Proyecto Fin De Grado
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Voron Design SKR Mini E3 Setup Guide V0.0 Power Supply Wiring
Voron Design SKR Mini E3 Setup Guide V0.0 Power Supply Wiring Safety Note When wiring up your printer electronics, you will be working with high voltage wiring. Always double check to make sure that the printer is unplugged and any capacitors in your power supplies have discharged before touching any wire or terminal that may be live. Damage Risk Never plug or unplug any device (high or low voltage) while the the printer is powered. In addition to being a safety hazard, you will likely damage electronic components. Of particular note are stepper drivers which can easily be damaged by connecting or disconnecting stepper motors or drivers while powered. SKR E3 Board Configuration Jumper Configuration • Make sure power jumper is between INT and +5V (should be default from factory). If this is not installed correctly you may have power issues with your Raspberry Pi which can cause throttling Wire Terminals SKR E3 boards use JST-XH terminals. This will mean that you will need to purchase a JST-XH connector kit with 2 pin, 3 pin, and 4 pin connectors. JST-XH terminals are keyed and will only fit in one orientation so pay close attention while crimping to make sure you do not make a mistake. You can carefully de-pin connectors with a dental pick, toothpick, or similar. For wiring the stepper motors, keep the same wire color sequence that your stepper motors came with and make sure you use the same sequence for all of your stepper motors. If you have the spec motors from StepperOnline, the wires should in the the color order shown in the SKR E3 wiring diagrams on the following pages. -

Oauth 2 Autorizace Pro Aplikaci Octoprint Student: Jiří Hanuš Vedoucí: Ing
ZADÁNÍ BAKALÁŘSKÉ PRÁCE Název: OAuth 2 autorizace pro aplikaci OctoPrint Student: Jiří Hanuš Vedoucí: Ing. Miroslav Hrončok Studijní program: Informatika Studijní obor: Softwarové inženýrství Katedra: Katedra softwarového inženýrství Platnost zadání: Do konce zimního semestru 2019/20 Pokyny pro vypracování Prozkoumejte možnosti pluginů do aplikace OctoPrint. Navrhněte a implementujte plugin pro OctoPrint, který umožní přihlášení uživatelů a řízení práv přes OAuth 2. Funkčnost pluginu ověřte a předveďte na autorizačním serveru FIT ČVUT a na alespoň jednom dalším (např. GitHub). Využijte vhodnou existující OAuth 2 knihovnu pro jazyk Python. Připravte a nasaďte instanci aplikace OctoPrint používající FIT ČVUT OAuth 2 autentizaci pro nasazení v předmětu 3D tisk. Kód musí být vhodně členěn, splňovat konvence jazyka Python, musí být psán, komentován a dokumentován v angličtině. Doplňte jej dostatečným množstvím jednotkových a integračních testů. Součástí dokumentace musí být návod na použití nějakého veřejného OAuth 2 poskytovatele (např. GitHub). Seznam odborné literatury Dodá vedoucí práce. Ing. Michal Valenta, Ph.D. doc. RNDr. Ing. Marcel Jiřina, Ph.D. vedoucí katedry děkan V Praze dne 28. února 2018 Bakalářská práce OAuth 2 autorizace pro aplikaci OctoPrint Jiří Hanuš Katedra Softwarového Inženýrství Vedoucí práce: Ing. Miroslav Hrončok 14. května 2018 Poděkování Rád bych poděkoval svému vedoucímu práce, Miru Hrončokovi, za všechny cenné rady. Děkuji mu za jeho ochotu odpovídat na moje občas hloupé otázky, za rady programování v Pythonu, za usměrňování mých zmatených myšlenek a také za vždy velkou dávku objektivity, rad, poznatků a připomínek na kon- zultacích. Dále bych rád poděkoval všem mým kolegům, kamarádům, seznamovákům a známým a všem, kteří se mě alespoň jednou zeptali na to, jaké mám téma bakalářky nebo jak mi to jde. -

Free and Open-Source Control Software for 3-D Motion and Processing
