Coated Abrasive Basics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Abrasives13:39 Product Catalogue Metric
International Oces t: +353 (0) 49 432 6178 e: [email protected] ATA Tools Ltd., IDA Business & Technology Park, f: +353 (0) 49 432 6298 w: www.atagroup.co Killygarry, Cavan, Co. Cavan, H12 DK46, Ireland UK Oces t: +44 (0) 1530 261 145 e: [email protected] ATA Garryson Ltd., Spring Road, Ibstock, f: +44 (0) 1530 262 801 w: www.atagroup.co Leicestershire, LE67 6LR, United Kingdom US Oces t: +1 330-928-7744 e: [email protected] ATA Tools Inc., 7 Ascot Parkway, f: +1 330-849-2977 w: www.atagroup.co Cuyahoga Falls, Ohio 44223, USA 114538_ATA_BusCard.indd 4 05/03/2014 ABRASIVES13:39 PRODUCT CATALOGUE METRIC /CA.GR.ABR.01.20 INTRODUCTION INTRODUCTION With over 50 years experience, ATA is a global leader in the provision of high-end products. Our comprehensive portfolio offers a solution for every grinding and finishing application, optimising processes in terms of economic efficiency, reliability and safety. Our customers come from a wide variety of industries, including automotive, aerospace, foundries, metal fabrication, oil & gas, marine, medical, rail and power & energy. INNOVATION Continuous investment in customer and application driven product development, providing the most effective solutions PEOPLE AND EXPERTISE An experienced and skilled team of abrasive engineers, technical support and customer support teams, ensuring the best service TOOL AND CONSUMABLE COMBINATIONS Products can be combined with a comprehensive range of ATA Air Tools, ensuring maximum performance output ATA Tools Ltd., ATA Garryson Ltd., ATA Tools, Inc. IDA Business -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -
Total Drilling Solution – Main Catalog
UKAM Industrial Superhard Tools Division of LEL Diamond Tools International, Inc. 28231 Avenue Crocker, Unit 80 Valencia, CA 91355 USA Phone: (661) 257-2288 Fax: (661) 257-3833 www.ukam.com TOTAL DRILLING SOLUTION – MAIN CATALOG DIAMOND DRILLS FROM .001” to 48” (.0254mm to 1219mm) UKAM Industrial Superhard Tools is a Leading Manufacturer a full range of Precision Diamond Core drills from .001" to 48" Diameter, drilling just about any type of material / application. Our products are used world wide in Industry, Research & Development, Contractor, & Hobby applications. Customers include some of the leading Fortune 500 companies, Military, Science & Space Organizations, Universities, R & D Organizations as well as Small Machine Shops. Diamond Drills are available from inventory in many different specifications, outside & inside diameters, drilling depths, bond types, diamond mesh sizes, mountings, & tolerances. We will work with you to determine your needs, and Why Buy Diamond Drills/Bits from UKAM Industrial Superhard Tools recommend the right solution for your specific material/application. You can count on us to improve • Huge Diamond Drill/Bit Variety • Immediate Worldwide Delivery you drilling operation to its ultimate efficiency. • Superior Quality & Consistency • Manufacturer Direct Prices • Best Value & Performance • Superior Technology & Innovation • Unmatched Technical Support • Purchase the Right Diamond Drill/Bit for your Needs the First Time INDUSTRIES USED IN: • Advanced Ceramics • Composites • Concrete • Glass • Quartz • Stone -

Diamond Dressing Tools
DIAMOND DRESSING TOOLS SiWe ringrazia thank Mr il sig.Ezio Ezio Ferrari Ferrari perfor hisla gentilecollaboration collaborazione catalogo_ENG_Utensili_diamantati_2020_catalogo ENG 24 pagine 25/05/2020 10:50 Pagina 1 Diamond dressing tools 3 18 DRESSING ABRASIVE HAND-SET MULTI-POINT GRINDING WHEELS DIAMOND DRESSING TOOLS MTT ROUND HEAD AND MTQ SQUARE HEAD 6 SINGLE-POINT DIAMOND DRESSING TOOLS 20 PBP MULTI-POINT GRIT IMPREGNATED DIAMOND DRESSING TOOLS 10 SINGLE-POINT DIAMOND CHISEL DRESSING TOOLS FOR PROFILE GRINDING 24 DIAMOND ROLLS FOR PROFILING AND DRESSING 12 ABRASIVE GRINDING WHEELS BLADE-TYPE MULTI-POINT AND POLYCRYSTALLINE DIAMOND DRESSERS 16 MULTI-POINT AND POLYCRYSTALLINE DIAMOND ROTARY DRESSERS catalogo_ENG_Utensili_diamantati_2020_catalogo ENG 24 pagine 25/05/2020 10:50 Pagina 2 2 catalogo_ENG_Utensili_diamantati_2020_catalogo ENG 24 pagine 25/05/2020 10:50 Pagina 3 DRESSING ABRASIVE GRINDING WHEELS DRESSING ABRASIVE GRINDING WHEELS GENERAL RECOMMENDATIONS In all grinding operations correct dressing is important in order to obtain FOR USE OF best grinding wheel performance and optimal processing parameters DIAMOND DRESSERS on the workpiece. Choose type, shape and size of the tool based on size and specification of the grinding wheel and application. DRESSING CONVENTIONAL GRINDING WHEELS Diamond carat weight must never be less than the recommended value. The dressing process of conventional abrasive and special microcrystalline Diamond must always be sharp. Aluminium Oxide wheels is carried out with: natural and polycrystalline single-point diamond dressers Single point diamond dressers have a blade-type hand set multi-point natural diamond dressers more aggressive action on the grain and blade-type polycrystalline diamond dressers are mostly recommended for profile multi-point and polycrystalline rotary diamond dressers wheels and for rough grinding wheels. -

