From Jet Fuel to Electric Power Using a Mesoscale, Efficient Stirling Cycle
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Small Scale ORC Plant Modeling with the Amesim Simulation Tool: Analysis of Working Fluid and Thermodynamic Cycle Parameters Influence
Available online at www.sciencedirect.com ScienceDirect Energy Procedia 81 ( 2015 ) 440 – 449 69th Conference of the Italian Thermal Engineering Association, ATI 2014 Small scale ORC plant modeling with the AMESim simulation tool: analysis of working fluid and thermodynamic cycle parameters influence. M. Antonelli*, A. Baccioli, M. Francesconi, P. Psaroudakis, L. Martorano Università di Pisa, D.E.S.Te.C., Largo Lucio Lazzarino, Pisa 56122, Italy Abstract ORC plant transient modeling is an actual issue for the correct assessment of the size of the various components of the system especially when unpredictable fluctuations of the inlet thermal flux are to be considered. This work shows the modeling procedure of a small scale (10-50 kW) Waste Heat Recovery ORC plant which uses an innovative expansion device derived from a Wankel engine. The numerical model here presented was developed with the simulation tools AMESim and simulates the transient behavior of such a small scale system in all its main components: preheater, evaporator, expansion device and condenser. The aims of this work were to evaluate the suitability of the Wankel-derived mechanism to ORC systems and to establish its optimal working conditions for the employment in a low-grade heat recovery system. The application of several working fluids as well as of various operating conditions are presented in this paper. The analysis of the transient response of the plant is also presented with a particular attention to start up operations. © 20152015 Published The Authors. by Elsevier Published Ltd. This by E islse anvier open Ltd access. article under the CC BY-NC-ND license (Peerhttp://creativecommons.org/licenses/by-nc-nd/4.0/-review under responsibility of the Scientific). -
9914 the Manufacturability of the Rotapower® Engine
9914 The Manufacturability of the Rotapower® Engine Paul S. Moller, Ph.D. Freedom Motors Freedom Motors 1855 N 1st St., Suite B Dixon, CA 95620 www.freedom-motors.com All rights reserved. © 2018. No part of this publication may be reproduc ed, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, and recording or otherwise without the prior written permission of the authors. 9914 The Manufacturability of the Rotapower® Engine Paul S. Moller, Ph.D. Freedom Motors ABSTRACT introduced their rotary powered Evinrude RC-35-Q and Johnson Phantom snowmobiles. There are many elements of the charge cooled Wankel type rotary engine that make it inexpensive OMC also investigated liquid cooled housing marine to produce. OMC was able to show that they could models. OMC’s four rotor outboards raced six produce this type of engine at a cost competitive times in the summer and fall of 1973, winning every with their carbureted two-stroke engines. race in U class (unlimited). At the Galveston Speed Classic, they placed 1 st, 2nd and 3rd, lapping the THE PRODUCTION CHARGE COOLED WANKEL entire field three times (a fourth OMC boat rolled). WAS FIRST INTRODUCED AS A POTENTIALLY It was rumored that they once made a straightaway CLEAN, LOW COST, POWERFUL REPLACEMENT pass at 165 mph. FOR TW O-STROKES. THE CHARGE-COOLED ROTOR WANKEL TYPE In the late 60’s Outboard Marine Corporation ENGINE HAS A LOW PART COUNT (OMC) recognized the market value of an advanced, more powerful engine. This interest was When choosing an engine for a particular intensified by a growing concern that emission application or comparing the part count between issues would necessitate a clean burning, engines, the required power and torque environmentally friendly powerplant. -

Numerical Analysis on Combustion Characteristic of Leaf Spring Rotary Engine
