Process for Preparing Graphene Material-Semi Aromatic Polyamides Nanocomposites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Making Flawless Graphene Coatings 29 November 2016
Making flawless graphene coatings 29 November 2016 perfectly regular in form. But with the present production methods, a sheet of graphene is in practice almost always made up of a patchwork of small pieces that have been grafted onto one another. Van Baarle was able to observe almost per carbon atom live how islands of graphene grow towards one another and how this process is influenced by temperature and substrate. This is the first step towards a production method for making larger, flawless sheets of graphene. Chicken wire pattern Graphene occurs spontaneously when a very clean surface of iridium comes into contact with ethylene (C2H4, a hydrocarbon) at a temperature of around 700 degrees Celsius. The gas molecules disintegrate on the hot surface, leaving behind the Credit: AlexanderAlUS/Wikipedia/CC BY-SA 3.0 carbon atoms, which spontaneously form a network of linked hexagons, in a chicken wire pattern. For his research Van Baarle used a unique piece of Graphene, the ultra-thin wonder material just a equipment in the Huygens-Kamerlingh Onnes single carbon atom in thickness, holds the promise Laboratory, the VT-STM (Variable Temperature of such impressive applications as wear-resistant, Scanning Tunneling Microscope). This apparatus friction-free coatings. But first manufacturers have comprises a minuscule stylus with a point that is to be able to produce large sheets of graphene just a few atoms thick. It can be used to under precisely controlled conditions. Dirk van systematically scan a surface with such a high Baarle studied how graphene grows at atomic degree of precision (what you are in fact doing is scale and what determines the friction with other measuring the flow of electricity between the stylus materials. -

Vgc Senate Research Testimony
FINAL DRAFT V1.1 Written Testimony of Vinton G. Cerf Before the U.S. Senate Committee on Commerce, Science and Transportation 17 July 2014 Chairman Rockefeller, Ranking Member Thune, Members of the Committee, distinguished panelists and guests, I am honored and pleased to have this opportunity to participate in a hearing on a topic about which I am passionate and committed: basic research. There is no substitute for deep understanding of natural and artificial phenomena, especially when our national and global wellbeing depend on our ability to model and make predictions regarding them. It would be hard to overstate the benefits that have been realized from investment by the US Government and American industry in research. I am sure every member of this committee is well aware of the fundamental scientific paradigm: Theories are developed to explain observations or to speculate on how and why things might work. Experiments are undertaken to validate or refute the predictions of the theory. Theories are revised based on experimental results. Basic and Applied Research While the primary focus of attention in this panel is on basic research, I feel compelled to observe that basic and applied research go hand-in-hand, informing and stimulating each other in a never-ending Yin and Yang of partnership. In some ways, applied research is a form of validation because the success (or failure) of the application may reinforce or contradict the theoretically predicted results and the underlying theory. Basic research tries to understand and applied research tries to do and often one must pursue both in the effort to uncover new knowledge. -

Nitrogen-Nitrogen Bonds Violate Stability of N-Doped Graphene
Nitrogen-Nitrogen Bonds Violate Stability of N-Doped Graphene Vitaly V. Chaban1,2 and Oleg V. Prezhdo2 1) Instituto de Ciência e Tecnologia, Universidade Federal de São Paulo, 12231-280, São José dos Campos, SP, Brazil 2) Department of Chemistry, University of Southern California, Los Angeles, CA 90089, United States Abstract. Two-dimensional alloys of carbon and nitrogen represent an urgent interest due to prospective applications in nanomechanical and optoelectronic devices. Stability of these chemical structures must be understood as a function of their composition. The present study employs hybrid density functional theory and reactive molecular dynamics simulations to get insights regarding how many nitrogen atoms can be incorporated into the graphene sheet without destroying it. We conclude that (1) C:N=56:28 structure and all nitrogen-poorer structures maintain stability at 1000 K; (2) stability suffers from N-N bonds; (3) distribution of electron density heavily depends on the structural pattern in the N-doped graphene. Our calculations support experimental efforts on the production of highly N-doped graphene and tuning mechanical and optoelectronic properties of graphene. Key words: graphene, N-doping, reactive molecular dynamics, density functional theory, charge density, stability, reaction TOC Image Introduction Graphene is a carbonaceous nanomaterial with scientific impact and technological promise. The graphene field of research currently witnesses a variety of novel synthesis approaches and applications.1-28 Being extremely chemical versatile, carbon atoms can link with one another tetrahedrally to form diamond. Otherwise, they can arrange in layers, with a genuine chicken-wire structure, to produce graphite. The hexagonally arranged carbon-carbon bonds are rich in high-energy electrons. -
Graphene Is a Form of Carbon
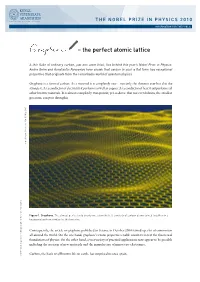
THE NOBEL PRIZE IN PHYSICS 2010 INFORMATION FOR THE PUBLIC – the perfect atomic lattice A thin fake of ordinary carbon, just one atom thick, lies behind this year’s Nobel Prize in Physics. Andre Geim and Konstantin Novoselov have shown that carbon in such a fat form has exceptional properties that originate from the remarkable world of quantum physics. Graphene is a form of carbon. As a material it is completely new – not only the thinnest ever but also the strongest. As a conductor of electricity it performs as well as copper. As a conductor of heat it outperforms all other known materials. It is almost completely transparent, yet so dense that not even helium, the smallest gas atom, can pass through it. Jannik Meyer, Science vol 324, 15 May 2009 vol Science Jannik Meyer, Figure 1. Graphene. The almost perfect web is only one atom thick. It consists of carbon atoms joined together in a hexagonal pattern similar to chicken wire. Consequently, the article on graphene published in Science in October 2004 stirred up a lot of commotion all around the world. On the one hand, graphene’s exotic properties enable scientists to test the theoretical foundations of physics. On the other hand, a vast variety of practical applications now appear to be possible including the creation of new materials and the manufacture of innovative electronics. Carbon, the basis of all known life on earth, has surprised us once again. Nobel Prize® is a registered trademark of the Nobel Foundation. of the Nobel Foundation. trademark Nobel Prize® is a registered Pencil, paper and sticky tape It could not have been easier to obtain graphene, the miraculous material that comes from ordinary graphite such as is found in pencils. -

