Four Types of Heat Exchanger Failures
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wastewater Technology Fact Sheet: Ammonia Stripping
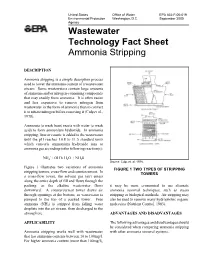
United States Office of Water EPA 832-F-00-019 Environmental Protection Washington, D.C. September 2000 Agency Wastewater Technology Fact Sheet Ammonia Stripping DESCRIPTION Ammonia stripping is a simple desorption process used to lower the ammonia content of a wastewater stream. Some wastewaters contain large amounts of ammonia and/or nitrogen-containing compounds that may readily form ammonia. It is often easier and less expensive to remove nitrogen from wastewater in the form of ammonia than to convert it to nitrate-nitrogen before removing it (Culp et al., 1978). Ammonia (a weak base) reacts with water (a weak acid) to form ammonium hydroxide. In ammonia stripping, lime or caustic is added to the wastewater until the pH reaches 10.8 to 11.5 standard units which converts ammonium hydroxide ions to ammonia gas according to the following reaction(s): + - NH4 + OH 6 H2O + NH38 Source: Culp, et. al, 1978. Figure 1 illustrates two variations of ammonia FIGURE 1 TWO TYPES OF STRIPPING stripping towers, cross-flow and countercurrent. In TOWERS a cross-flow tower, the solvent gas (air) enters along the entire depth of fill and flows through the packing, as the alkaline wastewater flows it may be more economical to use alternate downward. A countercurrent tower draws air ammonia removal techniques, such as steam through openings at the bottom, as wastewater is stripping or biological methods. Air stripping may pumped to the top of a packed tower. Free also be used to remove many hydrophobic organic ammonia (NH3) is stripped from falling water molecules (Nutrient Control, 1983). droplets into the air stream, then discharged to the atmosphere. -
Outside Diameter Initiated Stress Corrosion Cracking Revised Final White Paper", Developed by AREVA and Westinghouse Under PWROG Program PA-MSC-0474
Program Management Office PWROG 102 Addison Road Connecticut 06095 q .Windsor, ko'ners-- PA-MSC-0474 Project Number 694 October 14, 2010 OG-10-354 U.S. Nuclear Regulatory Commission Document Control Desk Washington, DC 20555-0001 Subject: PWR Owners Group For Information Only - Outside Diameter Initiated Stress Corrosion Crackin2 Revised Final White Paper, PA-MSC-0474 This letter transmits two (2) non-proprietary copies of PWROG document "Outside Diameter Initiated Stress Corrosion Cracking Revised Final White Paper", developed by AREVA and Westinghouse under PWROG program PA-MSC-0474. This document is being submitted for information only. No safety evaluation (SE) is expected and therefore, no review fees should be incurred. This white paper summarizes the recent occurrences of ODSCC of stainless steel piping identified at Callaway, Wolf Creek and SONGS. Available operating experience (OE) at units that have observed similar phenomena is summarized as well to give a better understanding of the issue. Each of the key factors that contribute to ODSCC was considered along with the reported operating experience to perform a preliminary assessment of areas that may be susceptible to ODSCC. Also a qualitative evaluation was performed to determine whether ODSCC of stainless steel piping represents an immediate safety concern. This white paper is meant to address the issue of ODSCC of stainless steel systems for the near term. I&E guidelines are currently being developed through the PWROG to provide long term guidance. Correspondence related to this transmittal should be addressed to: Mr. W. Anthony Nowinowski, Manager Owners Group, Program Management Office Westinghouse Electric Company 1000 Westinghouse Drive, Suite 380 Cranberry Township, PA 16066 U.S. -

