Thendt Technician
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fair Ball! Why Adjustments Are Needed
© Copyright, Princeton University Press. No part of this book may be distributed, posted, or reproduced in any form by digital or mechanical means without prior written permission of the publisher. CHAPTER 1 Fair Ball! Why Adjustments Are Needed King Arthur’s quest for it in the Middle Ages became a large part of his legend. Monty Python and Indiana Jones launched their searches in popular 1974 and 1989 movies. The mythic quest for the Holy Grail, the name given in Western tradition to the chal- ice used by Jesus Christ at his Passover meal the night before his death, is now often a metaphor for a quintessential search. In the illustrious history of baseball, the “holy grail” is a ranking of each player’s overall value on the baseball diamond. Because player skills are multifaceted, it is not clear that such a ranking is possible. In comparing two players, you see that one hits home runs much better, whereas the other gets on base more often, is faster on the base paths, and is a better fielder. So which player should rank higher? In Baseball’s All-Time Best Hitters, I identified which players were best at getting a hit in a given at-bat, calling them the best hitters. Many reviewers either disapproved of or failed to note my definition of “best hitter.” Although frequently used in base- ball writings, the terms “good hitter” or best hitter are rarely defined. In a July 1997 Sports Illustrated article, Tom Verducci called Tony Gwynn “the best hitter since Ted Williams” while considering only batting average. -

The Legend of Big Klu Still Lives Large
Fifty years later: The legend of Big Klu still lives large By Paul Ladewski Staff Writer Posted June 9, 2009 The area once referred to as Argo is located eight miles west of old Comiskey Park, a decidedly blue‐collar town known for a corn milling and processing plant that is among the largest of its kind. As the barely 10,000 residents would tell you, it has the odor to prove it, too. But to many Chicago baseball fans, especially those on the South Side, the location is known for something of far greater significance. It also was home to Ted Kluszewski, the 6‐foot‐ 2, 225‐pound mountain of a man with the famous 15‐inch biceps, whose legend in White Sox history will live even longer than the home runs he hit decades ago. “I remember the first time that I saw Ted in those cut‐off sleeves," former White Sox pitcher Billy Pierce still recalls his trademark style nearly a half century later. "They were good‐sized. He was a big man. A big man." Says Bill "Moose" Skowron, the former White Sox and New York Yankees first baseman who crossed paths with Big Klu many times in their careers. "Everybody knows Ted could hit a baseball. What some people don't know is that he was a helluva first baseman and a helluva nice guy, too. And he always played in those short‐sleeve shirts. He was built like a rock, you know." How can the South Side of Chicago ever forget? There Kluszewski will forever be remembered as one of the greatest Brinks jobs in White Sox history, a local boy who made very, very good one unforgettable season. -

Download Preview
DETROIT TIGERS’ 4 GREATEST HITTERS Table of CONTENTS Contents Warm-Up, with a Side of Dedications ....................................................... 1 The Ty Cobb Birthplace Pilgrimage ......................................................... 9 1 Out of the Blocks—Into the Bleachers .............................................. 19 2 Quadruple Crown—Four’s Company, Five’s a Multitude ..................... 29 [Gates] Brown vs. Hot Dog .......................................................................................... 30 Prince Fielder Fields Macho Nacho ............................................................................. 