Fouling of Heat Transfer Surfaces
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wastewater Technology Fact Sheet: Ammonia Stripping
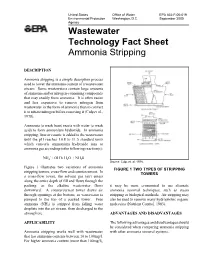
United States Office of Water EPA 832-F-00-019 Environmental Protection Washington, D.C. September 2000 Agency Wastewater Technology Fact Sheet Ammonia Stripping DESCRIPTION Ammonia stripping is a simple desorption process used to lower the ammonia content of a wastewater stream. Some wastewaters contain large amounts of ammonia and/or nitrogen-containing compounds that may readily form ammonia. It is often easier and less expensive to remove nitrogen from wastewater in the form of ammonia than to convert it to nitrate-nitrogen before removing it (Culp et al., 1978). Ammonia (a weak base) reacts with water (a weak acid) to form ammonium hydroxide. In ammonia stripping, lime or caustic is added to the wastewater until the pH reaches 10.8 to 11.5 standard units which converts ammonium hydroxide ions to ammonia gas according to the following reaction(s): + - NH4 + OH 6 H2O + NH38 Source: Culp, et. al, 1978. Figure 1 illustrates two variations of ammonia FIGURE 1 TWO TYPES OF STRIPPING stripping towers, cross-flow and countercurrent. In TOWERS a cross-flow tower, the solvent gas (air) enters along the entire depth of fill and flows through the packing, as the alkaline wastewater flows it may be more economical to use alternate downward. A countercurrent tower draws air ammonia removal techniques, such as steam through openings at the bottom, as wastewater is stripping or biological methods. Air stripping may pumped to the top of a packed tower. Free also be used to remove many hydrophobic organic ammonia (NH3) is stripped from falling water molecules (Nutrient Control, 1983). droplets into the air stream, then discharged to the atmosphere. -
Factors Impacting EGR Cooler Fouling – Main Effects and Interactions
Emissions Controls Technologies, Part 2 Factors Impacting EGR Cooler Fouling – Main Effects and Interactions 16th Directions in Engine-Efficiency and Emissions Research Conference Detroit, MI – September, 2010 Dan Styles, Eric Curtis, Nitia Ramesh Ford Motor Company – Powertrain Research and Advanced Engineering John Hoard, Dennis Assanis, Mehdi Abarham University of Michigan Scott Sluder, John Storey, Michael Lance Oakridge National Laboratory Page 1 DEER 2010 Benefits and Challenges of Cooled EGR • Benefits • Challenges Enables more EGR flow More HC’s/SOF Cooler intake charge temp More PM Reduces engine out NOx More heat rejection by reduced peak in-cylinder More condensation temps HC/PM deposition in cooler (fouling) degraded heat transfer and higher flow resistance Increasing EGR Rate PM Increasing EGR Cooling NOx After 200 hr. Fouling Test Page 2 DEER 2010 What is EGR Cooler Fouling? • Deposition of Exhaust Constituents on EGR Cooler Walls Decreases heat transfer effectiveness and increases flow restrictiveness Page 3 DEER 2010 Previous DEER Conferences • DEER 2007 Benefits of an EGR catalyst for EGR Cooler Fouling Reduction • DEER 2008 Overview of EGR Cooler Fouling Literature Search Results of initial controlled fouling experiment High gas flow velocities reduce exhaust constituent trapping efficiency Low coolant temperatures increase Hydrocarbon condensation An oxidation catalyst is only marginally helpful at eliminating the heavier Hydrocarbons that are likely to condense in an EGR cooler • DEER 2009 Further -

Investigation of Fouling Mechanisms on Ion Exchange Membranes During Electrolytic Separations
INVESTIGATION OF FOULING MECHANISMS ON ION EXCHANGE MEMBRANES DURING ELECTROLYTIC SEPARATIONS By Matthew James Edwards A thesis submitted to the faculty of The University of Mississippi in partial fulfillment of the requirements of the Sally McDonnell Barksdale Honors College. Oxford, MS 2019 Approved by: __________________________________ Advisor: Dr. Alexander M. Lopez _________________________________ Reader: Dr. Adam Smith __________________________________ Reader: Dr. John H. O’Haver i Ó 2019 Matthew James Edwards ALL RIGHTS RESERVED ii DEDICATION I would like to dedicate this Capstone Project to my parents, Michael and Nidia Edwards. Their support and commitment to my education has been unfailing for as long as I can remember. I am thankful for everything they have done. It is with their help that I am privileged to attend The University of Mississippi, and I will forever be grateful. iii ACKNOWLEDGEMENTS I would first like thank Dr. Alexander M. Lopez and The University of Mississippi Chemical Engineering Department for the opportunity to work on this research project. The guidance, patience, and willingness to work with and teach an undergraduate student has been beneficial and inspiring to me during my time here at Ole Miss. Second, I would like to thank Dr. Paul Scovazzo for providing guidance on how to write this thesis and for allowing me to use his lab and equipment as well. I would also like to thank all the graduate students of the Chemical Engineering Department, primarily Saloumeh Kolahchyan. The willingness to take the time to answer my questions, to guide me in how use all the equipment in the lab, and to show me how to follow lab protocols required for the completion of my thesis research. -