An Experimental and Theoretical Approach Towards the Formation of Nanostructures of Self-Assembled Cyanuric Acid Through
6634 J. Phys. Chem. B 2007, 111, 6634-6642 An Experimental and Theoretical Study of the Formation of Nanostructures of Self-Assembled Cyanuric Acid through Hydrogen Bond Networks on Graphite† Kavita Kannappan, Tova L. Werblowsky, Kwang T. Rim, Bruce J. Berne,* and George W. Flynn* Department of Chemistry and Nanoscale Science and Engineering Center (NSEC), Columbia UniVersity, New York, New York 10027 ReceiVed: January 26, 2007; In Final Form: March 30, 2007 The self-assembly of cyanuric acid into ordered nanostructures on a crystalline substrate, highly ordered pyrolytic graphite (HOPG), has been investigated at low temperature under ultrahigh vacuum (UHV) conditions by means of scanning tunneling microscopy in conjunction with theoretical simulations. Many domains with different self-assembly patterns were observed. One such domain represents the formation of an open 2D rosette (cyclic) structure from the self-assembly process, the first observation of this type of structure for pure cyanuric acid on a graphite substrate. Each self-assembled domain exhibits characteristic superstructures formed through different hydrogen bond networks at low coverage and low deposition rate. Experimental observation of coexistent, two-dimensional crystalline structures with distinct hydrogen bond patterns is supported by energy minimizations and molecular dynamics calculations, which show multiple stable structures for this molecule when self-assembled on graphite. I. Introduction hydrogen bonds.58,75-78 Self-assembly of small molecular build- ing blocks through noncovalent interactions leads to the for- Recent interest in nanometer size devices has encouraged the mation of unique structures that can be classified as supra- investigation of intra- and intermolecular forces that control and molecular aggregates, fascinating assemblies observed in drive two-dimensional ordered nanostructures on a surface both nonbiological and biological chemical systems. -

Long-Sought Carbon Structure Joins Graphene, Fullerene Family 13 August 2018
Schwarzites: Long-sought carbon structure joins graphene, fullerene family 13 August 2018 The new structures were built inside the pores of zeolites, crystalline forms of silicon dioxide—sand—more commonly used as water softeners in laundry detergents and to catalytically crack petroleum into gasoline. Called zeolite -templated carbons (ZTC), the structures were being investigated for possible interesting properties, though the creators were unaware of their identity as schwarzites, which theoretical chemists have worked on for decades. Based on this theoretical work, chemists predict that schwarzites will have unique electronic, magnetic and optical properties that would make them useful as supercapacitors, battery electrodes and catalysts, and with large internal spaces ideal for gas storage and separation. UC Berkeley postdoctoral fellow Efrem Braun and his colleagues identified these ZTC materials as schwarzites based of their negative curvature, and The three-dimensional cage structure of a schwarzite developed a way to predict which zeolites can be that was formed inside the pores of a zeolite. Credit: used to make schwarzites and which can't. Graphics by Yongjin Lee and Efrem Braun "We now have the recipe for how to make these structures, which is important because, if we can make them, we can explore their behavior, which The discovery of buckyballs surprised and we are working hard to do now," said Berend Smit, delighted chemists in the 1980s, nanotubes jazzed an adjunct professor of chemical and biomolecular physicists in the 1990s, and graphene charged up engineering at UC Berkeley and an expert on materials scientists in the 2000s, but one porous materials such as zeolites and metal- nanoscale carbon structure—a negatively curved organic frameworks. -