30 Dangerfield Dangers .................................................................................................... 31 #1 Latino Hitters, Bar None ........................................................................................ 32 3 Hitting Prof Ted Williams, and the MACHO-METER ......................... 39 The MACHO-METER ..................................................................... 40 4 Miguel Cabrera, Knothole Kids, and the World’s Prettiest Girls ........... 47 Ty Cobb and the Presidential Passing Lane ................................................................. 49 The First Hammerin’ Hank—The Bronx’s Hank Greenberg ..................................... 50 Baseball and Heightism ............................................................................................... 53 One Amazing Baseball Record That Will Never Be Broken ...................................... -

Tml American - Single Season Leaders 1954-2016
TML AMERICAN - SINGLE SEASON LEADERS 1954-2016 AVERAGE (496 PA MINIMUM) RUNS CREATED HOMERUNS RUNS BATTED IN 57 ♦MICKEY MANTLE .422 57 ♦MICKEY MANTLE 256 98 ♦MARK McGWIRE 75 61 ♦HARMON KILLEBREW 221 57 TED WILLIAMS .411 07 ALEX RODRIGUEZ 235 07 ALEX RODRIGUEZ 73 16 DUKE SNIDER 201 86 WADE BOGGS .406 61 MICKEY MANTLE 233 99 MARK McGWIRE 72 54 DUKE SNIDER 189 80 GEORGE BRETT .401 98 MARK McGWIRE 225 01 BARRY BONDS 72 56 MICKEY MANTLE 188 58 TED WILLIAMS .392 61 HARMON KILLEBREW 220 61 HARMON KILLEBREW 70 57 TED WILLIAMS 187 61 NORM CASH .391 01 JASON GIAMBI 215 61 MICKEY MANTLE 69 98 MARK McGWIRE 185 04 ICHIRO SUZUKI .390 09 ALBERT PUJOLS 214 99 SAMMY SOSA 67 07 ALEX RODRIGUEZ 183 85 WADE BOGGS .389 61 NORM CASH 207 98 KEN GRIFFEY Jr. 67 93 ALBERT BELLE 183 55 RICHIE ASHBURN .388 97 LARRY WALKER 203 3 tied with 66 97 LARRY WALKER 182 85 RICKEY HENDERSON .387 00 JIM EDMONDS 203 94 ALBERT BELLE 182 87 PEDRO GUERRERO .385 71 MERV RETTENMUND .384 SINGLES DOUBLES TRIPLES 10 JOSH HAMILTON .383 04 ♦ICHIRO SUZUKI 230 14♦JONATHAN LUCROY 71 97 ♦DESI RELAFORD 30 94 TONY GWYNN .383 69 MATTY ALOU 206 94 CHUCK KNOBLAUCH 69 94 LANCE JOHNSON 29 64 RICO CARTY .379 07 ICHIRO SUZUKI 205 02 NOMAR GARCIAPARRA 69 56 CHARLIE PEETE 27 07 PLACIDO POLANCO .377 65 MAURY WILLS 200 96 MANNY RAMIREZ 66 79 GEORGE BRETT 26 01 JASON GIAMBI .377 96 LANCE JOHNSON 198 94 JEFF BAGWELL 66 04 CARL CRAWFORD 23 00 DARIN ERSTAD .376 06 ICHIRO SUZUKI 196 94 LARRY WALKER 65 85 WILLIE WILSON 22 54 DON MUELLER .376 58 RICHIE ASHBURN 193 99 ROBIN VENTURA 65 06 GRADY SIZEMORE 22 97 LARRY -

Baseball Classics All-Time All-Star Greats Game Team Roster
BASEBALL CLASSICS® ALL-TIME ALL-STAR GREATS GAME TEAM ROSTER Baseball Classics has carefully analyzed and selected the top 400 Major League Baseball players voted to the All-Star team since it's inception in 1933. Incredibly, a total of 20 Cy Young or MVP winners were not voted to the All-Star team, but Baseball Classics included them in this amazing set for you to play. This rare collection of hand-selected superstars player cards are from the finest All-Star season to battle head-to-head across eras featuring 249 position players and 151 pitchers spanning 1933 to 2018! Enjoy endless hours of next generation MLB board game play managing these legendary ballplayers with color-coded player ratings based on years of time-tested algorithms to ensure they perform as they did in their careers. Enjoy Fast, Easy, & Statistically Accurate Baseball Classics next generation game play! Top 400 MLB All-Time All-Star Greats 1933 to present! Season/Team Player Season/Team Player Season/Team Player Season/Team Player 1933 Cincinnati Reds Chick Hafey 1942 St. Louis Cardinals Mort Cooper 1957 Milwaukee Braves Warren Spahn 1969 New York Mets Cleon Jones 1933 New York Giants Carl Hubbell 1942 St. Louis Cardinals Enos Slaughter 1957 Washington Senators Roy Sievers 1969 Oakland Athletics Reggie Jackson 1933 New York Yankees Babe Ruth 1943 New York Yankees Spud Chandler 1958 Boston Red Sox Jackie Jensen 1969 Pittsburgh Pirates Matty Alou 1933 New York Yankees Tony Lazzeri 1944 Boston Red Sox Bobby Doerr 1958 Chicago Cubs Ernie Banks 1969 San Francisco Giants Willie McCovey 1933 Philadelphia Athletics Jimmie Foxx 1944 St. -
