The Bristol Sleeve Valve Aero Engines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Survey of Britain's Most Powerful Radial Engine : an Example Of
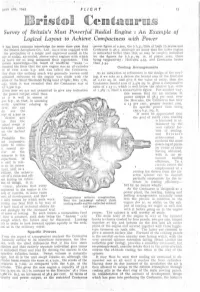
JULY 5TH, 1945 FLIGHT Survey of Britain's Most Powerful Radial Engine : An Example of . r l^OgiCal Layout to Achieve Compactness with Power T has been eommbn knowledge far some time past that •power figure of 3,500, the b.h.p. /litre of both Hercules the Bristol Aeroplane Co., Ltd., have been engaged with Centaurus is 46.5, although we know that the latter engine the production of a larger and improved model in the is somewhat better than this, as may be rough!y indicated age of radial, air-cooled, sleeve-valve engines with which by the figures for b.h.p./sq. in. of piston area, these ey have for so long enhanced their reputation. This being respectively:. Hercules 4.93. and Centaurus better mmon knowledge—the result of unofficial "leaks"— than 5.34. • f ibraced the facts that the new engine was an 18-cylinder : Cooling Arrangements lit of over 2,000 h.p. and was called the Centaurug.. ther than this nothing much was generally known until As an indication of refinement in the design of the cowl- nctioned reference, to the engine was made with the ing, if. we take as a datum the frontal area of the Hercules lease of the Short Shetland flying boat (Flight, May 17th, at 2,122 sq. in. and give it the value of unity, then the 145), when it was revealed that the Centaurus was of Centaurus frontal area of 2,402 sq. in. gives a comparative 'er 2,500 h.p. ratio of 1.13:1, which is well below the relative h.p..ratio Even now we are not permitted to give any indication of 1.385 :1, itself a conservative figure. -

Small Engine Parts and Operation
1 Small Engine Parts and Operation INTRODUCTION The small engines used in lawn mowers, garden tractors, chain saws, and other such machines are called internal combustion engines. In an internal combustion engine, fuel is burned inside the engine to produce power. The internal combustion engine produces mechanical energy directly by burning fuel. In contrast, in an external combustion engine, fuel is burned outside the engine. A steam engine and boiler is an example of an external combustion engine. The boiler burns fuel to produce steam, and the steam is used to power the engine. An external combustion engine, therefore, gets its power indirectly from a burning fuel. In this course, you’ll only be learning about small internal combustion engines. A “small engine” is generally defined as an engine that pro- duces less than 25 horsepower. In this study unit, we’ll look at the parts of a small gasoline engine and learn how these parts contribute to overall engine operation. A small engine is a lot simpler in design and function than the larger automobile engine. However, there are still a number of parts and systems that you must know about in order to understand how a small engine works. The most important things to remember are the four stages of engine operation. Memorize these four stages well, and everything else we talk about will fall right into place. Therefore, because the four stages of operation are so important, we’ll start our discussion with a quick review of them. We’ll also talk about the parts of an engine and how they fit into the four stages of operation. -

Newpointe-Catalog
NewPointe® Constellation Collections More value from Batesville Constellation Collections 18 Gauge Steel Caskets Leo Collection Leo Brushed Black Silver velvet interior Leo Brushed Black shown with Praying Hands decorative kit. 257178 - half couch Choose from 11 designs. 262411 - full couch See page 15 for your options. • Includes decorative kit option for lid Leo Painted Silver Silver velvet interior 257172 - half couch 262415 - full couch • Includes decorative kit option for lid Leo Brushed Ruby Leo Brushed Blue Leo Painted Sand Leo Painted White Moss Pink velvet interior Light Blue velvet interior Champagne velvet interior Moss Pink velvet interior 257177 - half couch 257179 - half couch 257173 - half couch 257166 - half couch 262410 - full couch 262412 - full couch 262416 - full couch 262414 - full couch • Includes decorative kit option • Includes decorative kit option • Includes decorative kit option • Includes decorative kit option for lid for lid for lid for lid 2 All caskets not available in all locations. Please check to ensure availability in your area. 18 Gauge Steel Caskets Virgo Collection Virgo White/Pink Moss Pink crepe interior| $845 250673 - half couch Virgo White/Pink shown with Roses 254258 - full couch decorative kit and corner decals. Choose from 11 designs. • Includes decorative kit option See page 15 for your options. for lid and corner decals Virgo Blue Light Blue crepe interior 250658 - half couch 254255 - full couch • Includes decorative kit option for lid and corner decals Virgo Silver Virgo White Virgo Copper -