Abrasive Wheel Grinder Abrasive Wheels and Grinding Machines Come in Many Styles, Sizes, and Designs
Abrasive wheel grinder Abrasive wheels and grinding machines come in many styles, sizes, and designs. Both bench-style and pedestal (stand) grinders are commonly found in many industries. These grinders often have either two abrasive wheels, or one abrasive wheel and one special-purpose wheel such as a wire brush, buffing wheel, or sandstone wheel. These types of grinders normally come with the manufacturer’s safety guard covering most of the wheel, including the spindle end, nut, and flange DEWALT Industrial Tool Co. projection. These guards must be strong enough to withstand the effects of a bursting wheel. In addi- tion, a tool/work rest and transparent shields are often provided. Hazard Bench-style and pedestal grinders create special safety problems due to the potential of the abrasive wheel shattering; exposed rotating wheel, flange, and spindle end; and a naturally occurring nip point that is created by the tool/work rest. This is in addition to such concerns as flying fragments, sparks, air contaminants, etc. Cutting, polishing, and wire buffing wheels can create many of the same hazards. Grinding machines are powerful and are designed Exposed spindle end, flange, and nut. No tool/workrest. to operate at very high speeds. If a grinding wheel shatters while in use, the fragments can travel at more than 300 miles per hour. In addition, the wheels found on these machines (abrasive, polishing, wire, etc.) often rotate at several thousand rpms. The potential for serious injury from shooting fragments and the rotating wheel assemblies (including the flange, spindle end, and nut) is great. To ensure that grinding wheels are safely used in your work- place, know the hazards and how to control them. -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -

Lapping Kit Lappin
Lapping Kit 05M01.01Lapping Kit 05M01.01 Contents Contents Five 2-ounce containers of 90x, 180x, 280x, 400x and 600x silicon Five 2-ounce containers of 90x, 180x, 280x, 400x and 600x silicon carbide particles. carbide particles. Background Background Lapping is the process of rubbing two surfaces together with an abrasive Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. and a lubricant to improve the quality of at least one of the surfaces. Lapping can be used for fl attening (or truing) a surface, such as a worn Lapping can be used for fl attening (or truing) a surface, such as a worn sharpening stone. Lapping can also minimize the roughness of a surface sharpening stone. Lapping can also minimize the roughness of a surface (i.e., surface conditioning), such as a plane sole or blade. By minimizing (i.e., surface conditioning), such as a plane sole or blade. By minimizing the roughness in the sole of a plane, there is reduced friction between the the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches. are free of scratches. Choosing an Abrasive Choosing an Abrasive Although any grit will provide adequate results for any application, each is Although any grit will provide adequate results for any application, each is best suited to a particular application. -
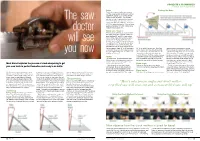
Jointing Sharpening Now Observe How the Clock
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Jointer Fundamentals Working on the Straight and True by Paul Anthony
Jointer Fundamentals Working on the straight and true By Paul Anthony The jointer belongs to the in a way that speeds up your cut by knives that are set at top trinity of stock-dressing machines woodworking while ensuring dead center to the height of that also includes the tablesaw accuracy and quality of cut. the outfeed table, as shown in and thickness planer. Of those, it’s Before we get started, Figure 1. The outfeed table probably the most misunderstood. it’s important to note that a supports the cut surface as Although its job is simple– jointer–more so than most other the remainder of the board machines–must be precisely is jointed. This is why it’s so stock–the tool frustrates many tuned to work properly. If you’ve important that the tables are woodworkersstraightening andbecause flattening jointing been experiencing snipe or parallel to each other. If they’re consistent problems getting not, or if the knives are set However, when set up and used too high or low, a straight cut properly,requires aa certainjointer willfinesse. do its job check out my “Jointer Tune-up” won’t result. To eliminate or articlestraight in edges issue and#28 faces, or online first minimize tear-out, orient the that no other machine can. at woodcraftmagazine.com. workpiece so the knives rotate preciselyI’ll show and you efficiently how to put in athis way With a jointer, a workpiece in the same direction as the remarkable machine to work fed across the infeed table is slope of the grain, as shown. -
Dynabrade Abrasive System Products
DYNABRADE ABRASIVE SYSTEM PRODUCTS WE LISTEN. WE OBSERVE. WE OPTIMIZE. 2 dynabrade.com INDUSTRIES AEROSPACE & DEFENSE WIND ENERGY For more than 50 years, Dynabrade has earned a reputation for excellence and AUTOMOTIVE OEM AND TIER1 WOODWORKING a position of leadership in the innovative design and manufacturing of unique portable pneumatic abrasive power tools, related accessories, and dust collection. MARINE & SHIPYARD METAL WORKING With our total systems solutions offerings, we are able to meet the specific needs WELDING AUTOMOTIVE AFTERMARKET of many industries. Our products are used in a variety of applications on nearly any material that requires surface preparation and finishing. We are easy-to-do business with and supply these products quickly to customers through a worldwide network of professional distributors. SURFACES Our tools & solutions are developed to be used on a variety of Materials : stainless steel, wood, fiberglass, aluminum, cast iron, non-ferrous WE LISTEN. WE OBSERVE. WE OPTIMIZE. metals, exotic metals, glass, ceramics, stone, composites and more! DYNABRADE EUROPE PRODUCTS Established in 1989, Dynabrade Europe is the Luxembourg-based office for Europe, The product range includes a wide variety of tools for different surface Middle East and Africa (more than 77 countries) providing Sales, Marketing, preparation & finishing applications Customer Service, Warehousing and Repair services for the Dynabrade product range. POWER TOOLS (AIR & ELECTRIC) – 1200+ MODELS — Abrasive Belt and Finishing Tools — Random Orbital -