2017 Information & Record Book
2017 INFORMATION & RECORD BOOK OWNERSHIP OF THE CLEVELAND INDIANS Paul J. Dolan John Sherman Owner/Chairman/Chief Executive Of¿ cer Vice Chairman The Dolan family's ownership of the Cleveland Indians enters its 18th season in 2017, while John Sherman was announced as Vice Chairman and minority ownership partner of the Paul Dolan begins his ¿ fth campaign as the primary control person of the franchise after Cleveland Indians on August 19, 2016. being formally approved by Major League Baseball on Jan. 10, 2013. Paul continues to A long-time entrepreneur and philanthropist, Sherman has been responsible for establishing serve as Chairman and Chief Executive Of¿ cer of the Indians, roles that he accepted prior two successful businesses in Kansas City, Missouri and has provided extensive charitable to the 2011 season. He began as Vice President, General Counsel of the Indians upon support throughout surrounding communities. joining the organization in 2000 and later served as the club's President from 2004-10. His ¿ rst startup, LPG Services Group, grew rapidly and merged with Dynegy (NYSE:DYN) Paul was born and raised in nearby Chardon, Ohio where he attended high school at in 1996. Sherman later founded Inergy L.P., which went public in 2001. He led Inergy Gilmour Academy in Gates Mills. He graduated with a B.A. degree from St. Lawrence through a period of tremendous growth, merging it with Crestwood Holdings in 2013, University in 1980 and received his Juris Doctorate from the University of Notre Dame’s and continues to serve on the board of [now] Crestwood Equity Partners (NYSE:CEQP). -

Torrance Press
CHE MESS Sunday, July 9, 1961 JUSTICE Justice Willicim (). Douglas of the U.S. Supreme Court will speak on "Koreign Poli cy at, Home and Abroad," and will answer questions form a studio audience on NBC-TV's "The Nation's Future" pro gram of Saturday, July 15 (9:30-10 p.m.). The program was recorded on tape in NBC's New York Studios, Wednesday, June 14 for broadcast July 15. Edw.in Newman is the moderator. Justice Douglas was ap pointed to the Supreme Court by President Franklin D. Roosevelt, in ]fl.'!D. He was then 40 years old the young est justice in 127 year.-. After he was graduated from Whitman College, Walla Walla, wash., and Co lumbia University, he prac ticed law in New York City rand was on the faculty of the C o 1 u m b i a and Yale Law Schools. He became chairman of the Securities and Ex change Commission in 1037. Justice Douglas is known as the Supreme Court's lead ing dissenter, and has de- lared that "the court should THE SECRET LIFE OF DANNY KAYE—Danny Kaye reports 10 p.m. :eep one age unfettered by on hit frip for UNICEP Thunday on J^SJTV. Channel^ 2, at_ he fears and limited vision :>f a n o t h e r." He lectures a ;reat deal and. unlike some >f his fellow justices, often Lineups Announced peaks on political matters. He spends his summers raveling throughout the For All-Star Game rvorld, mountain climbing and writing The starting lineups, excluding pitchers, have been about his travels*. -
Yankees Home Run Hitters the Home Run, in All of Its Stadium-Vibrating Variations, Has Played a Key Role in Yankees History