Michigan Technological University Digital Commons @ Michigan Tech Department of Materials Science and Department of Materials Science and Engineering Publications Engineering 1-27-2016 Free and open-source control software for 3-D motion and processing Bas Wijnen Michigan Technological University G. C. Anzalone Michigan Technological University Amberlee S. Haselhuhn Michigan Technological University Paul G. Sanders Michigan Technological University Joshua M. Pearce Michigan Technological University Follow this and additional works at: https://digitalcommons.mtu.edu/materials_fp Part of the Materials Science and Engineering Commons Recommended Citation Wijnen, B., Anzalone, G. C., Haselhuhn, A. S., Sanders, P. G., & Pearce, J. M. (2016). Free and open-source control software for 3-D motion and processing. Journal of Open Research Software, 4(1). http://dx.doi.org/10.5334/jors.78 Retrieved from: https://digitalcommons.mtu.edu/materials_fp/122 Follow this and additional works at: https://digitalcommons.mtu.edu/materials_fp Part of the Materials Science and Engineering Commons Journal of Wijnen, B et al 2016 Free and Open-source Control Software for 3-D Motion and Processing. open research software Journal of Open Research Software, 4: e2, DOI: http://dx.doi.org/10.5334/jors.78 SOFTWARE METAPAPER Free and Open-source Control Software for 3-D Motion and Processing Bas Wijnen1, Gerald C. Anzalone1, Amberlee S. Haselhuhn1, P. G. Sanders1 and Joshua M. Pearce2 1 Department of Materials Science & Engineering, Michigan Technological University, Houghton, MI, 49931, US [email protected], [email protected], [email protected], [email protected] 2 Department of Materials Science & Engineering, Michigan Technological University, Houghton, MI, 49931, US, Department of Electrical & Computer Engineering, Michigan Technological University, Houghton, MI, 49931, US [email protected] Corresponding author: Joshua M. -

Octoprint - Open Source Host Software Created by Justin Cooper
OctoPrint - Open Source Host Software Created by Justin Cooper Last updated on 2018-08-22 03:43:27 PM UTC Guide Contents Guide Contents 2 OctoPrint and 3D Printer "Host Software" 3 Untether Your Desktop 3D Printer! 3 3D Printer Host Software 2.0: Your Software/Hardware Automation Playground 3 OctoPrint + Adafruit Hardware = <3 <3 <3 4 Prerequisite Guides 5 Outfitting OctoPrint For A Raspberry Pi 6 Basic OctoPrint Hardware 6 Building A Custom OctoPrint Setup 7 Raspberry Pi Enclosures 8 Lightweight RasPi Go-Box 8 Blinging Out Octoprint 9 Adding an OEM Display 10 OctoPi - Ready-Made OctoPrint OS Disk Image 11 OctoPi - Easiest Option to Explore OctoPrint! 11 Raspberry Pi Software Configuration Tool 11 First Boot Command Line Tasks 12 SSH Accessing Your OctoPi From Your Network 13 Activating OctoPrint for the First Time 14 OctoPrint Web Browser Interface 15 Configuring OctoPrint for Lulzbot TAZ 16 Configuring OctoPrint for PrintrBot Simple Metal & Kit 17 Printrbot Octoprint Resources 18 Configuring OctoPrint for SeeMeCNC Orion Delta Printer 19 OctoPrint FAQ and Further Resources 20 Where can I learn more about configuring OctoPrint for my specific printer model? 20 What electronics package does your printer use? 20 What is your printer's firmware package? 20 TouchUI Plugin 21 Plugin Manager 21 TouchUI Plugin by BillyBlaze 21 Easy Install 22 Get More Plugins 22 Usage and Settings 23 © Adafruit Industries https://learn.adafruit.com/octoprint-open-source-host-software Page 2 of 23 OctoPrint and 3D Printer "Host Software" Untether Your Desktop 3D Printer! What is OctoPrint? It describes itself as desktop 3D printer "host software" -- a utlity that receives job files (gcode) from your "slicer" (the CAM tool that builds fabrication instructions from your digital model) and then delivers this code to the printer itself, typically via USB. -

Orange Pi – Octoprint – Webcam – Gpio – No-IP Install Octoprint
Orange Pi – OctoPrint – Webcam – Gpio – No-IP Download the latest Ubuntu-armbian for your Orange Pi from https://www.armbian.com/ download / For Orange Pi Pc Plus I took ( https://www.armbian.com/orange-pi-pc-plus/ ) the Armbian_5.25_Orangepipcplus_Ubuntu_xenial_default_3.4.113_desktop.img Login as root apt-get update Create a new User sudo adduser pi (new user “pi”) sudo adduser pi sudo (put the new user in sudo group) sudo visudo pi ALL=(ALL) NOPASSWD:ALL (Put this on the last line of the opened file, no passwd for sudo commands) Ctrl + O, Enter, Ctrl + X. sudo usermod -a -G tty pi (add the pi user to the dialout group and tty so that the user can access the serial ports) sudo usermod -a -G dialout pi sudo su pi ( Log in as pi user ) Install OctoPrint For the basic package you'll need Python 2.7 (should be installed by default) and pip. OctoPrint's dependencies will be installed by the setup.py script: cd sudo apt-get i!stall pytho!-pip pytho!-dev pytho!-setuptools pytho!-virtuale!v git libyaml-dev #uild-esse!tial git clo!e https:$$github.com$&oosel/OctoPri!t%git cd OctoPri!t pytho! -m virtuale!v ve!v %$ve!v$#i!$pip i!stall pip --upgrade %$ve!v$#i!$pytho! setup%py i!stall m'dir $%octopri!t Automatic start up Adjust the paths to your octoprint binary in both ~/OctoPrint/scripts/octoprint.init and ~/OctoPrint/scripts/octoprint.default If you set it up in a virtualenv as described above make sure your /etc/default/octoprint is modified like this: sudo !a!o $OctoPri!t$scripts$octopri!t%i!it DA()ON=$home$pi$OctoPri!t$ve!v$bi!$octopri!t Ctrl + O, Enter, Ctrl + X. -