MACHINE INDEX RIGHT ANGLE/VERTICAL SHAFT PORTABLE GRINDERS DIE and PENCIL GRINDERS Depressed Center Grinding Wheels, Notchers
This document is provided solely for the purpose of proofing and is not to be considered the final artwork. MACHINE INDEX RIGHT ANGLE/VERTICAL SHAFT PORTABLE GRINDERS DIE AND PENCIL GRINDERS Depressed Center Grinding Wheels, Notchers, ......8 –17 Mounted Points .............................46–50 Saucers and Type 29 Wheels Coated Abrasive Small Diameter Flap Wheels 136–143, 146 Right Angle Grinder Reinforced Cut-off Wheels, ....22–23 Coated Abrasive Specialties ..................148–162 Type 01 and Type 27 Non-Woven Disc Wheels ........................186 Coated Abrasive Fiber Discs....................68–73 Non-Woven Flap Wheels (2"–4" wheels) ........201–202 Coated Abrasive Flap Discs ....................74–80 Non-Woven Surface Stripping and ............190–194 Coated Abrasive Paper Discs ........................ 81–91 Unified Wheels (1"–4" wheels) Coated Abrasive Film and Foam Finishing Discs .....92–93 Wire Brushes .............................210–211 Flexible Diamond PSA & Quick-Change Discs......... 97 Coated Abrasive Quick-Change Discs ...........98–106 BENCH AND PEDESTAL GRINDERS Non-Woven Depressed Center Wheels ............172–175 Vitrified Bench and Pedestal Wheels .............43–45 Non-Woven Discs ..........................176–185 Coated Abrasive Large Diameter Flap Wheels ...143–146 Non-Woven Abrasive Brushes .....................187 Sand-O-Flex Wheels ........................... 147 Wire Brushes .................................210 Non-Woven Discs (6"-12" discs) .................. 186 Non-Woven Unified Wheels (6" wheels) -

Place the Gouge in the Third Station of the Sharpening Guide and Lay the Side of the Gouge Against the Left Wall of the Station (Figure 24-12)
Figure 24-14.Position the roundnose chisel, Figure 24-13.Set the parting tool’s side in bevel up in the fourth station. Tighten the the first station. knob. Place the gouge in the third station of the sharpening guide and lay the side of the gouge against the left wall of the station (Figure 24-12). Rotate the gouge until its center touches the abrasive. With the machine "OFF" practice rotating the gouge, first clockwise from the center to the edge, and then counterclockwise from the center of the gouge to the edge. You should notice while rotating the gouge that in order to keep the bevel in contact with the abrasive, you must slide the gouge forward on the station as the bevel is ground from the center to each edge. After you get the feel of this grinding motion, be sure the gouge is not touching the abrasive and the speed dial is set to "Slow" (if you are using the Mark V), then turn on the machine. Gently slide the gouge against the wall of the station and into the moving abrasive. Start rotating the gouge, like you practiced. Repeat this several times. Grind away only enough metal to remove any damage to the cut-ting edge and create a slight burr. If the gouge is being ground for scraping, it is ready to use (the burr is sharp and scrapes very well). If the gouge is being ground for shearing or cutting, it will need to be honed to a razor sharp edge. Grinding the Parting Tool— The parting tool has a bevel ground on both the top and bottom edges.