Basic Aircraft Sheet Metal Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Pta and Hand Tools
Precision, Quality, Innovation PTA AND HAND TOOLS Hole Saws Hacksaws Jig Saws Reciprocating Saws Portable Band Saws Measuring Tapes Utility Knives Levels Plumb Bobs Chalk Rules & Squares Calipers Protractors Punches Shop Tools Lubricant Catalog 71 PRECISION, QUALITY, iNNOVATiON For more than 135 years, manufacturers, builders and craftsmen worldwide have depended upon precision tools and saws from The L.S. Starrett Company to ensure the consistent quality of their work. They know that the Starrett name on a saw blade, hand tool or measuring tool ensures exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing superior tools, the thousands of products in today's Starrett line continue to be the most accurate, robust and durable tools available. This catalog features those tools most widely used on a jobsite or in a workshop environment. 2 hole saws Our new line includes the Fast Cut and Deep Cut bi-metal saws, and application-specific hole saws engineered specifically for certain materials, power tools and jobs. A full line of accessories, including Quick-Hitch™ arbors, pilot drills and protective cowls, enables you to optimise each job with safe, cost efficient solutions. 09 hacksaws Hacksaw Safe-Flex® and Grey-Flex® blades and frames, Redstripe® power hack blades, compass and PVC saws to assist you with all of your hand sawing needs. 31 jig saws Our Unified Shank® jig saws are developed for wood, metal and multi-purpose cutting. The Starrett bi-metal unique® saw technology provides our saws with 170% greater resistance to breakage, cut faster and last longer than other saws. -

TOOLS and EQUIPMENT Orthotic 561
TOOLS AND EQUIPMENT Orthotic 561 Tools Shoe Stretchers............................562 Brannock Measuring Device..................562 Mixing Bowls ..............................562 Aluminum Cast Mandrels ....................562 Laminating Fixtures.........................563 Vises and Yates Clamps.................563-564 Measuring Devices .....................564-567 Hex Sets and Balldrivers.................567-569 Screw and Drill Gages ......................569 Cutting Nippers ............................570 Plastering Tools............................571 Shears and Scissors ....................571-572 Blades, Knives and Surforms .............572-575 Rivets, Punch Sets and Eyelets ...........576-579 Reamers .................................579 Needle Kit ................................579 Deburring Tool.............................579 Rout-A-Burr ...............................579 Precision Oiler.............................580 Countersinks ..............................580 Adjustable Bits.............................580 Tools Ball Set Tool . 580 Micro Torches and Heat Guns ............580-582 Cast Spreaders and Cutters ..............583-584 Alignment Fixtures .........................584 Benders and Contouring Iron .............584-585 Equipment Carvers, Cutters and Routers.............585-588 Sanding Accessories............ 589-591, 601-603 Sewing and Patching Machines ...............592 Drill Press ................................593 Band Saws . .594-595 Dust Collectors ........................596-597 -

Cutting Tools & Metalworking
17–248 Punch Sets, Stamping Dies & Punches, Arbors Punch Sets Center Punch Sets Starrett Pin Punch Sets • Hardened, tempered and nicely finished • Knurled finger grip Part No. Model No. Number of Punch Diameter Length Contents Pieces 0324770 S565WB 8 1/16", 3/32", 1/8", 5/32", 3/16", 4" (8) Drive Pin Punches, Round 7/32", 1/4", 5/16" Plastic Box Part No. Number of Pieces Length Punch Diameter 0324788 S565PC 8 1/16", 3/32", 1/8", 5/32", 3/16", 4" (8) Drive Pin Punches, Vinyl Case 3163184 5 3", 4" 1/16", 5/64", 3/32", 9/64", 5/32" 7/32", 1/4", 5/16" 3163185 8 4" 1/16", 5/64", 3/32", 1/8", 9/64", 5/32", 3/16", 7/32" 0325005 S248PC 5 1/8", 3/16", 1/4", 5/16", 3/8" 8" (5) Drive Pin Punches, Vinyl Case 3163194 4 4" 1/8", 5/32", 3/16", 1/4" 3163195 8 4" 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 5/16" Starrett Prick Punch Set 3163196 8 4" 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 5/16" • Points are carefully ground to correct taper 3163205 5 8" 1/8", 3/16", 1/4", 5/16", 3/8" 3163206 8 8" 1/16", 3/32", 1/8", 5/32", 3/16", 1/4", 5/16", 3/8" • Allows exact placement of point, providing sharp impressions 3163222 7 4-1/2", 5" 1/4", 3/8", 1/2", 5/8", 3/4", 7/8", 1" • Hardened, tempered, and nicely finished 3163234 6 4", 4-1/8", 4-17/32" 3/16", 1/4", 5/16", 3/8", 7/16", 1/2" • 3 Prick punches: 5/64", 1/8", 5/32" • 2 Center punches: 1/16" and 3/32" Stamping Dies & Punches • Includes plastic case Steel Hand Stamps Part No. -