Corrosion Fatigue: Type 304 Stainless Steel in Acid-Chloride and Implant Metals in Biological Fluid
76-9939 BOWERS, Davtd Francis, 1937- CORROSION FATIGUE: TYPE 304 STAINLESS STEEL IN ACID-CHLORIDE AND IMPLANT METALS IN BIOLOGICAL FLUID. The Ohio State University, Ph.D., 1975 Engineering, metallurgy Xerox University Microfilms, Ann Arbor, Michigan 48ioe CORROSION FATIGUE: TYPE 304 STAINLESS STEEL IN ACID-CHLORIDE AND IMPLANT METALS IN BIOLOGICAL FLUID Dissertation Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University by David Francis Bowers, B.S., M.S. Metallurgical Engineering The Ohio State University 1975 Approved by (dviser Department of Metallurgical Engineering Reading Committee: Dr. Mars G. Fontana Dr. Frank Beck Dr. John P. Hirth To My Wife and Daughter TABLE OF CONTENTS Page ACKNOWLEDGEMENTS.......................................... iv VITA........................................................ vi LIST OF TABLES............................................. viii LIST OF FIGURES... ...................... x INTRODUCTION.................. .. ......................... 1 I. LITERATURE SURVEY..................... 4 1.1 Concepts and Theory of Fatigue Crack Growth.. 4 1.2 Fracture Mechanics Approach to Crack Growth in Engineering Structures..................... 18 1.3 Effect of Microstructure on Fatigue Cracking Growth................................ 24 1.4 Mechanical Variables in Corrosion Fatigue.... 41 1.5 Environmental Interaction with Fatigue Crack Growth.................................... 59 II. EXPERIMENTAL DETAILS............................... -
Factors Impacting EGR Cooler Fouling – Main Effects and Interactions
Emissions Controls Technologies, Part 2 Factors Impacting EGR Cooler Fouling – Main Effects and Interactions 16th Directions in Engine-Efficiency and Emissions Research Conference Detroit, MI – September, 2010 Dan Styles, Eric Curtis, Nitia Ramesh Ford Motor Company – Powertrain Research and Advanced Engineering John Hoard, Dennis Assanis, Mehdi Abarham University of Michigan Scott Sluder, John Storey, Michael Lance Oakridge National Laboratory Page 1 DEER 2010 Benefits and Challenges of Cooled EGR • Benefits • Challenges Enables more EGR flow More HC’s/SOF Cooler intake charge temp More PM Reduces engine out NOx More heat rejection by reduced peak in-cylinder More condensation temps HC/PM deposition in cooler (fouling) degraded heat transfer and higher flow resistance Increasing EGR Rate PM Increasing EGR Cooling NOx After 200 hr. Fouling Test Page 2 DEER 2010 What is EGR Cooler Fouling? • Deposition of Exhaust Constituents on EGR Cooler Walls Decreases heat transfer effectiveness and increases flow restrictiveness Page 3 DEER 2010 Previous DEER Conferences • DEER 2007 Benefits of an EGR catalyst for EGR Cooler Fouling Reduction • DEER 2008 Overview of EGR Cooler Fouling Literature Search Results of initial controlled fouling experiment High gas flow velocities reduce exhaust constituent trapping efficiency Low coolant temperatures increase Hydrocarbon condensation An oxidation catalyst is only marginally helpful at eliminating the heavier Hydrocarbons that are likely to condense in an EGR cooler • DEER 2009 Further -

Investigation of Fouling Mechanisms on Ion Exchange Membranes During Electrolytic Separations
INVESTIGATION OF FOULING MECHANISMS ON ION EXCHANGE MEMBRANES DURING ELECTROLYTIC SEPARATIONS By Matthew James Edwards A thesis submitted to the faculty of The University of Mississippi in partial fulfillment of the requirements of the Sally McDonnell Barksdale Honors College. Oxford, MS 2019 Approved by: __________________________________ Advisor: Dr. Alexander M. Lopez _________________________________ Reader: Dr. Adam Smith __________________________________ Reader: Dr. John H. O’Haver i Ó 2019 Matthew James Edwards ALL RIGHTS RESERVED ii DEDICATION I would like to dedicate this Capstone Project to my parents, Michael and Nidia Edwards. Their support and commitment to my education has been unfailing for as long as I can remember. I am thankful for everything they have done. It is with their help that I am privileged to attend The University of Mississippi, and I will forever be grateful. iii ACKNOWLEDGEMENTS I would first like thank Dr. Alexander M. Lopez and The University of Mississippi Chemical Engineering Department for the opportunity to work on this research project. The guidance, patience, and willingness to work with and teach an undergraduate student has been beneficial and inspiring to me during my time here at Ole Miss. Second, I would like to thank Dr. Paul Scovazzo for providing guidance on how to write this thesis and for allowing me to use his lab and equipment as well. I would also like to thank all the graduate students of the Chemical Engineering Department, primarily Saloumeh Kolahchyan. The willingness to take the time to answer my questions, to guide me in how use all the equipment in the lab, and to show me how to follow lab protocols required for the completion of my thesis research. -

