTINGS **Each in Quantities of 6 Or More 10-106 10-102 6-Prong, Low Base 6-Prong Carat Size: .02 to 1 Ct
(See Boxes Top &: Bottom For Quality Prices) *Each in Quantities of 1 to 5 RING SETTINGS **Each in Quantities of 6 or more 10-106 10-102 6-Prong, Low Base 6-Prong Carat size: .02 to 1 ct. Carat size: 1 /8 to 3ct 10-115 Price: $1.81 to $15.89* Price: $6.04 to $16.86* Top, 15-1 1/2 ct. Diamond $1.64 to $14.36** $5.46 to $15.21 • • Range, 10mm size. Price: $35.11*/$31 .73** {Ii 10-105 4-Prong Carat size: 1/8 to 3ct. 10-114 Cluster Top, 7 Stone, .07 Price: $7.71 to $17.99* $6.98 to $16.26 * • Melee Size, 9mm Spread Price: $28.25 • /$25.96 • • DIAMOND EARRING SETTINGS CLASPS ~ER PAIR 15-101 Size: 5mm Price: $21 .00 ea. y S~~ize~ 110: .0 1ct. $228.75 dz. Price: $10.91 */$9.86* • 15-102 Size: 7mm Price: $27.35 ea. $305.00 dz. S ize: .01ct. Price: $8.53*/ $ 7.71 .. 15-103 Size: 3mm Links Price: $15.00 ea. $161.70 dz. 15-104 PrRoundice: $10.10 ea. - - - sn} ~Price:·~ $8. ...32*/$7 .52* * $109.00 dz. 15-105 Square Write For New Catalog 182-F, Cost $1.00 or Price: $10.96 ea. ~- ' FREE ON REQUEST WITH ORDER $119.50 dz. ~13Size: .02ct. Price: $11 .99 • /$10.83 • • 15-100 RING SHANKS E-Z Lock® Price: $7.45 ea. BUTTERCUP $77.25 dz. MOUNTINGS 11-103 11-107 11-111 PENDANT Med. Weight/Notched Replacement Shank Designer Shank Price: $26.40* Price: $18.24* Price: $71.90* $23.55** $16.48 *. -

Hard Rock News February 2014
Kitsap Mineral and Gem Society Celebrating 75 Years! Hard Rock News February 2014 http://www.kmgs.org Elected Officers for 2014 A Message From Our President, Leslie Wing: President: Leslie Wing (360) 275-5247 [email protected] We have another new month with lots of things to do, rocks to polish, or beading to be done, Vice President: or wire-wrapping that favorite stone. Do not forget to Bryan Tallman prepare for the member sale for the February meet- ing. We will have an informal meeting and the hall (360) 432-0414 will be set up with tables so that you can bring stuff to sell. This is not [email protected] our annual auction That happens in May, but this month is an oppor- tunity for you to bring in some items that you want to sell - things like Secretary: rough rocks or polished rocks or jewelry that you have made out of Danielle Foss those rocks. Bring any lapidary, mineral, or fossil-related item that you (360) 621-5603 want to bring in that you think the members would like to purchase. I [email protected] have bought some nice rough rock at this sale and I have sold several of my wire-wrapped jewelry there also. So bring in what you have and Treasurer: see if it sells. Shaina Schackmann I thought that the program for January was very good. The introduc- (360) 286-1545 tions were a good thing so that everyone got to know who we are and [email protected] what we do. Those that left early missed a good meeting. -

The Journal of the International PMC Guild Mitsubishi
fusion seventeen 17 fusion 2011 /3 The Journal of the International PMC Guild Mitsubishi Materials, which manufactures PMC, recently sponsored the largest sur- vey of the metal clay community, and the results are in. In this issue of Fusion, we present and analyze the results. But first, it’s important to under- stand the scope of the survey. In an at- tempt to be as comprehensive and com- plete as possible, Mitsubishi enlisted the help of many organizations and individuals to distribute the survey, including retailers involved in the sale and promotion of metal clay, as well as advocacy and member groups, such as the PMC Guild, and others. Their efforts proved enormously successful. More than 2,400 individuals responded to the survey, which represents 10–15% of the metal clay community in North America. While that percentage may appear small, it’s actually quite large, and offers Mitsubishi a rare opportunity to glean significant data from the results. By and large, the survey confirmed what the PMC Guild has known, or believed, for many years. This data offer proof, said Tim McCreight, Communications Director for the Guild. “The survey confirmed my sense of the community. My understand- ing of the demographic — the age, education, gender, and so on — is what we found to be the case. There is value in knowing this, particularly for people who have not been involved in the metal clay community as deeply as some of us have,” he said. “The very fact of the high response rate is again something I predicted but a fact that should grab the atten- tion of vendors, manufacturers, and publishers. -
NPA Jewellery: Basic Techniques 2 at SCQF Level 5
Arrangements for: National Progression Award in Jewellery: Basic Techniques 1 at SCQF level 5 National Progression Award in Jewellery: Basic Techniques 2 at SCQF level 5 National Progression Award in Jewellery: Advanced Techniques at SCQF level 6 Group Award Codes: GF4A 45, GF47 45 and GF5R 46 Validation date: May 2012 Date of original publication: July 2012 Version: 01 Acknowledgement SQA acknowledges the valuable contribution that Scotland’s colleges have made to the development of National Qualification Group Awards. History of changes It is anticipated that changes will take place during the life of the qualification, and this section will record these changes. This document is the latest version and incorporates the changes summarised below. Version Description Date number Contents 1 Introduction ........................................................................................................ 1 2 Rationale for the development of the Group Awards .......................................... 1 3 Aims of the Group Award ................................................................................... 4 3.1 Principal aims of the Group Awards ................................................................ 4 3.2 General aims of the Group Awards ................................................................. 4 3.3 Target groups ................................................................................................. 5 3.4 Employment opportunities ............................................................................. -