An Analysis of Water for Water-Side Fouling Potential Inside Smooth
AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS by Ian Tubman A Thesis Submitted to the Faculty of Mississippi State University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering in the Department of Mechanical Engineering Mississippi State, Mississippi December 2002 AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS by Ian Tubman Approved: _________________________ ________________________ Louay Chamra Rogelio Luck Associate Professor of Associate Professor and Mechanical Engineering Graduate Coordinator of the (Director of Thesis) Department of Mechanical Engineering _________________________ ________________________ B.Keith Hodge Carl A. James Professor of Assistant Research Professor Mechanical Engineering of Mechanical Engineering (Committee Member) (Committee Member) _________________________ A. Wayne Bennett Dean of the James Worth Bagley College of Engineering Name: Ian Tubman Date of Degree: May 10, 2003 Institution: Mississippi State University Major Field: Mechanical Engineering Major Professor: Dr. Louay Chamra Title of Study: AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS Pages in Study: 100 Candidate for Degree of Master of Science This thesis investigates the potential for fouling in plain and augmented tubes in cooling tower applications. Three primary factors that affect fouling potential are examined: inside tube geometry, water velocity, and water quality. This paper presents a literature survey for in general precipitation fouling, particulate fouling, cooling water fouling, and fouling in enhanced tubes. -

Performance of a Novel Green Scale Inhibitor
E3S Web of Conferences 266, 01019 (2021) https://doi.org/10.1051/e3sconf/202126601019 TOPICAL ISSUES 2021 Performance of a novel green scale inhibitor Leila Mahmoodi1, M. Reza Malayeri2, Farshad Farshchi Tabrizi3 1Department of Chemical Engineering, School of Chemical and Petroleum Engineering, Shiraz Uni- versity, Iran 2Technische Universität Dresden, Dresden, Germany 3Department of Chemical Engineering, School of Chemical and Petroleum Engineering, Shiraz Uni- versity, Iran Abstract:Many aspects of oilfield scale inhibition with green scale inhibi- tors (SIs) have remained untouched. For instance, the discharge of large amounts of produced water containing various types of hazardous chemi- cals, such as SIs into the environment has become a major concern. In- stead, environmental regulators encourage operators to look for greener SIs. In this study, the performance of a green SI was investigated using PHREEQC simulation. For a specific case study, two brines are considered to mix incompatibly to estimate the critical mixing ratio that has the high- est tendency to scaling. Subsequently, for 50/50 mixing ratio as the critical value, theoptimal dosage of SI and its performance in the presence of two different rocks were investigated such that 450 mg/L SI would be consi- dered as optimal value. Moreover, the simulated results show that more SI adsorption on calcite would be predicted, compared to dolomite. 1 Introduction In the oil and gas industry, one of the primary production problems is mineral deposition resulting from the water-flooding, incompatible water mixing, and/or hydro-fracturing processes that are applied to maintain sustainable hydrocarbon production in oil, gas, or gas-condensate fields [1]. -

Review of Innovation Practices in Small Manufacturing Companies
Review of Innovation Practices in Small Manufacturing Companies Anthony Warren and Gerald Susman Smeal College of Business The Pennsylvania State University With the assistance of Jonathan Butz Anupam Jaiswal Prashant Jhaveri Tolga Sakman Prepared for National Institute of Standards and Technology United States Department of Commerce Table of Contents Executive Summary......................................................................................................................5 1. Background..........................................................................................................................9 2. Definition of Innovation As Applied to This Project.........................................................14 3. Models of Innovation.........................................................................................................15 4. Taxonomy Derived by Testing Factors Related to Innovation Success ............................17 4.1 Development of Primary Categories and Key Factors .............................................17 4.2 Research Methodology .............................................................................................21 4.3 Results.......................................................................................................................22 5. Support for Factors Included in the Empirically Derived Taxonomy ...............................27 5.1 Manufacturing OR Service? .....................................................................................27 5.2 The Role -