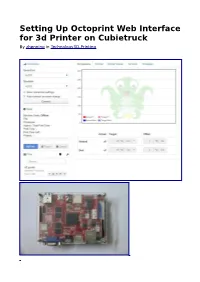
Setting up Octoprint Web Interface for 3D Printer on Cubietruck by Zhenning in Technology 3D-Printing
Setting Up Octoprint Web Interface for 3d Printer on Cubietruck By zhenning in Technology 3D-Printing It would be interesting to be able to manage your 3d printer without having a cable attached to your PC. Most people have tried it out using raspberry pi. Initially, I bought this bought for some other projects but it has been lying around for quite sometime. This board has 2 USB 2.0, VGA, HDMI, RS232, ethernet, SATA, SPDIF and some GPIO ports. So, I thought why not try out the Octoprint. Let's get started. Step 1: Step 1: Setting Up Cubietruck The cubietruck is a dual core ARM board by default the wifi is disabled. If you are using the ethernet instead, the wifi setup is optional. In order to perform the setup, you need a monitor and a keyboard. The cubietruck supports both VGA and HDMI. However, these options are done when selecting the image for this board. Wifi: 1. Login to lubuntu: linaro/linaro 2. add bcmdhd to /etc/modules (need to reboot) 3. Add nameserver 8.8.8.8 to /etc/resolv.conf ( without this, the system will be connected to the wifi but no internet access) 4. Reboot Step 2: Step 2: Adding External Harddisk The image is loaded into the internal NAND RAM. To speed things up and add more space to the system, I have connected a 2.5" harddisk to the SATA port on-board. The system files can be moved to the harddisk by performing the following steps: Moving the rootfs to harddisk: 1. -
Increasing 3D Printer Throughput with Automated Part Removal
Increasing 3D Printer Throughput with Automated Part Removal IN PARTIAL FULFILLMENT OF A MAJOR QUALIFYING PROJECT WORCESTER POLYTECHNIC INSTITUTE Submitted by: Nicholas Colucci (ECE) Noah Donald (ECE/ME) Alexander Johnson (ME) Andrew Kacherski (ME) Dante Mauriello (ME) Owen Smallcomb (ME) Project Advisors: Prof. Pradeep Radhakrishnan (ME) Prof. Joseph Stabile (ECE) August 2019 – May 2020 [email protected] This report represents the work of WPI undergraduate students submitted to the faculty as evidence of completion of a degree requirement. WPI routinely publishes these reports on its website without editorial or peer review. For more information about the projects program at WPI, please see http://www.wpi.edu/academics/ugradstudies/project-learning.html Copyright Notice The work presented in this document is copyrighted by students Nicholas Colucci, Noah Donald, Alexander Johnson, Andrew Kacherski, Dante Mauriello, and Owen Smallcomb and Professors Pradeep Radhakrishnan and Joe Stabile (Department of Mechanical Engineering, Worcester Polytechnic Institute). 1 Abstract A 3D printer is a powerful machine that allows for rapid realization of designs. Reducing the downtime between print cycles is essential for use in mass production or when multiple users are using the same printer. Presently, an operator manually removes the print from the machine and starts a new print. This project is an improved system from a previous Major Qualifying Project (MQP) to automate this process and eliminate downtime. The system consists of modular sub-systems, making it compatible with any i3 style printer. In the case of a printer with a removable bed, our system removes parts by lifting the bed from the printer and feeding it through a curved track that causes the bed to bend. -
Cookiecutter Documentation Release 1.7.3