Grappling with Graphene
Los Alamos overcomes the key obstacle to manufacturing this wonder material of the future. flexible thin-film atoms settle onto the copper foil, naturally forming hexagonal touch-panel displays. rings. At this point, however, it’s not just graphene; it’s graphene Spray-on solar cells and extremely long-lasting attached to copper foil. Getting the graphene off the copper batteries. Nanoelectronic computer chips and optoelectronic and onto a target substrate, which will be used for various communications devices. Ion and gas transport membranes. applications, is the tricky part. Precision sensors and biosensors. All this and more, The copper can be dissolved away with an acid wash. graphene can do. However, to transfer the graphene onto the target substrate, Graphene is made from carbon atoms arranged in flat, a different material is required—one invulnerable to the interconnected hexagonal rings, like chicken wire. Its simple, acid but vulnerable to something else the target substrate two-dimensional atomic structure gives it an unusual blend can withstand. Two commonly used transfer materials are of electrical, mechanical, and optical properties. It is flexible thermal release tape, which is sticky tape that peels away with and transparent. It conducts heat and electricity. It has special heat, and PMMA, or “poly(methyl methacrylate),” which is magnetic properties. And despite being lightweight, it is vastly a plastic that can be dissolved in acetone. Unfortunately, both stronger than steel. But its unique atomic structure is both materials leave a residue on the graphene surface and are a blessing and a curse. Because to unleash its tremendous too expensive and time consuming to be used at production potential, it must first be cheaply and reliably manufactured scale (even if the residue were deemed tolerable for a to be one atom thick and free of defects at the atomic scale. -
The Next Wonder Material?
Graphene The Next Wonder Material? By Michael Tinnesand here is a new wonder material in town that that is ejected to the surface from deep within SHUTTERSTOCK might change our future. Imagine a coffee the Earth’s interior through volcanic eruptions, cup that streams the day’s headlines in while graphite is a black and lightweight mate- real time. Or a cooking pot that can detect rial extracted from coal. be only a single one-atom thick layer—pure the presence of E. coli bacteria that could In diamond, each carbon atom is connected graphene. make you sick. Or a television screen that to four other carbons. This is a very strong The initial samples of graphene were very Tis as flexible and thin as a piece of paper. All arrangement that makes diamonds one of small—only a couple of square millimeters in of these applications could be a reality if the the hardest known materials. In graphite, size each—but large enough to test. Because wonder material, named graphene, lives up to each atom is linked to three others in layers graphene is only one-atom thick, it is con- its hype. of hexagonal (six-sided) shapes that look like sidered to be a two-dimensional material, the chicken wire (Fig. 2, p. 8). The bonds within first example of such a thing in the real world. Chicken wire made the hexagonal sheets are strong, but each Despite being the thinnest material known of carbon layer is only weakly attracted to the next, to exist, it is also the strongest material ever which allows the layers to slip by one another. -

Properties of Polycyclic Aromatic Hydrocarbons in the Northwest Photon Dominated Region of Ngc 7023
The Astrophysical Journal, 769:117 (13pp), 2013 June 1 doi:10.1088/0004-637X/769/2/117 C 2013. The American Astronomical Society. All rights reserved. Printed in the U.S.A. PROPERTIES OF POLYCYCLIC AROMATIC HYDROCARBONS IN THE NORTHWEST PHOTON DOMINATED REGION OF NGC 7023. I. PAH SIZE, CHARGE, COMPOSITION, AND STRUCTURE DISTRIBUTION C. Boersma, J. D. Bregman, and L. J. Allamandola NASA Ames Research Center, MS 245-6, Moffett Field, CA 94035-0001, USA; [email protected] Received 2012 September 6; accepted 2013 March 19; published 2013 May 14 ABSTRACT Polycyclic aromatic hydrocarbon (PAH) emission in the Spitzer Infrared Spectrograph spectral map of the northwest photon dominated region (PDR) in NGC 7023 was analyzed exclusively using PAH spectra from the NASA Ames PAH IR Spectroscopic Database (www.astrochem.org/pahdb). The 5–15 μm spectrum at each pixel is fitted using a non-negative-least-squares fitting approach. The fits are of good quality, allowing decomposition of the PAH emission into four subclasses: size, charge, composition, and hydrogen adjacency (structure). Maps tracing PAH subclass distributions across the region paint a coherent astrophysical picture. Once past some 20 seconds of arc from HD 200775, the emission is dominated by the more stable, large, symmetric, compact PAH cations with smaller, neutral PAHs taking over along the lines-of-sight toward the more distant molecular cloud. The boundary between the PDR and the denser cloud material shows up as a distinct discontinuity in the breakdown maps. Noteworthy is the requirement for PANH cations to fit the bulk of the 6.2 and 11.0 μm features and the indication of PAH photo-dehydrogenation and fragmentation close to HD 200775. -