BCC Jewelry Studio Newsletter
1 BCC Jewelry Studio Newsletter Volume 1, Edition 1 Winter, 2012 Spotlight: BCC Faculty Joy Raskin A silversmith since 1984, Joy has exhibited throughout the United States, Ireland and New Zealand, showcasing both jewelry and flatware designs. Joy is a native of New Hampshire. She was accepted as a member of the League of NH Craftsmen while still in high school. She received her BFA from the Rhode Island School of Design, and her MFA from the University of Massachusetts at Dartmouth. Joy is an instructor at Metalwerx in Waltham, MA, at Snow Farm in Williamsburg, MA, and at Brookfield Craft Center in Brookfield, CT. Joy also teaches "Hedgehog with a Mohawk" pendant. workshops on jewelry making, metalsmithing, wireweaving, and Quirky. Sterling with fine silver weaving and hundreds of moving "quills." various metal techniques at craft programs throughout New England. Inspired by Joy's pet hedgehogs. Her studio is in Concord, NH. Joy is scheduled to teach “Knitting, Weaving & More with Wire” and “Rock on! Stonesetting with Joy Raskin” this winter. Joy’s work can be seen in the BCC gallery and via her website at: Contents http://www.joyraskin.com/ Spotlight: BCC Faculty......1 Design Challenge......1 Joy has, in addition to other animals, two pet English hedgehogs who Spotlight: Upcoming Classes......2 often travel with her to classes and even more often, inspire her BCC Gets Back to Basics......2 designs! Open Studio Sessions Going Strong......2 Private & Semi-Private Design Challenge! Inspiration from Our Instructors Instruction......2 Cool Tools at the School......3 Joy Raskin’s Knitting, Weaving, and More with Wire class is coming BCC, Social Media, & You!......3 up on January 14-15 (spaces still available) and she’s got some Donating Gently Used Equipment......4 techniques to teach us which are well beyond wire wrapping. -

S210/S220 Finishing Centers for Jewelry Industry 2 S210/S220 –– BUMOTEC S210/S220 FINISHING CENTERS
s210/s220 Finishing centers for jewelry industry 2 s210/s220 –– BUMOTEC s210/s220 FINISHING CENTERS Precision and high productivity with shortest processing time Flexibility thanks to an easy change-over of the programs and the tools for the machining CNC control unit Siemens 840 Di Rings, diamond-rings, bangles, medals, signet-rings, cuff-links, spectacles parts, lighters, watch-cases, dials, appliques and similar parts. SWISS MADE PRODUCTION Bumotec s210/s220 CNC finishing centers for brass, platinum, stainless steel and precious metals Machining flexibility: 6 to 8 axis, 2 spindles with changer and tool magazine Fine movement ensuring perfect surface condition Exclusive axes geometry allowing easy ISO programming Automatic toolchanger type ISO 10 (8 tools), pneumatic clamping and unclamping. Spindle Milling spindle, divider, D-shaped device, cross table, turret, vertical slide and centring microscope. Automatic tool change system with the re- volver tool holder for 6 tools. Horizontal milling spindle with automatic tool change for 6 tools, high frequency spindle with Option 45'000 r.p.m., precision divider with pneumatic Special tool holder, diameter 30 mm for the milling clamping device. of D-Shaped ring up to a radius of 5.0 mm. 4 s210/s220 –– AXIS CONFIGURATION s210 A - Angular displacement for the machining Stroke of the axes of D-shaped surfaces A 180° B 360° B - Dividing device C 225° X 25 mm C - Drum for the angular positioning Y 80 mm X - Linear displacement in X direction Z 150 mm Q 45 mm Y - Linear displacement in Y direction -