cookiecutter Documentation Release 1.7.3 Audrey Roy and Cookiecutter community May 14, 2021 Contents 1 Basics 3 1.1 Cookiecutter...............................................3 1.2 Overview.................................................7 1.3 Installation................................................7 1.4 Usage................................................... 10 1.5 Learn the Basics of Cookiecutter by Creating a Cookiecutter...................... 12 1.6 Additional Tutorials........................................... 14 1.7 Getting to Know Cookiecutter...................................... 14 1.8 Create a Cookiecutter From Scratch................................... 17 1.9 Advanced Usage............................................. 17 1.10 Troubleshooting............................................. 28 2 API Reference 29 2.1 cookiecutter package........................................... 29 3 Project Info 41 3.1 Contributing............................................... 41 3.2 Credits.................................................. 49 3.3 Sprint Contributors............................................ 53 3.4 History.................................................. 53 3.5 Case Studies............................................... 71 3.6 Backers.................................................. 72 3.7 Code of Conduct............................................. 72 4 Index 73 Python Module Index 75 Index 77 i ii cookiecutter Documentation, Release 1.7.3 Cookiecutter creates projects from project templates, e.g. Python package projects. -

Annual Guide to 3D Printing 3D to Guide Annual Peek! Sneak
Make: Make: Volume 42 Volume ANNUAL GUIDE TO 3D PRINTING DREMEL’S 3D PRINTING IDEA BUILDER REVIEWED Local Motors prints the future for your driveway DISNEY’S BIG HERO 6 BIG HERO DISNEY’S 26 3D PRINTERS TESTED! 22 3D PRINTER BUYER’S GUIDE 3D PRINTER BUYER’S Full Reviews of our Top 10 Printers makershed.com 30 CYBERPUNK SPIKES CYBERPUNK SNEAKGet the complete issue, with reviews of all 26 printersPEEK! tested, at 3D 78 3D PRINT YOUR CT SCAN CT YOUR 3D PRINT PRINT 83 DIY PICKLING DIY YOUR Behind the Maker Tech * in Disney’s US $9.99/CAN $9.99 ISBN: 978-1-457-18385-0 Big Hero 6 * (YES, REALLY) ISBN 978-1-457-18385-0 CAR 50999 86 9 781457 183850 makezine.com WRITTEN BY ANNA KAZIUNAS FRANCE The new printers are much more polished than their predecessors — but are they as consumer-ready as their finish and packaging suggest? 2014 HAS BEEN A FULL-THROTTLE software, and documentation. Many made of injection-molded plastic. These YEAR FOR 3D PRINTING SINCE machines are still in the adolescent machines are slowly evolving, but does JANUARY’S CONSUMER ELECTRONICS stage, but a few have blossomed early, their performance meet the expectations SHOW (CES) introduced us to dozens and their polished appearance has be- set by their consumer-ready facades? of new machines. It’s clear that addi- gun to attract wider consumer attention. We were keen to find out. The core tive fabrication has caught the attention When unpacking the machines that group of 3D-printing test-team veterans of major brands in all sectors (Adobe, were tested in our third annual Shootout (some of whom have been present at Microsoft, Hasbro, Dremel) and the push weekend, I immediately noticed a dra- all three Shootouts) began preparing for the mainstreaming of this technology matic, consumer-product-style change more than a month before our trip to this has hit a new plateau. -

Advi ++ User Manual
ADVi3++ User Manual SEBASTIEN ANDRIVET 2018-01-12 ADVi3++ User Manual 2018-01-12 ADVi3++ User Manual Version 2.1 - January 12, 2018 Table of content • Introduction • How to Flash • LCD Touch Screen Manual • Default Configuration • Resources Introduction ADVi3++ is a custom firmware for Wanaho Duplicator i3+ printers (and their clones like the Monoprice Select Plus). It is based on the latest stable release of Marlin and adds some new specific features. It has the following features when compared to the stock Wanhao firmwares: • Based on Marlin 1.1.8 (Wanhao firmware is based on a fork of Marlin created in 2014) • New LCD screens in color (yes, your LCD display is able to show colors) • Access on the LCD display to more printer parameters like Feedrate, Acceleration and Jerk settings Sebastien Andrivet 2 ADVi3++ User Manual 2018-01-12 • Calibration of the X, Y, and Z motors and of the extruder • Temperature graphs • 3 preheat presets • 5 points manual bed leveling • Display of messages (M117 code) from external soware such as OctoPrint (Detailed progress plugin for example) • An up to date User Manual Source Code The full source code of ADVi3++ is available in the following GitHub repositories: • ADVi3pp-Marlin • ADVi3pp-LCD • ADVi3pp-User-Manual Disclaimers I am not ailiated, associated, authorized, endorsed by, or in any way oicially connected with Wanaho, or any of its subsidiaries or its ailiates. USE THIS CUSTOM FIRMWARE AT YOUR OWN RISK. I am not responsible for any damage done to your printer or LCD when using this firmware. Copyrights ADVi3++ • Copyright © 2017-2018 Sebastien Andrivet GitHub advi3pp-Marlin project • Copyright © 2016-2018 MarlinFirmware • Based on Sprinter and grbl. -