Installation Instructions
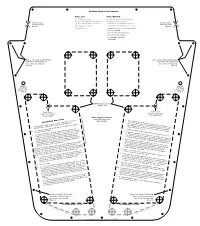
JK Hood Louver Cut Template Parts List Tools Needed (1) JK Hood Louver Panel • Scissors & sharp hobby knife or razor blade (1) Cut Template with Instructions (this sheet) • Masking tape & fine-tip felt marker Cut out template Cut out template (24) 10-24 X 3/4 SS button head cap screw • Automatic center-punch or punch and hammer along outer edge along outer edge (Step 2) (24) 10-24 nylon insert lock nut • Drill motor with 7/32” drill bit, 3/4“ & 1” hole saws (Step 2) (24) #10 flat washer • High speed cut-off wheel (electric or pneumatic) • Anti-sieze compound • 1/8“ hex key (flat-end, NOT ball-end) • 3/8” wrench or socket & ratchet • Files, sandpaper or burr-knife • Touch-up paint At these hole locations: Drill through At these hole locations: Drill through inner brace, then hole-saw nut inner brace, then hole-saw nut access hole from underside access hole from underside (Step 13) (Step 13) Existing Existing Windshield Windshield Bumper Hole Bumper Hole (Step 3) (Step 3) Drill/Hole Saw Locations (Steps 4 & 6) Inside Corner Inside Corner (Step 4 - punch/mark (Step 4 - punch/mark but do not drill) but do not drill) Cut HoodAlong Dotted Lines (Step 8) Poison Spyder Customs www.poisonspyder.com 8. Use a cut-off wheel to cut along the cut lines made in the previous step. DO (951) 849-5911 Installation Procedure NOT CUT INTO the X-brace on the underside of the hood. There is a thin layer of adhesive material between the outer sheetmetal and the X-brace, which will allow you to carefully cut through the outer layer of sheetmetal without cutting in to the X-brace. -

PUNCHES and CHISELS Punches and Chisels the Anvil End on Heads of Snap-On® Punches and Chisels Are Machined to a Modified Parabolic Curve
PUNCHES AND CHISELS Punches and Chisels The anvil end on heads of Snap-on® punches and chisels are machined to a modified parabolic curve. This design directs the striking force to the center of the tool head to allow slow metal displacement. The parabolic curve controls mushrooming to reduce chipping and splitting. Heads should be re-dressed to their original shape with hand files as necessary. The tough steel alloy is machined and differentially heat treated for optimum performance. The hardness of the striking head is reduced to help toughness and add qualities that result in a slower mushrooming of the striking surface. PPC250BK Punch and Chisel Set. PPC100AK Punch and Chisel Set. ncludes 24 pcs. in KB2179 kit bag: Includes 10 pcs. in KB2175 kit bag: PPC1A PPC106A PPC205A PPC820B PPC812B PPC828B PPC15B PPC3A PPC108A PPC206A PPC824B PPC816B PPC12B PPC19B PPC250BK PPC4A PPC110A PPC208A PPC12B PPC820B PPC13B PPC103A PPC112 PPC210A PPC14B PPC824B PPC14B PPC104A PPC203A PPC812B PPC15B PPC100AK PPC105A PPC204A PPC816B PPC19B PPCD70BK Punch and Chisel Set. PPC210BK Punch and Chisel Set. Includes 7 pcs. in KB2183 kit bag: Includes 22 pcs. in KB2178 kit bag: PPC103A PPC106A PPC110A PPC1A PPC105A PPC204A PPC816B PPC104A PPC107A PPC5A PPC106A PPC205A PPC820B PPC105A PPC108A PPC3A PPC108A PPC206A PPC824B PPC210BK PPC4A PPC110A PPC208A PPC828B PPC103A PPC112 PPC210A PPCD70BK PPC104A PPC203A PPC812B PPCS60BK Punch and Chisel Set. Includes 6 pcs. in KB2185 kit bag: PPC715BK Punch and Chisel Set. PPC203A PPC205A PPC208A Includes 16 pcs. in KB2182 kit bag: PPC204A PPC206A PPC210A PPC1A PPC104A PPC203A PPC208A PPC3A PPC105A PPC204A PPC812B PPC4A PPC106A PPC205A PPC816B PPC715BK PPC103A PPC108A PPC206A PPC820B PPCS60BK PPC50AK Punch and Chisel Set. -