Fall 2018 - Newsletter
© Washington Guild of Goldsmiths Newsletter Fall Issue 2018 PRESIDENT’S MESSAGE As I write this, the last of my President’s Messages to the HIGHLIGHTS Guild, I am reflecting on the last four years and how we as a group continue to move forward. We have continued to move into the digital world by having registrations and payments online in President’s Message 1 addition to via paper. Our 3rd Tuesday meetings are branching out to include members in Virginia and the District. The workshop Membership Information 2 program has made the Guild known nationwide for its offerings, and is getting revamped to include programs on both sides of the th Potomac. Lastly, our Biennial Show and Sale, in its 18 year, Member & Workshop News 3 manages to inspire all of us to extend our creativity by producing something wonderful. While our members change slightly over Chesapeake Gem Auction 3 time, we all enjoy the comradery of working with metal and discussing techniques, materials, and the coolest tools that we WGG Education Auction 4 have seen or used. In addition to these benefits, the most precious are the lifelong friendships we nurture through our WGG interactions. CERF+ News, Classifieds 5 Credit for the advances we have made goes to our member-. Volunteers! We offer our time and energy to making the Guild a SNAG Update 7 great organization. Tyler Kulenguski has enabled us to create a world-class exhibition, METALWORK 2018. Sherry Terao Bench Tip – Sizing Beads 8&9 coordinates information for our quarterly newsletters. Peggy Shiffrin, our Secretary, remarkably records our Guild meetings with clarity and continuity. -

Free Stonesetting for Contemporary Jewellery Makers Pdf
FREE STONESETTING FOR CONTEMPORARY JEWELLERY MAKERS PDF Melissa Hunt | 192 pages | 05 Dec 2012 | Search Press Ltd | 9781844489060 | English | Tunbridge Wells, United Kingdom Stonesetting for Contemporary Jewellery Makers - Melissa Hunt I know the principles of course and I have set many stones in the past, but it has never been a job that I relish, in fact quite the opposite. Stonesetting for Contemporary Jewellers, as the title suggests, is a thoroughly modern and realistic text which covers all aspects of stonesetting including pre-made settingswhich makes it suitable for all skill levels. Covering large format pages, the book is split into three sections entitled Tools and Materials, Settings and Techniques, and Resources, which together create a very comprehensive guide for anyone new to jewellery making. Melissa Hunt has actually provided you with a fabulous pictorial reference guide that makes an invaluable, general resource for anybody who is unsure. The second chapter of this section deals with Choosing Stones and Materials, which I found to be one of the best chapters in the whole book, and thoroughly enjoyed the detailed information regarding stone structure, cuts as well as the different types. I particularly liked the practical advice given surrounding the actual selection and purchase of stones from suppliers, as this can be quite an intimidating experience if you lack confidence — for example:. Observe its qualities under both artificial light and daylight. Take an example of the metal it will be set in to ensure a sympathetic match. Each process is Stonesetting for Contemporary Jewellery Makers by step-by-step illustrations, which are delivered in a simple line format that is clear and easy to follow. -
FALL 2021 COURSE BULLETIN School of Visual Arts Division of Continuing Education Fall 2021
FALL 2021 COURSE BULLETIN School of Visual Arts Division of Continuing Education Fall 2021 2 The School of Visual Arts has been authorized by the Association, Inc., and as such meets the Education New York State Board of Regents (www.highered.nysed. Standards of the art therapy profession. gov) to confer the degree of Bachelor of Fine Arts on graduates of programs in Advertising; Animation; The School of Visual Arts does not discriminate on the Cartooning; Computer Art, Computer Animation and basis of gender, race, color, creed, disability, age, sexual Visual Effects; Design; Film; Fine Arts; Illustration; orientation, marital status, national origin or other legally Interior Design; Photography and Video; Visual and protected statuses. Critical Studies; and to confer the degree of Master of Arts on graduates of programs in Art Education; The College reserves the right to make changes from Curatorial Practice; Design Research, Writing and time to time affecting policies, fees, curricula and other Criticism; and to confer the degree of Master of Arts in matters announced in this or any other publication. Teaching on graduates of the program in Art Education; Statements in this and other publications do not and to confer the degree of Master of Fine Arts on grad- constitute a contract. uates of programs in Art Practice; Computer Arts; Design; Design for Social Innovation; Fine Arts; Volume XCVIII number 3, August 1, 2021 Illustration as Visual Essay; Interaction Design; Published by the Visual Arts Press, Ltd., © 2021 Photography, Video and Related Media; Products of Design; Social Documentary Film; Visual Narrative; and to confer the degree of Master of Professional Studies credits on graduates of programs in Art Therapy; Branding; Executive creative director: Anthony P.