An Analysis of Water for Water-Side Fouling Potential Inside Smooth
AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS by Ian Tubman A Thesis Submitted to the Faculty of Mississippi State University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering in the Department of Mechanical Engineering Mississippi State, Mississippi December 2002 AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS by Ian Tubman Approved: _________________________ ________________________ Louay Chamra Rogelio Luck Associate Professor of Associate Professor and Mechanical Engineering Graduate Coordinator of the (Director of Thesis) Department of Mechanical Engineering _________________________ ________________________ B.Keith Hodge Carl A. James Professor of Assistant Research Professor Mechanical Engineering of Mechanical Engineering (Committee Member) (Committee Member) _________________________ A. Wayne Bennett Dean of the James Worth Bagley College of Engineering Name: Ian Tubman Date of Degree: May 10, 2003 Institution: Mississippi State University Major Field: Mechanical Engineering Major Professor: Dr. Louay Chamra Title of Study: AN ANALYIS OF WATER FOR WATER-SIDE FOULING POTENTIAL INSIDE SMOOTH AND AUGMENTED COPPER ALLOY CONDENSER TUBES IN COOLING TOWER WATER APPLICATIONS Pages in Study: 100 Candidate for Degree of Master of Science This thesis investigates the potential for fouling in plain and augmented tubes in cooling tower applications. Three primary factors that affect fouling potential are examined: inside tube geometry, water velocity, and water quality. This paper presents a literature survey for in general precipitation fouling, particulate fouling, cooling water fouling, and fouling in enhanced tubes. -

Sector N: Scrap and Waste Recycling
Industrial Stormwater Fact Sheet Series Sector N: Scrap Recycling and Waste Recycling Facilities U.S. EPA Office of Water EPA-833-F-06-029 February 2021 What is the NPDES stormwater program for industrial activity? Activities, such as material handling and storage, equipment maintenance and cleaning, industrial processing or other operations that occur at industrial facilities are often exposed to stormwater. The runoff from these areas may discharge pollutants directly into nearby waterbodies or indirectly via storm sewer systems, thereby degrading water quality. In 1990, the U.S. Environmental Protection Agency (EPA) developed permitting regulations under the National Pollutant Discharge Elimination System (NPDES) to control stormwater discharges associated with eleven categories of industrial activity. As a result, NPDES permitting authorities, which may be either EPA or a state environmental agency, issue stormwater permits to control runoff from these industrial facilities. What types of industrial facilities are required to obtain permit coverage? This fact sheet specifically discusses stormwater discharges various industries including scrap recycling and waste recycling facilities as defined by Standard Industrial Classification (SIC) Major Group Code 50 (5093). Facilities and products in this group fall under the following categories, all of which require coverage under an industrial stormwater permit: ◆ Scrap and waste recycling facilities (non-source separated, non-liquid recyclable materials) engaged in processing, reclaiming, and wholesale distribution of scrap and waste materials such as ferrous and nonferrous metals, paper, plastic, cardboard, glass, and animal hides. ◆ Waste recycling facilities (liquid recyclable materials) engaged in reclaiming and recycling liquid wastes such as used oil, antifreeze, mineral spirits, and industrial solvents. -