Energies 2015, 8, 8086-8109; doi:10.3390/en8088086 OPEN ACCESS energies ISSN 1996-1073 www.mdpi.com/journal/energies Article Numerical Analysis on Combustion Characteristic of Leaf Spring Rotary Engine Yan Zhang, Zhengxing Zuo and Jinxiang Liu * School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081, China; E-Mails: [email protected] (Y.Z.); [email protected] (Z.Z.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel./Fax: +86-10-6891-1392. Academic Editors: Paul Stewart and Chris Bingham Received: 19 March 2015 / Accepted: 17 July 2015 / Published: 4 August 2015 Abstract: The purpose of this paper is to investigate combustion characteristics for rotary engine via numerical studies. A 3D numerical model was developed to study the influence of several operative parameters on combustion characteristics. A novel rotary engine called, “Leaf Spring Rotary Engine”, was used to illustrate the structure and principle of the engine. The aims are to (1) improve the understanding of combustion process, and (2) quantify the influence of rotational speed, excess air ratio, initial pressure and temperature on combustion characteristics. The chamber space changed with crankshaft rotation. Due to the complexity of chamber volume, an equivalent modeling method was presented to simulate the chamber space variation. The numerical simulations were performed by solving the incompressible, multiphase Unsteady Reynolds-Averaged Navier–Stokes Equations via the commercial code FLUENT using a transport equation-based combustion model; a realizable turbulence model and finite-rate/eddy-dissipation model were used to account for the effect of local factors on the combustion characteristics. -

Quasiturbine Rotor Development Optimization
Quasiturbine Rotor Development Optimization MOHAMMED AKRAM MOHAMMED A thesis submitted in fulfillment of the requirement for the award of the Degree of Master in Mechanical Engineering Faculty of Mechanical and Manufacturing Engineering Universiti Tun Hussein Onn Malaysia June 2014 v ABSTRACT The Quasiturbine compressor is still in developing level and its have more advantages if compare with wankel and reciprocating compressors. Quasiturbine was separated in two main important components which they are housing and rotor .Quasiturbine rotor contains a number of parts such as blades, seal, support plate and mechanism .This research focus on modeling and simulation for Quasiturbine seal to improve it and reduce the wear by using motion analysis tool and simulation tool box in Solidworks 2014 software .This study has simulated the existing design and proposed design of seal with use Aluminum (1060 alloy ) as a material of seal for both cases . In addition it has been simulated three different materials for the proposed design of seal (Aluminum, ductile iron , steel ) .The proposed design of seal was selected as better design than the existing one when compared the distribution of von Mises stress and the percentage of deformation for both cases . According to the results of the three mateials that tested by simulation for the proposed design , ductile iron is the most suitable materials from the three tested materials for Quasiturbine seal . vi CONTENTS TITLE i DECLARATION ii DEDICATION iii ACKNOWLEDGEMENT iv ABSTRACT v CONTENTS vi LIST -

Review of Quasi-Turbine Engine
ISSN(Online) : 2319-8753 ISSN (Print) : 2347-6710 International Journal of Innovative Research in Science, Engineering and Technology (An ISO 3297: 2007 Certified Organization) Vol. 5, Issue 10, October 2016 Review of Quasi-Turbine Engine Yogesh Khedkar1, Prof.Sushant Pande2 P.G. Student, Department of Mechanical Engineering, D Y Patil College of Engineering, Akurdi, Pune, India1 Assistant Professor, Department of Mechanical Engineering, D Y Patil College of Engineering, Akurdi, Pune, India2 ABSTRACT: The Quasi turbine engine is a multi-fuel, continuous torque rotary engine.It a next step in the world of Engine research is to run engine on air or any other fuel. Turbine characteristics help achieving this goal. The quasi turbine turbo-machine is a pressure driven, continuous torque and symmetrically deformable spinning wheel. The Quasi turbine is a compact, low weight and high torque machine with top efficiency, especially in power modulation applications. One of the most important things is waste energy recovery in industrial field. As the natural resources are going to exhaust, energy recovery has great importance. A quasi turbine rotary air engine having low rpm and works on low pressure recovers waste energy may be in the form of any gas or steam. This paper discusses concept of quasi turbine air and combustion engines also the comparison between the quasi turbine engine and the other engines. KEYWORDS: Quasi turbine (QT), Positive displacement rotor, piston less Rotary Machine. I. INTRODUCTION The Quasi-turbine is a new engine technology that was invented in 1990 and patented in 1996.The concept of quasi turbine rotary air engine was first introduced by Gilles Saint-Hilaire and etal. -