Executive Order D-425-50 Toyota Racing Development
State of California AIR RESOURCES BOARD EXECUTIVE ORDER D—425—50 Relating to Exemptions Under Section 27156 of the California Vehicle Code Toyota Racing Development TRD Supercharger System Pursuant to the authority vested in the Air Resources Board by Section 27156 of the Vehicle Code; and Pursuant to the authority vested in the undersigned by Section 39515 and Section 39516 of the Health and Safety Code and Executive Order G—14—012; IT IS ORDERED AND RESOLVED: That the installation of the TRD Supercharger System, manufactured and marketed by Toyota Racing Development, 19001 South Western Avenue, Torrance, California, has been found not to reduce the effectiveness of the applicable vehicle pollution control systems and, therefore, is exempt from the prohibitions of Section 27156 of the Vehicle Code for the following Toyota truck applications: Part No. Model Year Engine Disp. Model PTR29—34070 2007 to 2013 5.7L (3UR—FE) Tundra PTR29—00140 2014 to 2015 5.7L (3UR—FE) Tundra PTR29—34070 2008 to 2013 5.7L (3UR—FE) Sequoia PTR29—00140 2014 to 2015 5.7L (3UR—FE) Sequoia PTR29—60140 2008 to 2015 5.7L (3UR—FE) Land Cruiser/LX570 PTR29—35090 2005 to 2015 4.0L (1GR—FE) Tacoma PTR29—35090 2007 to 2009 4.0L (1GR—FE) FJ Cruiser PTR29—35090 2003 to 2009 4.0L (1GR—FE) 4—Runner PTR29—00130 2010 to 2014 4.0L (1GR—FE) FJ Cruiser PTR29—00130 2010 to 2015 4.0L (1GR—FE) 4—Runner The 5.7L Supercharger System includes a Magnuson supercharger (rated at a maximum boost of 8.5 psi.) with a 2.45 inch diameter supercharger pulley and the stock crankshaft pulley, high flow injectors to replace the stock injectors, a new ECU calibration, intercooler, intake manifold, an air bypass valve, and a new replacement fuel pump which is located in the fuel tank. -