Kids Trivia Yankees Home Run Hitters The home run, in all of its stadium-vibrating variations, has played a key role in Yankees history. The longball has inspired awe, set new standards, birthed nicknames and turned some into postseason legends. From Ruth to Reggie, some of the game’s greatest sluggers have gone deep while wearing pinstripes. Let’s see how well you know your Yankees home run hitters. 1. In which stadium did Babe Ruth’s “called shot” 3. In what year did Mickey Mantle crush an occur during the 1932 World Series? 11th-inning home run off Kansas City’s Bill Fischer that hit the copper frieze atop the A) Yankee Stadium third deck in Yankee Stadium’s right field? B) Wrigley Field C) Griffith Stadium A) 1951 D) Polo Grounds B) 1963 C) 1967 2. In Game 1 of the 1996 ALCS, Derek Jeter hit a D) 1976 controversial home run to tie the game in the eighth inning. Who hit a walk-off home run to 4. Which Yankees hitter was mobbed by fans end the game in the 11th inning? before he could reach home plate after his walk-off home run clinched the 1976 A) Tino Martinez American League pennant? B) Paul O’Neill C) Bernie Williams A) Mickey Rivers D) Luis Sojo B) Graig Nettles C) Thurman Munson D) Chris Chambliss 5. Prior to Aaron Judge and Tyler Austin hitting back-to-back home runs in their first big league at-bats in 2016, who was the last Yankees player to hit a home run in his first major league plate appearance? A) Andy Phillips B) Marcus Thames C) John Miller D) Don Mattingly. -
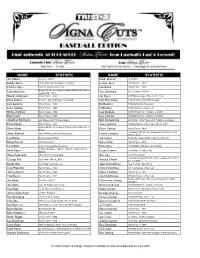
Printer-Friendly Version (PDF)
NAME STATISTIC NAME STATISTIC Jim Abbott No-Hitter 9/4/93 Ralph Branca 3x All-Star Bobby Abreu 2005 HR Derby Champion; 2x All-Star George Brett Hall of Fame - 1999 Tommie Agee 1966 AL Rookie of the Year Lou Brock Hall of Fame - 1985 Boston #1 Overall Prospect-Named 2008 Boston Minor Lars Anderson Tom Browning Perfect Game 9/16/88 League Off. P.O.Y. Sparky Anderson Hall of Fame - 2000 Jay Bruce 2007 Minor League Player of the Year Elvis Andrus Texas #1 Overall Prospect -shortstop Tom Brunansky 1985 All-Star; 1987 WS Champion Luis Aparicio Hall of Fame - 1984 Bill Buckner 1980 NL Batting Champion Luke Appling Hall of Fame - 1964 Al Bumbry 1973 AL Rookie of the Year Richie Ashburn Hall of Fame - 1995 Lew Burdette 1957 WS MVP; b. 11/22/26 d. 2/6/07 Earl Averill Hall of Fame - 1975 Ken Caminiti 1996 NL MVP; b. 4/21/63 d. 10/10/04 Jonathan Bachanov Los Angeles AL Pitching prospect Bert Campaneris 6x All-Star; 1st to Player all 9 Positions in a Game Ernie Banks Hall of Fame - 1977 Jose Canseco 1986 AL Rookie of the Year; 1988 AL MVP Boston #4 Overall Prospect-Named 2008 Boston MiLB Daniel Bard Steve Carlton Hall of Fame - 1994 P.O.Y. Philadelphia #1 Overall Prospect-Winning Pitcher '08 Jesse Barfield 1986 All-Star and Home Run Leader Carlos Carrasco Futures Game Len Barker Perfect Game 5/15/81 Joe Carter 5x All-Star; Walk-off HR to win the 1993 WS Marty Barrett 1986 ALCS MVP Gary Carter Hall of Fame - 2003 Tim Battle New York AL Outfield prospect Rico Carty 1970 Batting Champion and All-Star 8x WS Champion; 2 Bronze Stars & 2 Purple Hearts Hank -

Baseball All-Time Stars Rosters
BASEBALL ALL-TIME STARS ROSTERS (Boston-Milwaukee) ATLANTA Year Avg. HR CHICAGO Year Avg. HR CINCINNATI Year Avg. HR Hank Aaron 1959 .355 39 Ernie Banks 1958 .313 47 Ed Bailey 1956 .300 28 Joe Adcock 1956 .291 38 Phil Cavarretta 1945 .355 6 Johnny Bench 1970 .293 45 Felipe Alou 1966 .327 31 Kiki Cuyler 1930 .355 13 Dave Concepcion 1978 .301 6 Dave Bancroft 1925 .319 2 Jody Davis 1983 .271 24 Eric Davis 1987 .293 37 Wally Berger 1930 .310 38 Frank Demaree 1936 .350 16 Adam Dunn 2004 .266 46 Jeff Blauser 1997 .308 17 Shawon Dunston 1995 .296 14 George Foster 1977 .320 52 Rico Carty 1970 .366 25 Johnny Evers 1912 .341 1 Ken Griffey, Sr. 1976 .336 6 Hugh Duffy 1894 .440 18 Mark Grace 1995 .326 16 Ted Kluszewski 1954 .326 49 Darrell Evans 1973 .281 41 Gabby Hartnett 1930 .339 37 Barry Larkin 1996 .298 33 Rafael Furcal 2003 .292 15 Billy Herman 1936 .334 5 Ernie Lombardi 1938 .342 19 