Software Controlled Stepping Valve System for a Modern Car Engine
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 8 ( 2017 ) 525 – 532 14th Global Conference on Sustainable Manufacturing, GCSM 3-5 October 2016, Stellenbosch, South Africa Software Controlled Stepping Valve System for a Modern Car Engine I. Zibania, R. Marumob, J. Chumac and I. Ngebanid.* a,b,dUniversity of Botswana, P/Bag 0022, Gaborone, Botswana cBotswana International University of Science and Technology, P/Bag 16, Palapye, Botswana Abstract To address the problem of a piston-valve collision associated with poppet valve engines, we replaced the conventional poppet valve with a solenoid operated stepping valve whose motion is perpendicular to that of the piston. The valve events are software controlled, giving rise to precise intake/exhaust cycles and improved engine efficiency. Other rotary engine models like the Coates engine suffer from sealing problems and possible valve seizure resulting from excessive frictional forces between valve and seat. The proposed valve on the other hand, is located within the combustion chamber so that the cylinder pressure help seal the valve. To minimize friction, the valve clears its seat before stepping into its next position. The proposed system was successfully simulated using ALTERA’s QUARTUS II Development System. A successful prototype was built using a single piston engine. This is an ongoing project to eventually produce a 4-cylinder engine. ©© 2017 201 6Published The Authors. by Elsevier Published B.V. Thisby Elsevier is an open B.V. access article under the CC BY-NC-ND license (Peerhttp://creativecommons.org/licenses/by-nc-nd/4.0/-review under responsibility of the organizing). committee of the 14th Global Conference on Sustainable Manufacturing. -

Mathematical Modeling and Analysis of Gas Torque in Twinrotor Piston
J. Cent. South Univ. (2013) 20: 3536−3544 DOI: 10.1007/s117710131879y Mathematical modeling and analysis of gas torque in twinrotor piston engine DENG Hao(邓豪) 1, 2, PAN Cunyun(潘存云) 1, XU Xiaojun(徐小军) 1, ZHANG Xiang(张湘) 1 1. College of Mechatronic Engineering and Automation, National University of Defense Technology, Changsha 410073, China; 2. Naval Aeronautical Engineering Institute, Qingdao Branch, Qingdao 266041, China © Central South University Press and SpringerVerlag Berlin Heidelberg 2013 Abstract: The gas torque in a twinrotor piston engine (TRPE) was modeled using adiabatic approximation with instantaneous combustion. The first prototype of TRPE was manufactured. This prototype is intended for high power density engines and can produce 36 power strokes per shaft revolution. Compared with the conventional engines, the vector sum of combustion gas forces acting on each rotor piston in TRPE is a pure torque, and the combustion gas rotates the rotors while compresses the gas in the compression chamber at the same time. Mathematical modeling of gas force transmission was built. Expression for gas torque on each rotor was derived. Different variation patterns of the volume change of working chamber were introduced. The analytical and numerical results is presented to demonstrate the main characteristics of gas torque. The results show that the value of gas torque in TRPE falls to be less than zero before the combustion phase is finished; the time for one stroke is 30° in terms of the rotating angle of the output shaft; gas torque in one complete revolution of the output shaft has a period which is equal to 60° and it is necessary to put off the moment when gas torque becomes zero in order to export the maximum energy. -

ENRESO WORLD - Ilab