Octoprint - Open Source Host Software Created by Justin Cooper
OctoPrint - Open Source Host Software Created by Justin Cooper Last updated on 2018-08-22 03:43:27 PM UTC Guide Contents Guide Contents 2 OctoPrint and 3D Printer "Host Software" 3 Untether Your Desktop 3D Printer! 3 3D Printer Host Software 2.0: Your Software/Hardware Automation Playground 3 OctoPrint + Adafruit Hardware = <3 <3 <3 4 Prerequisite Guides 5 Outfitting OctoPrint For A Raspberry Pi 6 Basic OctoPrint Hardware 6 Building A Custom OctoPrint Setup 7 Raspberry Pi Enclosures 8 Lightweight RasPi Go-Box 8 Blinging Out Octoprint 9 Adding an OEM Display 10 OctoPi - Ready-Made OctoPrint OS Disk Image 11 OctoPi - Easiest Option to Explore OctoPrint! 11 Raspberry Pi Software Configuration Tool 11 First Boot Command Line Tasks 12 SSH Accessing Your OctoPi From Your Network 13 Activating OctoPrint for the First Time 14 OctoPrint Web Browser Interface 15 Configuring OctoPrint for Lulzbot TAZ 16 Configuring OctoPrint for PrintrBot Simple Metal & Kit 17 Printrbot Octoprint Resources 18 Configuring OctoPrint for SeeMeCNC Orion Delta Printer 19 OctoPrint FAQ and Further Resources 20 Where can I learn more about configuring OctoPrint for my specific printer model? 20 What electronics package does your printer use? 20 What is your printer's firmware package? 20 TouchUI Plugin 21 Plugin Manager 21 TouchUI Plugin by BillyBlaze 21 Easy Install 22 Get More Plugins 22 Usage and Settings 23 © Adafruit Industries https://learn.adafruit.com/octoprint-open-source-host-software Page 2 of 23 OctoPrint and 3D Printer "Host Software" Untether Your Desktop 3D Printer! What is OctoPrint? It describes itself as desktop 3D printer "host software" -- a utlity that receives job files (gcode) from your "slicer" (the CAM tool that builds fabrication instructions from your digital model) and then delivers this code to the printer itself, typically via USB. -

FLAW3D: a Trojan-Based Cyber Attack on the Physical Outcomes Of
1 FLAW3D: A Trojan-based Cyber Attack on the Physical Outcomes of Additive Manufacturing Hammond Pearce (Member, IEEE), Kaushik Yanamandra, Nikhil Gupta (Senior Member, IEEE), Ramesh Karri (Fellow, IEEE) Abstract—Additive Manufacturing (AM) systems such as 3D from the ‘hobbyist’ to the ‘commercial grade’, and potentially printers use inexpensive microcontrollers that rarely feature malicious and/or insecure code has already been highlighted cybersecurity defenses. This is a risk, especially given the rising as a likely attack vector [5], [7]. While initial work studied threat landscape within the larger digital manufacturing domain. In this work we demonstrate this risk by presenting the design common printer firmware (such as in Marlin and Repetier [4]) and study of a malicious Trojan (the FLAW3D bootloader) for for vulnerabilities, these analyses overlook the elemental piece AVR-based Marlin-compatible 3D printers (>100 commercial of the firmware/software stack, the bootloader. models). We show that the Trojan can hide from programming Within the AM context, bootloaders are small firmware tools, and even within tight design constraints (less than 1.7 components fundamental to the operation of the printer soft- kilobytes in size), it can compromise the quality of additively manufactured prints and reduce tensile strengths by up to 50%. ware. Typically, they are not replaced/updated during the prod- uct lifecycle. Bootloaders do two tasks: (1) install the higher- Index Terms—Cybersecurity, additive manufacturing, boot- level firmware into the controller memory when requested. loader trojan, firmware trojan (2) launch the installed firmware after a normal power up sequence. Crucially, bootloaders are generic, and often used I.