Ralph Garr 1974 .353 11 Johnny Kling 1903 .297 3 Lee May 1969 .278 38 Andruw Jones 2005 .263 51 Derrek Lee 2005 .335 46 Frank McCormick 1939 .332 18 Chipper Jones 1999 .319 45 Aramis Ramirez 2004 .318 36 Joe Morgan 1976 .320 27 Javier Lopez 2003 .328 43 Ryne Sandberg 1990 .306 40 Tony Perez 1970 .317 40 Eddie Mathews 1959 .306 46 Ron Santo 1964 .313 30 Brandon Phillips 2007 .288 30 Brian McCann 2006 .333 24 Hank Sauer 1954 .288 41 Vada Pinson 1963 .313 22 Fred McGriff 1994 .318 34 Sammy Sosa 2001 .328 64 Frank Robinson 1962 .342 39 Felix Millan 1970 .310 2 Riggs Stephenson 1929 .362 17 Pete Rose 1969 .348 16 Dale Murphy 1987 .295 44 Billy Williams 1970 .322 42 -
Weber Writes 2010 Weber Writes 2010 I 2
1 Weber Writes 2010 2 Weber Writes 2010 i Table of Contents Foreword .............................................................................................ii Research and Argument .................................................................1 Maryam Ahmad, “France’s War on Religious Garb” .............3 Liz Borg, “When it Comes to Sex and Jr.” ..............................9 Brandi Christensen, “Communism and Civil War”............. 13 Casey Crossley, “Integrity Deficit: The Scarcity of Honor in Cable News” .................................................... 18 Chris Cullen, “The Power of Misconception” .................... 28 Chase Dickinson, “Are Kids on a One-Way Path to Violence?” ............................................................ 35 Melissa Healy, “Lessons from a Lionfish”............................ 39 Feliciana Lopez, “The Low Cost of Always Low Prices” .......................................................... 43 Sarah Lundquist, “Women in the Military: The Army Combat Exclusion” ............................................... 48 Jamie Baer Mercado, “Radical or Rational?” ........................ 57 Olivia Newman, “Science Friction” ...................................... 63 Jason Nightengale, “Cheating and Steroids” ........................ 68 Paulette Padilla, “Grotesque Entertainment: Should It Be Legal?” ........................................................ 76 Dolly Palmer, “The Social and Physiological Separation of Space” ....................................................... 82 Michael Porter, “Are -

Bi-Weekly Bulletin 17-30 March 2020
INTEGRITY IN SPORT Bi-weekly Bulletin 17-30 March 2020 Photos International Olympic Committee INTERPOL is not responsible for the content of these articles. The opinions expressed in these articles are those of the authors and do not represent the views of INTERPOL or its employees. INTERPOL Integrity in Sport Bi-Weekly Bulletin 17-30 March 2020 INVESTIGATIONS Pakistan PCB Charges Umar Akmal for Breaching Anti-Corruption Code Controversial Pakistan batsman Umar Akmal has been charged on Friday for two separate breaches of the Pakistan Cricket Board's Anti-Corruption Code. Umar, who was provisionally suspended on February 20 and barred from playing for his franchise, Quetta Gladiators in the Pakistan Super League, has been charged for failing to disclose corrupt approaches to the PCB Vigilance and Security Department (without unnecessary delay). If found guilty, Akmal could be banned from all forms of cricket for anywhere between six months and life. He was issued the charge sheet on March 17 and has been given time to respond until March 31. This was a breach under 2.4.4 for PCB's anti- corruption code. A Troubled Career Umar, 29, has had a chequered career since making his debut in August, 2009 and has since just managed to play 16 Tests, 121 ODIs and 84 T20 internationals for his country despite making a century on Test debut. His last appearance came in last October during a home T20 series against Sri Lanka and before that he also played in the March- April, 2019 one-day series against Australia in the UAE.