ENRESO WORLD - ILab Different Car Engine Types Istas René Graduated in Automotive Technologies 1-1-2019 1 4 - STROKE ENGINE A four-stroke (also four-cycle) engine is an internal combustion (IC) engine in which the piston completes four separate strokes while turning the crankshaft. A stroke refers to the full travel of the piston along the cylinder, in either direction. The four separate strokes are termed: 1. Intake: Also known as induction or suction. This stroke of the piston begins at top dead center (T.D.C.) and ends at bottom dead center (B.D.C.). In this stroke the intake valve must be in the open position while the piston pulls an air-fuel mixture into the cylinder by producing vacuum pressure into the cylinder through its downward motion. The piston is moving down as air is being sucked in by the downward motion against the piston. 2. Compression: This stroke begins at B.D.C, or just at the end of the suction stroke, and ends at T.D.C. In this stroke the piston compresses the air-fuel mixture in preparation for ignition during the power stroke (below). Both the intake and exhaust valves are closed during this stage. 3. Combustion: Also known as power or ignition. This is the start of the second revolution of the four stroke cycle. At this point the crankshaft has completed a full 360 degree revolution. While the piston is at T.D.C. (the end of the compression stroke) the compressed air-fuel mixture is ignited by a spark plug (in a gasoline engine) or by heat generated by high compression (diesel engines), forcefully returning the piston to B.D.C. -
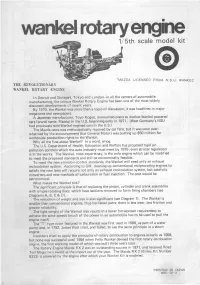
Wankel Rotary Engine 1/5Th Scale Model Kit
wankel rotary engine 1/5th scale model kit "MAZDA LICENSED FROM N.S.U. WANKEL' THE REVOLUTIONARY WANKEL ROTARY ENGINE In Detroit and Stuttgart, Tokyo and London-in all the centers of automobile manufacturing, the unique Wankel Rotary Engine has been one of the most widely discussed developments of recent years. By 1970, the Wankel was more than a topic of discussion, it was headlines in major magazines and newspapers. A Japanese manufacturer, Toyo Kogyo, announced plans to market Wankel-powered cars (brand name: Mazda) in the U.S. beginning early in 1971. (West Germany's NSU had previously sold Wankel-engined cars in the U.S.) The Mazda news was enthusiastically received by car fans, but it was soon over- whelmed by the announcement that General Motors was putting up $50 million for worldwide production rights to the Wankel. Why all the fuss about Wankel? In a word, smog. The U.S. Department of Health, Education and Welfare has proposed rigid air- pollution controls which the auto industry must meet by 1975; even stricter legislation is in the works. The Wankel, most experts say, is the only engine which can be modified to meet the proposed standards and still be economically feasible. To meet the new emission-control standards, the Wankel will need only an exhaust recirculation system. According to GM, cleaning up conventional reciprocating engines to satisfy the new laws will require not only an exhaust recirculation system, but catalytic converters and new methods of carburation or fuel injection. The cost would be astronomical. What makes the Wankel tick? The significant principle is that of replacing the piston, cylinder and crank assemblies with simple rotating discs, which have sections removed to form firing chambers (see Diagrams A, B, C & D). -
Wankel Engine
R -1 it ' ..^ . A SURVEY OF ROTARY TYPE INTERNAL COMBUSTION 1 ENGINES WITH PARTICULAR EMPHASIS , ON THE N.S.U.-WANKEL ENGINE \ 1 J . by , '4 HIRIYUR VEERANNA CHANDRA SHJilKA i \ B. S., Mysore University, India, 1958 1 1 \ \ •1 A MASTER ' S REPORT submitted in partial fulfillment of the ; requirements for the degree • 1 MASTER OP SCIENCE Department of Mechanical Engineering KANSAS STATE UNIVERSITY :i 1 Manhattan, Kansas 1 1966 V 1 "J Approved hy: 1 OM,. a/ Hy^^^Oa^ y Major i^ofessor .1 LP TABLE OP CONTENTS ^ ^ ^-, NOMENCLATURE iii INTRODUCTION 1 REVIEW OP LITERATURE ....',. 3 Rotary Piston Engines .... $ Rotary Cylinder Engines 11 Vane- type Engines 12 'Cat-and-mouse' Engines 13 N.S.U.-WANKEL ENGINE 1^ Optimum Shape l8 Principle of Operation 21 Engine Cycle 23 First Prototype ..... 25 COMPARISON WITH RECIPROCATING ENGINE 26 Combustion 26 Port Area 26 P-V Diagram 2? Sealing System 30 Cooling 32 DESIGN OP N.S.U.-WAMEL ENGINE 32 Output 2>k- Swept Volume 35 Engine Geometry - .•' 37 CONCLUSIONS . i^o ACKNOWLEDGMENT [^1 REFERENCES |j_2 Ill NOMENCLATURE e = eccentricity G = center of gravity h = thickness ,. N = rotational speed Pme ~ inean effective pressure P = output r = pitch circle radius R = generating radius V^ = volume of the chamber i_ = compression ratio ^ = angle of obliquity P = angle described by the line passing through the point of contact of the meshing gears and the center of the cir- cular hole in the rotor, with reference to a fixed axis 9 = angle of inclination of the line joining the center of the stator and the centroid of the rotor to the x-axis ,' ..• ^ = leaning angle , INTRODUCTION The conventional reciprocating internal combustion engine suffers from several fundamental shortcomings. -