International Journal of New Chemistry 2015, 2 (1), 188-197 R
International Journal of New Chemistry, 2015, 2 (1), 17-26. Published online January 2015 in http://www.ijnc.ir/. Original Article Online ISSN 2383-188X Open Access Computational study of Chemical properties in fullerene Derivatives of Enalapril drug Roya Ahmadi, Alireza rezaie asl Department of Chemistry, Faculty of Science, Islamic Azad University, Shahr-e-Rey Branch, Tehran, Iran. *Corresponding Author e-mail Address: [email protected] Received: 6 December 2014; Accepted: 28 January2015; Published 30 January 2015 Abstract In this research at the first Enalapril drug and its fullerene derivative were optimized. NBO calculations and NMR for the complexes were carried out at the B3LYP/6-31G* quantum chemistry level. Different parameters such as energy levels, the amount of Chemical Shift in different atoms, the amount of HOMO/LUMO, chemical potential (µ ), chemical hardness (η), the coefficients of hybrid bonds (π, σ) and the orbital portion of the bonds p (π, σ) was performed. In another part, the valence electrons of atoms were compared. this drug as a major therapeutic category is Antihypertensive drug. In this study of fullerenes, we used nano drug carriers. The data in tables and graphs and shapes were compared and discussed. Keywords: Enalapril, fullerenes, chemical potential, nano drug carriers. 1. Introduction Nanostructures can be categorized into following forms according to their structures: diamonds with sp3 hybridization, Graphite with sp2 hybridization, Hexagonal diamonds with sp3 hybridization, fullerenes with SP2 hybridization, Nanoparticles, Graphene, single-layer and multi-layer nanotubes, Crystal Nanostructures. All these forms of nanostructures produce unique Pharmaceutical and electronic properties. Graphenes have a two-dimensional structure of a single layer of carbon chicken wire [1-5]. -

The Origins of Buckyballs in Space
News & views sufficient ultraviolet irradiation. The first astronomical source in which Astrochemistry fullerene was detected was the star Tc 1 (ref. 7). Puzzlingly, however, the emission associated The origins of with fullerene came from a location far away from the star and its ultraviolet photons, whereas the PAH emissions were closer to the buckyballs in space star. On the basis of the previously reported laboratory experiments, this is the opposite of what should happen if fullerene forms from Alessandra Candian PAHs in this source8. So how can the locations The spectroscopic fingerprints of buckyballs have been of the emissions be explained? observed in space, but questions remain about how these Bernal and co-workers now report that large molecules form. Laboratory experiments have revealed fullerene also forms readily from silicon car- bide (SiC), which has been proposed to be the a possible mechanism. first carbonaceous material to condense out of old, carbon-rich stars9. The authors rapidly heated grains of the crystalline form of SiC that A long-standing mystery in astronomical different formation route for fullerene. is found in highest abundance in meteorites10, spectroscopy concerns diffuse interstellar The carbon atoms in fullerene are arranged and irradiated them with xenon ions, mimick- bands, a family of absorption features seen in in the shape of a football, a molecular struc- ing the heating caused by shock waves around the spectra of the interstellar medium of the ture that is remarkably stable but also difficult old -

Carbon Nanotubes Activity Guide
MRSEC Carbon Nanotubes Activity Guide Quick Reference Activity Guide Activity Materials chicken wire models of different nanotube types description pages for counting schemes solid models for graphite and diamond structures Starting Points Have you learned about the elements in school? Elements are types of atoms. They make up all of the things around us. One element that is commonly found in everyday objects (including humans!) is carbon. We're going to talk about the different structures carbon can make when one carbon atom bonds to another. Can you name some forms of carbon? Hints: Some people wear rings made from it, and most of you probably use another form to write everyday in class. Diamond is one form of carbon; the graphite used in pencils is another. Hold up the solid models of diamond and graphite, and explain that each plastic sphere represents an atom. Ask the students to make some observations about these two structures. Then, focus their responses with the following question: How are the two structures different? Diamond has connections (bonds) occurring in all three dimensions, which makes the structure very rigid. That’s why diamond is the hardest natural material known and why diamond can cut glass. On the other hand, graphite has connections in only two dimensions that form sheets of carbon, called graphene sheets. These graphene sheets stack one on top of another in layers which easily slip off the pencil onto the paper when we write. Even though these materials are made of the exact same element – carbon – the atoms can arrange in such a way to make one of the hardest materials and one of the softest.