Angle Finders and Levels
Order Toll Free at 1-877-826-7268 · 8:00 am–5:00 pm CST · Monday–Friday 24 Hour Fax at 641-628-2614 · Order online at www.Trick-Tools.com Angle Finders and Levels 2 – 4 ANGLE FINDERS & LEVELS Digital Levels · Dial Levels · Bend Protractors · Angle Finders · Plane-Of-Bend Indicators · Digital Angle Gauge Torpedo Levels · Digital Protractors · Fractional Calipers Wixey Digital Angle Finder/Level is a handy tool for finding true bevel angles on a saw, tracking rotation of a tube during tube bending (with optional base), or setting 5 – 8 up milling/drilling operations. The gauge can be "zeroed" at any point. The small SAWS body is only 2" x 2" and has a strong magnetic base. Each Wixey gauge comes with an Circular Cold Saws · Portable Metal Cutting Saws · Horizontal Band Saws · Mag Brush · additional battery for extra long usage. You will find a lot of applications for this gauge! Mitering Band Saws · Vertical Band Saws · TCT Chop Saws The optional base will attach to round tubing or pipe that is 1" through 2" OD. The base 9 – 10 GRINDING & SANDING also swivels independently of the gauge, so you can use it as a level. Belt Grinders · Combination Belt & Disc Grinders · Deburring Machines · WR300 Digital Angle Gauge...............................................................................$39.99 Bench Grinders · Disc Grinders · Knife Making Machines Digital Angle Gauge and Bracket Combo...................................................................$99.98 11 – 12 WELDING ACCESSORIES Angle Gauge Bracket Only (attaches to 1"–2" round tube)..................................................$59.99 Variable Angle Clamps · Fixed Angle Clamps · Tab and Bracket Holders · Rotary Welding Positioners · Fixturing Tables Digital Level 13 – 18 METAL SHAPING No shop should be without this handy digital level. -

Punches / Chisels the Anvil End on Heads of Snap-On® Punches and Chisels Are Machined to a Modified Parabolic Curve
Punches / Chisels The anvil end on heads of Snap-on® punches and chisels are machined to a modified parabolic curve. This design directs the striking force to the center of the tool head to allow slow metal displacement. The parabolic curve controls mushrooming to reduce chipping and splitting. Heads should be re-dressed to their original shape with hand files as necessary. The tough steel alloy is machined and differentially heat treated for optimum performance. The hardness of the striking head is reduced to help toughness and add qualities that result in a slower mushrooming of the striking surface. Stock Hex Point/ Length Stock Hex Point/ Length No. Size, in. Edge, in. in. No. Size, in. Edge, in. in. Punch and Chisel Accessories PPC808A 1/4 1/4 5 Flat Chisels PPC1A — — 2 5/8 PPC812B 5/16 3/8 5 1/2 Chisel Gauge PPC816B 7/16 1/2 6 PPC5A — — 6 15/16 PPC820B 1/2 5/8 6 1/2 PPC1A PPC5A Punch/Chisel Holder PPC824B 5/8 3/4 7 1/4 11 7 Center Punches PPC3A 5/16 1/8 5 PPC828B /16 /8 8 PPC832B 7/8 1 9 PPC4A 7/16 3/16 6 BPPC1878 7/8 1 9 PPC6B 5/8 5/16 7 PPC820LB 1/2 5/8 16 Long Flat Chisels PPC714B 9/16 5/32 14 Pin Punches PPC103A 9/32 3/32 4 7/32 PPC104A 5/16 1/8 4 3/4 PPC105A 3/8 5/32 5 3 3 1 PPC106A /8 /16 5 /4 PPC12B 3/8 5/16 6 Half Round Nose Cape PPC107A 3/8 7/32 5 1/4 PPC108A 7/16 1/4 5 3/4 Chisels PPC110A 1/2 5/16 5 1/4 PPC112 9/16 3/8 5 1/4 Starter Punches PPC203A 5/16 3/32 5 1/2 3 1 3 PPC204A /8 /8 5 /4 PPC13B 5/16 1/4 5 5/8 3 5 Cape Chisels PPC205A /8 /32 6 PPC14B 3/8 5/16 6 PPC206A 7/16 3/16 6 1/4 PPC208A 1/2 1/4 6 3/4 PPC210A 9/16 5/16 7 1/4 PPC15B 7/16 7/32 6 Diamond Point Chisels PPC19B 3/8 1/8 5 3/4 PPC250AK PPC250AK Punch and Chisel Set Includes the following 25 pcs. -

Study Guide: Hand Tools