Condenser and Heat Exchanger Tube Cleaning Air
2015 Condenser and Heat Exchanger Tube Cleaning Air-Cooled Condenser Cleaning Eddy Current and Remote Field Testing Tracer Gas Leak Detection Rotary Air Heater Conco’s NitroLance cleaning system uses pressurized liquid nitrogen to power off tough deposits found in rotary air heaters, steam coil air heaters, economizers and superheaters all without producing a drop of wastewater. Heat Exchangers Conco provides specialized shell and tube heat exchanger cleaning and testing services worldwide. Our heat exchanger cleaning technologies range from our patented TruFit tube cleaners to our NitroLance liquid nitrogen system. Whether you are in charge of a power plant, refinery, petrochemical plant or even a large marine vessel, Conco can effectively and economically return your heat exchanger to peak performance. Surface Condenser Our exclusive ProSeries tube cleaning systems allow our crews to effectively clean more tubes per shift than high-pressure water jetting or chemical cleaning, and at a significantly lower overall cost. Our tube cleaning services are backed by 90 years of know-how and a full line of TruFit tube cleaners that can tackle anything you throw their way. Whether your condenser is fouled with silt, sediment, sea-life or scale, Conco has the expertise to Leaks quickly return it to peak performance. In a Rankine cycle, the high-pressure steam or liquid follows a closed loop and is reused constantly. Leaks in the condenser can allow contaminants and fouling from the cooling water to seep into the system, and can damage the boiler and turbine. AMERICAS Conco Services Corp. Conco Services Corp. Conco Services Corp. Conco Services Corp. -

Fouling Factors: a Survey of Their Application in Today's Air Conditioning and Refrigeration Industry
AHRI Guideline E (formerly ARI Guideline E) 1997 GUIDELINE for Fouling Factors: A Survey Of Their Application In Today's Air Conditioning And Refrigeration Industry IMPORTANT SAFETY RECOMMENDATIONS It is strongly recommended that the product be designed, constructed, assembled and installed in accordance with nationally recognized safety requirements appropriate for products covered by this guideline. ARI, as a manufacturers' trade association, uses its best efforts to develop guidelines employing state-of-the-art and accepted industry practices. However, ARI does not certify or guarantee safety of any products, components or systems designed, tested, rated, installed or operated in accordance with these guidelines or that any tests conducted under its standards will be non-hazardous or free from risk. Note: This guideline supersedes ARI Guideline E-1988. Price $10.00 (M) $20.00 (NM) ©Copyright 1997, by Air-Conditioning, Heating, and Refrigeration Institute Printed in U.S.A. Registered United States Patent and Trademark Office TABLE OF CONTENTS SECTION PAGE Section 1. Purpose ...................................................................................................................... 1 Section 2. Scope ......................................................................................................................... 1 Section 3. Definitions................................................................................................................. 1 Section 4. Background .............................................................................................................. -
Selective Catalytic Reduction (SCR) Are
EPA/452/B-02-001 Section 4 NOx Controls EPA/452/B-02-001 Section 4.2 NOx Post- Combustion i Introduction Nitrogen oxides (NOx) are gaseous pollutants that are primarily formed through combustion process. While flue gas is within the combustion unit, about 95% of the NOx exists in the form of nitric oxide (NO). The balance is nitrogen dioxide (NO2), which is unstable at high temperatures. Once the flue gas is emitted into the atmosphere, most of the NOx is ultimately converted to NO2. NOx in the atmosphere reacts in the presence of sunlight to form ozone (O3), one of the criteria pollutants for which health-based National Ambient Air Quality Standards have been established. Since ozone formation requires sunlight and high temperatures, ozone formation is greatest in summer months. NOx is generated in one of three forms; fuel NOx, thermal NOx, and prompt NOx. Fuel NOx is produced by oxidation of nitrogen in the fuel source. Combustion of fuels with high nitrogen content such as coal and residual oils produces greater amounts of NOx than those with low nitrogen content such as distillate oil and natural gas. Thermal NOx is formed by the fixation of ° ° molecular nitrogen and oxygen at temperatures greater than 3600 F (2000 C). Prompt NOx forms from the oxidation of hydrocarbon radicals near the combustion flame and produces an insignificant amount of NOx. Selective Noncatalytic Reduction (SNCR) and Selective Catalytic Reduction (SCR) are post-combustion control technologies based on the chemical reduction of nitrogen oxides (NOx) into molecular nitrogen (N2) and water vapor (H2O). -