Corrosion-Fatigue Evaluation of Uncoated Weathering Steel Bridges
applied sciences Article Corrosion-Fatigue Evaluation of Uncoated Weathering Steel Bridges Yu Zhang, Kaifeng Zheng, Junlin Heng * and Jin Zhu Department of Bridge Engineering, School of Civil Engineering, Southwest Jiaotong University, Chengdu 610031, China * Correspondence: [email protected]; Tel.: +86-182-8017-6652 Received: 19 July 2019; Accepted: 19 August 2019; Published: 22 August 2019 Featured Application: The new findings highlight the enhancement in corrosion-fatigue performance of steel bridges by using the uncoated weathering steel. Besides, an innovative approach has been established to simulate the corrosion-fatigue process in uncoated weathering steel bridges, providing deep insights into the service life of the bridges. The approaches suggested in the article can be used (not limited to) as a reference for the research and design of uncoated weathering steel bridges. Abstract: Uncoated weathering steel (UWS) bridges have been extensively used to reduce the lifecycle cost since they are maintenance-free and eco-friendly. However, the fatigue issue becomes significant in UWS bridges due to the intended corrosion process utilized to form the corrodent-proof rust layer instead of the coating process. In this paper, an innovative model is proposed to simulate the corrosion-fatigue (C-F) process in UWS bridges. Generally, the C-F process could be considered as two relatively independent stages in a time series, including the pitting process of flaw-initiation and the fatigue crack propagation of the critical pitting flaw. In the proposed C-F model, Faraday’s law has been employed at the critical flaw-initiation stage to describe the pitting process, in which the pitting current is applied to reflect the pitting rate in different corrosive environments. -

Forms of Corrosion Uniform Corrosion
Chapter 4 Forms of corrosion Uniform corrosion In such type of corrosion there is a uniform decrease in the volume of the metal due to direct contact with the surrounding environment. Examples Dissolvation of Zn, Al metal in acids and Pb metal in base. Atmospheric corrosion Atmospheric corrosion take place due to direct contact between metal and atmosphere Types of atmosphere: Gas type: contain mainly oxygen gas( 23% W / W) and water vapor. Liquid type: contain mainly water and dissolved oxygen. iron rust Atmospheric corrosion involve formation of metal oxide layer when metal in direct contact with its surrounding environment. Example: Formation of iron rust due to contact with air Fe + air, H2O Fe(OH)2 Fe2O3 Fe2O3 .3H2O is Iron rust (reddish brown ppt.) Oxide layers Protective Non Protective Non active active Non porous porous Ex: Zn, Al, Ni Ex: iron rust Rate of atmospheric corrosion depends on Nature of metal or alloy. Nature of oxide layer. Factors affecting atmospheric corrosion: Type of metal or alloy. Type of atmosphere (dust, humidity, pollutant. Water vapor, gases,…) Temperature( as T increase as rate increase) Time: The extent of corrosion increases with increased time Surface Condition: more roughness, more corrosion The presence of foreign matter influence the speed of corrosion PLAY ACTIVE FIGURE Galvanic corrosion Take place due to the contact between bimetallic couple exposed to the same environment due to the potential difference. Mechanism of galvanic corrosion: For two different metals M1 and M2 when exposed to the same corrosive environment, if M1 is more active than M2 M1 M2 Anodic reaction: M M n+ + ne- (n=1, 2, 3, …) Anodic metal will be corroded. -

Boiler System Antifreeze -100°F Safety Data Sheet According to Federal Register / Vol
Boiler System Antifreeze -100°F Safety Data Sheet According To Federal Register / Vol. 77, No. 58 / Monday, March 26, 2012 / Rules And Regulations And According To The Hazardous Products Regulation (February 11, 2015). Date of Issue: 08/24/2020 Version: 1.0 SECTION 1: IDENTIFICATION Product Identifier Product Form: Mixture Product Name: Boiler System Antifreeze -100°F Product Code: 327XX, 32700 Intended Use of the Product Antifreeze Coolant Name, Address, and Telephone of the Responsible Party Company Star brite® Inc. 4041 SW 47th Avenue Fort Lauderdale, FL 33314 (800) 327-8583 www.starbrite.com Emergency Telephone Number Emergency Number : US: (800) 424-9300; International: (703) 527-3887 (CHEMTREC) SECTION 2: HAZARDS IDENTIFICATION Classification of the Substance or Mixture GHS-US/CA Classification Not classified Label Elements GHS-US/CA Labeling No labeling applicable according to 29 CFR 1910.1200 and the Hazardous Products Regulations (HPR) SOR/2015-17. Other Hazards Exposure may aggravate pre-existing eye, skin, or respiratory conditions. Unknown Acute Toxicity (GHS-US/CA) No data available SECTION 3: COMPOSITION/INFORMATION ON INGREDIENTS Mixture Name Synonyms Product Identifier % * GHS Ingredient Classification 1,2-Propanediol** 1,2-Propylene glycol / 1,2- (CAS-No.) 57-55-6 45 - 70 Not classified Dihydroxypropane / Propane- 1,2-diol / Propylene glycol / PROPYLENE GLYCOL Full text of H-phrases: see section 16 *Percentages are listed in weight by weight percentage (w/w%) for liquid and solid ingredients. Gas ingredients are listed in volume by volume percentage (v/v%). ** The actual concentration of ingredient(s) is withheld as a trade secret in accordance with the Hazardous Products Regulations (HPR) SOR/2015-17 and 29 CFR 1910.1200. -