STUDY GUIDE: HAND TOOLS Learning Objectives: • The features and benefits of the products you sell. • How to answer your customers’ product-related questions. • How to help your customer choose the right products. • How to increase transaction sizes by learning more about add-on sales and upselling techniques. Chapter 1: Fastening Tools Module 1: Hammers Product Knowledge: Claw Hammer • Use for general carpentry, household chores and nail pulling. • Curved claw offers leverage in removing nails. • Use only with non-hardened, common or finishing nails. • You can choose 16 or 20 oz. weights for general carpentry. For fine cabinetry or light- duty driving, choose 7, 10 and 13 oz. nail weights. • Available with a smooth face for finishing jobs, or a waffled face for more control when hammering large nails into lumber. Framing (Rip) Hammer • Use for ripping apart wooden components and demolition work. • Use only with non-hardened, common or finishing nails. • Choose weights from 20 to 32 oz. for framing and ripping. • Available with milled or waffled faces to grip the nail head and reduce the effect of glancing blows and flying nails. Ball Peen (Ball Pein) Hammer • Use with cold chisels for riveting, center punching and forming unhardened metal work. • Striking face diameter should be about 3/8” larger than the diameter of the head of the object being struck. • Popular sizes are 12 and 16 oz. • Variations include a cross-peen hammer (with a horizontal wedge-shaped face) and a straight-peen hammer (with a vertical wedge-shaped face). Sledgehammer • Use for jobs that require great force, such as breaking up concrete or driving heavy spikes. -

Cutting Tools Pg3-28
2 0 1 2 / 2 0 1 3 H A N D T O O L S C A T A L O G GreatNeck® has followed one rule since the production of the first hacksaw blade in 1919: Manufacture a superior quality, dependable tool for a reasonable price. In 1919, Samuel Jacoff, a tool and die maker living in Pittsfield, MA, started a hacksaw blade manufacturing business with the help and support of his wife Sarah. When fire destroyed their building in 1929, they merged with another blade maker, Great Neck Manufacturing. In 1941, they purchased a handsaw company and constructed a new plant in Mineola, NY where they remain today. By 1971, Sam and his four sons built GreatNeck into a major force in the hand tool business by purchasing Buck Bros., a Massachusetts chisel company, and Mayes Brothers, a level company from Tennessee. They also added a plastic extrusion plant. Today, almost a century later, a third and fourth generation of Jacoffs are carrying on Samuel and Sarah's commitment to quality and value. They have made GreatNeck a leading global supplier to the hardware, home improvement, sporting good, mass retail and automotive markets, and have distribution and manufacturing facilities around the world. THE SELECTION YOU NEED TO GROW YOUR BUSINESS GreatNeck offers one of the industry's broadest selections of hand tools and accessories. Plus, new and exciting tool designs are constantly being developed. Our brands are successfully featured in many retail and online environments: • Hardware Stores • Professional/Trade Catalogs • Specialty Home Improvement Stores • Novelty Stores • Sporting Goods Stores • Auto Retail Stores/Distributors • Mass Market Retail • Fine Goods Retailers • All Purpose Stores • Supermarkets OUR MAJOR BRANDS GreatNeck is an internationally recognized brand cov- ering the entire hardware and automotive hand tool spectrum. -
LOW RES SEPARATOR.Pdf
Groz has always exceeded the expectations of tool manufacturers and users the world over. Groz carefully makes each tool under stringent quality control processes that are achieved in a hi-tech environment spread over 500,000 square feet Total quality & control via advanced horizontal & Robotically armed & conveyorized double booth vertical machining centres powder coating plant with a capacity of 15 million sq inches / month Pressure die casting - Plc controlled semi automatic The heart of our operation is the design center, where equipment. our research & product development specialists use high end software & equipment to develop custom solutions Groz is known worldwide for its comprehensive range & superior quality of hand held TOOLS tools that find application in a variety of industries. We once @ WORK again promise you the best quality tools that you would be proud to own! OUR FINDTOOLS APPLICATION IN A VARIETY OF INDUSTRIES MARINE WOODWORKING CONSTRUCTION ENERGY & POWER DIY AEROSPACE & DEFENCE MINING INDUSTRIAL & MACHINERY AUTOMOTIVE AGRICULTURE RAILROAD WORKSHOP OIL & GAS CEMENT & STEEL INSIDE 01 02 03 PUNCHES & INDESTRUCTIBLE VICES & CHISELS HANDLE HAMMERS CLAMPS 8 Centre Punches 34 Club Hammers 40 Mechanics Vices - Bench Vices 10 Pin Punches 35 Sledge Hammers 42 Engineer's Steel Bench Vices 14 Brass Pin Punches 36 Copper Head Sledge Hammers 43 Drill Press Vices Unigrip 15 Starting Punches 37 Ball Pein Hammers 44 DIY Drill Press Vices 15 Drift Punches 37 Cross Pein Hammers 44 Reversible Vice 16 Roll Pin Punches 45 Hobbyist Vices -