Characteristics of Cooling Water Fouling in a Heat Exchange System Sun-Kyung Sung1,*, Sang-Ho Suh2 and Dong-Woo Kim3 1Dept
Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1568~1575 www.springerlink.com/content/1738-494x DOI 10.1007/s12206-008-0422-9 Characteristics of cooling water fouling in a heat exchange system Sun-Kyung Sung1,*, Sang-Ho Suh2 and Dong-Woo Kim3 1Dept. of Building Equipment System Engineering, Kyungwon University , Sungnam Kyonggi 461-702, Korea 2Dept. of Mechanical Engineering, Soongsil University, Seoul 156-743, Korea 3Dept. of Building Technology, Suwon Science College, Hwasung, Kyonggi 445-742, Korea (Manuscript Received June 14, 2007; Revised April 6, 2008; Accepted April 22, 2008) -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Abstract This study investigated the efficiency of the physical water treatment method in preventing and controlling fouling accumulation on heat transfer surfaces in a laboratory heat exchange system with tap and artificial water. To investigate the fouling characteristics, an experimental test facility with a plate type heat exchange system was newly built, where cooling and hot water moved in opposite directions forming a counter-flow heat exchanger. The obtained fouling resis- tances were used to analyze the effects of the physical water treatment on fouling mitigation. Furthermore, the surface tension and pH values of water were also measured. This study -

Tracheostomy Care for a Child with an Established Tracheostomy
Standard Operating Procedure 13 (SOP 13) Tracheostomy Care for a Child with an Established Tracheostomy Why we have a procedure? The following clinical procedures for tracheostomy care provide Nurses and carers with frameworks. These frameworks promote safe, consistent practice as well as enabling Nurses and carers to support and guide the child and carers within the community setting. These should be followed at all times when caring for a child with a tracheostomy. These procedures are intended to supplement the instructions given by the referring hospital. If they are in conflict with such instructions then further guidance should be sought from those with clinical responsibility for the child’s care. What overarching policy the procedure links to? Children’s Community Nursing Team Operational Policy Which services of the trust does this apply to? Where is it in operation? Group Inpatients Community Locations Mental Health Services all Learning Disabilities Services all Children and Young People Services all Who does the procedure apply to? These procedures apply to all Trust staff and staff working on behalf of the Trust that care for children with a tracheostomy When should the procedure be applied? When caring for children with a tracheostomy, which includes the following: Tracheostomy suction Tracheostomy tape change and stoma care Cleaning the Tracheostomy tube Routine changing of a Tracheostomy tube Changing of a Tracheostomy tube in an emergency Tracheostomy Care for a Child with an Established Tracheostomy Page 1 of 28 Version 1.1 September 2019 How to carry out this procedure All routine tracheostomy care should be treated as a clean procedure. -

FLO-DS-0154 Taprogee Cleaning Balls
Filter-TypCleaning BallsPR-BW-100 FLOW & INDUSTRIAL Pure Efficiency Cleaning Balls 2 Taprogge 2 Cleaning Balls FLOW & INDUSTRIAL Efficiency in the Shape of a Ball. EFFICIENCY IN THE SHAPE OF A BALL TAPROGGE cleaning balls form the process-technological basis of our tube cleaning systems. To yield the maximum benefit of a TAPROGGE system, it is important to select the adequate cleaning ball and its optimal operational mode. For every tube material, every type of cooling water and debris, as well as the plant-specific hydraulic conditions, place special demands upon the relevant ball. Our integrated service concept IN-TA-S® provides you with the safety always to work with the optimal cleaning ball. IN-TA-S® is based upon our know- how in application technology, gathered by the operation of more than 10,000 TAPROGGE systems. Support IN-TA-S® centres in 10 regions the world over provide you throughout the year with all that is necessary for the right ball selection, its timely availability, and the optimized operation of a tube cleaning system. Special TAPROGGE programmes ensure the professional management of your requirement. The result: transparent evaluation of needs, stockpiling at favourable cost, as well as timely availability of the parts on site. Of course, you may also receive optimization support by remote monitoring and control of your systems from our IN-TA-S® Remote Centre. This is particularly fast and cost-saving. Benefit How much the right ball selection and continued optimization by TAPROGGE experts translates into thermal and financial benefits is shown by the following practical example: For a power station with 300 MW turbine capacity and 6,000 base load hours per year, a turbine efficiency gain of 1 % and more can be reckoned with, which - given an electricity price of 0.03 9 per kWh - results in economies of 540,000 9 per year.