A Method of Fuel Testing in a CFR Engine
Scholars' Mine Masters Theses Student Theses and Dissertations 1960 A method of fuel testing in a CFR engine George R. Baumgartner Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Mechanical Engineering Commons Department: Recommended Citation Baumgartner, George R., "A method of fuel testing in a CFR engine" (1960). Masters Theses. 5575. https://scholarsmine.mst.edu/masters_theses/5575 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. A METHOD OF FUEL TESTING IN A CFR ENGINE BY GEORGE R. BAUMGARTNER ----~--- A THESIS submitted to the faculty of the SCHOOL OF MINES AND METALLURGY OF THE UNIVERSITY OF MISSOURI in partial fulfillment of the work required for the Degree of MASTER OF SCIENCE IN MECHANICAL ENGINEERING Rolla, Missouri 1960 _____ .. ____ .. ii ACKNOWLEDGEMENT The author would like to express his appreciation to Dr. A. J• Miles, Chairman of tho Mechanical Engineering Department, and Professor G. L. Scofield, Mechanical Engineering Department, for their guidance and interest in this investigation. Thanks are also dua Mr. Douglas Kline for his constant assistance while conducting the tests. iii TABLE OF CONTENTS Acknowledgement •••••••••••••••••••••••••••••••••••••••••• ii Contents•••••••••••••••••••••••••••••••••••••o•••••••••• -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Horizontal Directional Drilling Glossary
AN HDD GUIDE HORIZONTAL DIRECTIONAL DRILLING GLOSSARY A comprehensive guide to all terms HDD to make sure you can “talk the talk” when on the job. Horizontal directional drilling has been gaining ground for quite some time in the construction industry as the ideal solution for installing pipes and utilities without having to dig up long trenches. At Melfred Borzall, with our 70+ years of experience designing and building groundbreaking drilling solutions, we understand the best way to push the industry forward is to have innovative solutions and increase education about HDD. In our HDD Glossary, we’ve compiled 70 HDD terms along with clear definitions for each term to help expert drillers and new drillers to all talk the same talk and help streamline communication on your next job. HORIZONTAL DIRECTIONAL DRILLING GLOSSARY 2 "TALK THE TALK" HDD GLOSSARY HDD Tooling & Equipment Terms TERM & ALTERNATE DEFINITION DRILL HEAD The lead portion of the drilling process that TERMS Housing, Transmitter houses the transmitter inside to enable the Housing, Head, locator to see where the drill bit is located A ADAPTER Configurable adapter piece that allows drillers to Sonde Housing underground. It comes in different bolt patters Sub, Crossover, and can connect to various types of blades and Tailpiece use various manufacturer’s drill bits and blades with others’ starter rods, housings, and other bits depending upon the ground condition. configurations. Often customizable to fit specific needs of a jobsite tooling setup. DRILL RIG A trenchless machine that installs pipes and Rig, Drill cables by drilling a pilot bore to establish the AIR HAMMER Tool used in HDD designed to bore through location of the underground utility before difficult rock formations using a combination of enlarging the hole if needed and pulling back thrust, pressure and rotation to chip and carve the product. -
From Crank to Click the Evolution of the Car Key in 1769, the French
Car Key Origins: From Crank to Click The Evolution of the Car Key In 1769, the French inventor, Nicolas-Joseph Cugnot, introduced the first automobile to the world. Ever since then, cars have continued to evolve at a remarkable rate. You might think that car keys have accompanied cars all along, but that's a little inaccurate. Car keys, along with auto locksmith services, only saw the light of day in the late 1940's. So what's the story of cars and keys? Read on to find out. Early Cars Had no Keys This might come as a shock, but older cars had no keys to speak of. In the early years of the last century, many used to chain their vehicles to lampposts in order to secure them. Back in the day as well, to start your car's engine, you needed to manually crank up the engine. But this had its drawbacks. With engines getting bigger and more powerful, rotating a lever to start your car proved inconvenient, even dangerous. In turn, this made way for the electric starter, a small motor driven with a high enough voltage to start the engine. A Step closer to a Car Key In addition to the electric starter, the early decades of the twentieth century featured others types of starters, such as spring motors and air starter motors. The driver was able to operate those starters by pressing a button on the dashboard or the floor. Alternatively, a few cars had pedals to engage the starter by foot. The advent of button-operated starters meant an easier, safer way of starting your car. -

Optimizing the Cylinder Running Surface / Piston System of Internal
THIS DOCUMENT IS PROTECTED BY U.S. AND INTERNATIONAL COPYRIGHT. It may not be reproduced, stored in a retrieval system, distributed or transmitted, in whole or in part, in any form or by any means. Downloaded from SAE International by Peter Ernst, Saturday, September 15, 2012 04:51:57 PM Optimizing the Cylinder Running Surface / Piston 2012-32-0092 System of Internal Combustion Engines Towards 20129092 Published Lower Emissions 10/23/2012 Peter Ernst Sulzer Metco AG (Switzerland) Bernd Distler Sulzer Metco (US) Inc. Copyright © 2012 SAE International doi:10.4271/2012-32-0092 engine and together with the adjustment of the ring package ABSTRACT and the piston a reduction of 35% in LOC was achieved. This Rising fuel prices and more stringent vehicle emissions engine will go into production in September 2012 with requirements are increasing the pressure on engine limited numbers coated in the Sulzer Metco Wohlen facility manufacturers to utilize technologies to increase efficiency in Switzerland, until an engineered coating system is ready on and reduce emissions. As a result, interest in cylinder surface site to start large series production. More details on the coatings has risen considerably in the past few years. Among engine performance and design changes made to the cast these are SUMEBore® coatings from Sulzer Metco. These aluminium block in order to take full advantage of the coating coatings are applied by a powder-based air plasma spray on the cylinder running surfaces is presented in the paper (APS) process. The APS process is very flexible, and can from Zorn et al. [1]. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