Scriber 80 90 100
100mm 90 80 70 60 50 328p 328p 328p 329p 329p 330p 40 30 20 10 0 10 330p 330p 330p 330p 330p 330p 20 30 40 50 60 70 331p SCRIBER 80 90 100 331p 331p 331p 332p 332p 333p PUNCH SCRIBER 333p 333p 333p 333p 333p 334p POWER SCRIBER DIVIDER CALIPER 334p 334p 335p 335p 336p 336p SURFACE GAUGE 336p 337p 337p 337p 338p 338p 338p 339p 339p 19/03/18 10:58:17 念校 09_327-340ケガキ.indd 327 CMYK 2019/03/18 10:58 SCRIBER COMBINATION CARBIDE TIP SCRIBER AND AUTOMATIC CENTER PUNCH S Long-seller product. For center-punching without hammer and for scribiing. ●OUTLINE DIMENSIONS Unit: mm USE ● For center punch and scribing work MATERIAL ● Body: Aluminum(anodized) ● Tip: Carbide tip(G5) ● Tip hardness: HRA87 Punching work Scribing work FEATURES ● Spring loaded, no hammer needed ● Can be used as center punch and as scriber ● Strength of the driving force can be adjustable by rotating the rear cap Replacement parts available P340 Order No. Model No. Weight 000001 AP-S 21g CARBIDE TIP AUTOMATIC CENTER PUNCH M Long-seller product. For center-punching without hammer. ●OUTLINE DIMENSIONS Unit: mm USE ●For center punch MATERIAL PUNCH ● Body: Plastic ● TIp: Carbide tip(G5) ● Tip hardness: HRA87 SCRIBER FEATURES Punching work Piercing empty spray ●Spring loaded, no hammer needed can for safe disposal POWER ● Strength of the driving force can be adjustable by SCRIBER rotating the rear cap Replacement parts available P340 DIVIDER Order No. Model No. Weight 000002 AP-M 53g CALIPER SURFACE GAUGE CARBIDE TIP AUTOMATIC CENTER PUNCH M2 Long-seller product. -
Wipaire Requires the Following Tools for Our A&P Mechanics
WIPLINE FLOATS • SKIS • MODIFICATIONS • AIRCRAFT SALES AVIONICS • INTERIOR • MAINTENANCE • PAINT REFINISHING Wipaire requires the following tools for our A&P Mechanics: Standard/Phillips screwdriver set in common lengths and sizes Combination wrench set in sizes from ¼” to 1” 3/8” Drive ratchet with extension set 3/8” Drive deep 12 point socket set in common sizes ½” Drive ratchet with extension set ½” Drive deep 12 point socket set in common sizes Adjustable jaw wrenches (crescent) in large and small Set of Allen wrenches Set of common pliers Set of needle nose pliers and side cut pliers Set of slip-joint water pump type pliers Set of vice grips Set of needle nose vice grips Safety wire twisting pliers Mechanical fingers and magnet Adjustable mirror 10x magnifying glass Industrial quality hand held flashlight Utility knife Mechanics tool box on roller casters Screw gun/drill Air drill 3X or 4X rivet gun High speed air grinder- straight and 90 degree 6 “ stainless ruler Simple blind rivet puller Set of tapered punches Wire stripper Wire terminal crimper Digital multi meter with leads Dead blow hammer Ball peen hammer Universal rivet sets Flush rivet sets At least 3 (different) bucking bars 1700 Henry Ave – Fleming Field (KSGS), South St. Paul, MN 55075 Ph: 651.451.1205 Fax: 651.457.7858 www.wipaire.com Cleco pliers Scribe or pick set Metal snips, LH, RH, and straight Automatic center punch 25 ft. tape measure Set of feeler gages Screw extractor set File set Pin punches Brass punches Brass hammer Valve core tool Air chuck for tires Blow gun Air powered vacuum Wipaire recommends the following tools for A&P Mechanics: ¼” Ratchet, extensions and sockets ½” Breaker bar Carbide burr set Long needle nose pliers Set of radius gauges 30/60 degree angle wrenches Cherry max rivet gauge Angle drill Tire pressure gauge The following items will be provided to you by Wipaire: Safety glasses Ear plugs Ear muffs Vapor respirator Dust respirator Leather gloves Acid rubber gloves Disposable rubber gloves Page 2 .