Compact Heat Exchangers for Mobile Co2 Systems
COMPACT HEAT EXCHANGERS FOR MOBILE CO2 SYSTEMS A. Hafner SINTEF Energy Research Refrigeration and Air Conditioning Trondheim (Norway) ABSTRACT The natural refrigerant carbon dioxide (CO2) with all its advantages offers new possibilities of efficient heating and cooling at different climates. In reversible air conditioning systems the capacity and efficiency in cooling mode is seen to be most important. The efficiency of the reversible interior heat exchanger depends on the design of the heat exchanger. Efficiency reduction is among other factors caused by refrigerant- side pressure drop, heat conduction, refrigerant- and air maldistribution. Uniform air temperatures at the outlet of the heat exchanger are an important aspect regarding comfort and control of the mobile HVAC system. A prototype CO2 system with a separator, refrigerant pump and a single pass heat exchanger was tested under varies conditions. The tests were performed at low compressor revolution speed i.e. idle conditions. Compared with a baseline heat exchanger of equal size, the use of an external operated pump to circulate the refrigerant through the heat exchanger, increased the cooling capacity at equal pressure levels by up to 14 %. At equal cooling capacities the COP increased by up to 23 %. Airside temperature distribution was more uniform with this way of operating the system. 1 INTRODUCTION Several authors for example Hrnjak et al 2002, Nekså et al. 2001 describe CO2 systems where flash gas was bypassed the evaporator and thereafter reunified with the leaving gas of the evaporator. With such a system concept only liquid refrigerant enters the evaporator which has an positive effect on distribution of the refrigerant into 20000 the microchannels. -

Energy Saving Trust CE131. Solar Water Heating Systems: Guidance For
CE131 Solar water heating systems – guidance for professionals, conventional indirect models Contents 1 Solar hot water systems 3 1.1 Scope 3 1.2 Introduction 3 1.3 Safety 4 1.4 Risk assessment 5 1.5 Town and country planning 5 2 Design overview 6 2.1 Introduction 6 2.2 Solar domestic hot water (SDHW) energy 6 2.3 SDHW systems 7 3 Design detail 8 3.1 Collectors 8 3.2 Solar primary types 9 3.3 Primary system components 10 3.4 Secondary systems 11 3.5 Pre-heat storage 11 3.6 Auxiliary DHW heating 14 3.7 Combined storage – twin-coil cylinders 15 3.8 Separate storage – two stores 15 3.9 Separate storage – direct DHW heaters 16 3.10 Risk of scalding 16 3.11 Risk of bacteria proliferation 17 3.12 Risk of limescale 17 3.13 Energy conservation 18 3.14 Controls and measurement 20 4 Installation and commissioning 23 4.1 Installation tasks: site survey – technical 23 4.2 Installation tasks: selecting specialist tools 28 4.3 Installation tasks: Initial testing 28 4.4 Commissioning 29 5 Maintenance and documentation 30 6 Appendices 31 6.1 Sample commissioning sheet 31 6.2 Annual solar radiation (kWh/m2) 33 6.3 Sample installation checklist 33 6.4 Further reading 37 6.5 Regulations 38 6.6 Other publications 39 7 Glossary 40 The Energy Saving Trust would like to thank the Solar Trade Association for their advice and assistance in producing this publication. 2 Solar water heating systems – guidance for professionals, conventional indirect models 1 Solar hot water systems 1.1 Scope By following the Energy Saving Trust’s best practice This guide is designed to help installers, specifiers and standards, new build and refurbished housing will commissioning engineers ensure that conventional be more energy efficient – reducing these emissions indirect solar domestic hot water systems (SDHW) and saving energy, money and the environment.