Combustion Chamber Design Effect on the Rotary Engine Performance - a Review
Boughou Smail et al / International Journal of Automotive Engineering Vol.11, No.4(2020) Review article 20204578 Combustion Chamber Design Effect on The Rotary Engine Performance - A Review Boughou Smail 1) AKM Mohiuddin 2) 1) International University of Rabat UIR, Renewable Energies and Advanced Materials Laboratory LERMA, Technopolis Rabat-Shore, Morocco (E-mail [email protected]) 2) International Islamic University of Malaysia IIUM, Faculty of Engineering P.O. Box 10, 50728 Kuala Lumpur, Malaysia (E-mail [email protected] ) Received on March 5 ,2020 ABSTRACT: Comparatively, this review is meant to focus on possible developments studies of the rotary engine design. The controversial engine produces a direct rotational motion. Felix Wankel derived the triangular rotor shape from complex geometry of the Reuleaux triangle. The Wankel engine simulation and prediction of its performance is still limited. The current work reviews rotary engine’s flow field inside the combustion chamber with different commercial software used. It studies different parameters effect on the performance of the engine, such as the effect of the recess sizes and the shape-factor. It is found that the engine chambers design is one of the aspects of improvement opportunities. KEY WORDS: Rotary engine; Design geometry, Shape factor; Combustion simulation. [A1] The rotary engine recently got interests for possible 1. Introduction reliability as range extenders for electric vehicles. The rotary engine is reliable to be applied for the design architecture of UAV powertrains 12,13. The small-scale reliability to unmanned aerial Although the controversial rotary engine was adopted and vehicles UAVs. Such as for aviation of RQ-7A Shadow 200 and developed by many manufacturers, it is seen that multiple Sikorsky Cypher are run with a rotary engine. -

Computational Investigation of Rotary Engine Homogeneous
COMPUTATIONAL INVESTIGATION OF ROTARY ENGINE HOMOGENEOUS CHARGE COMPRESSION IGNITION FEASIBILITY A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Engineering By Michael Irvin Resor B.S., Wright State University, 2012 2014 Wright State University WRIGHT STATE UNIVERSITY GRADUATE SCHOOL December 9, 2014 I HEREBY RECOMMEND THAT THE THESIS PREPARED UNDER MY SUPERVISION BY Michael Irvin Resor ENTITLED Computational Investigation of Rotary Engine Homogeneous Charge Compression Ignition Feasibility BE ACCEPTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF Master of Science in Engineering. Committee of George Huang, Ph.D. Final Examination Thesis Director Haibo Dong, Ph.D. George Huang, Ph.D. Co-Advisor Chair Department of Mechanical and Materials Engineering George Huang, Ph.D. College of Engineering and Computer Science Greg Minkiewicz, Ph.D. Scott Thomas, Ph.D. Zifeng Yang, Ph.D. Robert E. W. Fyffe, Ph.D. Vice President for Research and Dean of the Graduate School Abstract Resor, Michael Irvin. M.S. Egr., Department of Mechanical and Materials Engineering, Wright State University, 2014. Computational Investigation of Rotary Engine Homogeneous Charge Compression Ignition Feasibility. The Air Force Research Laboratory (AFRL) has been investigating the heavy fuel conversion of small scale Unmanned Aerial Vehicles (UAV). One particular platform is the Army Shadow 200, powered by a UEL Wankel rotary engine. The rotary engine historically is a proven multi-fuel capable engine when operating on spark ignition however, little research into advanced more efficient compression concepts have been investigated. A computational fluid dynamics model has been created to investigate the feasibility of a Homogeneous Charge Compression Ignition (HCCI) rotary engine.