SB-10052498-5734.Pdf
SB-10052498-5734 ATTENTION: IMPORTANT - All GENERAL MANAGER q Service Personnel PARTS MANAGER q Should Read and CLAIMS PERSONNEL q Initial in the boxes SERVICE MANAGER q provided, right. SERVICE BULLETIN APPLICABILITY: 2013MY Legacy and Outback 2.5L Models NUMBER: 11-130-13R 2012-13MY Impreza 2.0L Models DATE: 04/05/13 2013MY XV Crosstrek REVISED: 06/19/13 2011-2014MY Forester 2013MY BRZ SUBJECT: Difficulty Starting, Rough Idle, Cam Position or Misfire DTCs P0340, P0341, P0345, P0346, P0365, P0366, P0390, P0391, P0301, P0302, P0303 or P0304 INTRODUCTION This Bulletin provides inspection and repair procedures for intake and exhaust camshaft position-related and/or engine misfire DTCs for the FA and FB engine-equipped models listed above. The camshaft position sensor (CPS) clearance may be out of specification causing these condition(s) and one or more of the DTCs listed above to set. In addition to a Check Engine light coming on, there may or may not be customer concerns of rough idle, extended cranking or no start. NOTES: • This Service Bulletin will replace Bulletin numbers 11-100-11R, 11-122-12, 11-124-12R and 11-125-12. • Read this Bulletin completely before starting any repairs as service procedures have changed. • An exhaust cam position sensor clearance out of specification willNOT cause a startability issue. COUNTERMEASURE IN PRODUCTION MODEL STARTING VIN Legacy D*038918 Outback D*295279 Impreza 4-Door D*020700 Impreza 5-Door D*835681 XV Crosstrek Forester E*410570 BRZ D*607924 NOTE: These VINs are for reference only. There may be a small number of vehicles after the starting VINs listed above which do not have the countermeasure due to production sequence changes. -

SL2016-634: Ridge Wear at Crankpin Journals
Service Letter SL2016-634/JNN Action code: WHEN CONVENIENT Ridge Wear at Crankpin Journals SL2016-634/JNN November 2016 Dear Sirs Concerns This service letter contains important information about the develop- Owners and operators of ment of ridge wear at the crankshaft journal and the precautions re- MAN four-stroke diesel engines. quired in connection with the replacement of connecting rod bearings. Type: If the ridge is not addressed, this may cause severe engine damage GenSets: L16/24(S), L21/31(S), with a possible loss of property and life. L27/38(S), L23/30H/DF, L23/30S, Ridge wear will inevitably develop over time at the crank pin journal. L28/32H/DF, L28/32S, V28/32H, The wear pattern is caused by abrasive impurities that remain in the V28/32S lube oil. Efficient lube oil cleaning is therefore essential to keep the Propulsion: L21/31, L27/38, L23/30(A), development of ridge wear as low as possible in trunk engines. V23/30(A), L28/32(A), V28/32(A) If you have any questions or comments, please forward your email to [email protected] with reference to this service letter. Yours faithfully Mikael C. Jensen Jørgen Paaske Nielsen Vice President Superintendent Engineer Engineering Operation MAN Diesel & Turbo MAN Diesel & Turbo MAN Diesel & Turbo H. Christoffersensvej 6 Niels Juels Vej 15 Branch of MAN Diesel & Turbo SE, 4960 Holeby 9900 Frederikshavn Germany Denmark Denmark CVR No.: 31611792 Phone: +45 54 69 31 00 Phone: +45 96 20 41 00 Head office: Teglholmsgade 41 Fax: +45 54 69 30 30 Fax: +45 96 20 40 30 2450 Copenhagen SV, Denmark [email protected] [email protected] German Reg.No.: HRB 22056 Amtsgericht Augsburg www.mandieselturbo.com Service Letter SL2016-634/JNN Ridge wear will inevitably develop over time at the crank pin journal.