Fabric Control for Feeding Into an Automated Sewing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Draperies Make Your Own
RSlTV Of CULTURE DRAPERIES MAKE YOUR OWN . ARE DRAPERIES ON THE AGENDA for your next 15 stitches per inch; for medium-weight fabrics, 10 home furnishings project? By making your to 12 stitches per inch will give good results. For all own, you can save money and enjoy a sense of ac- stitching on draperies use a loose tension to avoid complishment. This booklet will help you sew drap- puckers on seams and hemlines. eries with a custom-made look in any color, texture, and design you choose. Measuring Length and Width The length of your draperies is a matter of per- SEWING PREPARATIONS sonal taste, as there are several generally accepted Select the appropriate thread and sewing machine lengths. In casual decorating, draperies may go needles for the fabric you choose. The thread should down to the sill or to the apron ; more formal drap- be about the same color and weight as the drapery eries go to the floor. Also, draperies may be hung fabric: for cotton or linen draperies, use mercerized from any of a number of places — from the top of thread; for synthetic fabrics, use synthetic thread. the window frame, at ceiling height, or from any If you use mercerized thread, use a number 14 point on the wall between the ceiling and the window needle; for synthetic thread, a number 11 needle is frame ( see Fig. 1 ) recommended. The width of the draperies depends on how much Cut a small swatch of the drapery fabric and test window you want exposed when the draperies are your sewing machine's stitch and tension. -

I Was Tempted by a Pretty Coloured Muslin
“I was tempted by a pretty y y coloured muslin”: Jane Austen and the Art of Being Fashionable MARY HAFNER-LANEY Mary Hafner-Laney is an historic costumer. Using her thirty-plus years of trial-and-error experience, she has given presentations and workshops on how women of the past dressed to historical societies, literary groups, and costuming and re-enactment organizations. She is retired from the State of Washington . E E plucked that first leaf o ff the fig tree in the Garden of Eden and decided green was her color, women of all times and all places have been interested in fashion and in being fashionable. Jane Austen herself wrote , “I beleive Finery must have it” (23 September 1813) , and in Northanger Abbey we read that Mrs. Allen cannot begin to enjoy the delights of Bath until she “was provided with a dress of the newest fashion” (20). Whether a woman was like Jane and “so tired & ashamed of half my present stock that I even blush at the sight of the wardrobe which contains them ” (25 December 1798) or like the two Miss Beauforts in Sanditon , who required “six new Dresses each for a three days visit” (Minor Works 421), dress was a problem to be solved. There were no big-name designers with models to show o ff their creations. There was no Project Runway . There were no department stores or clothing empori - ums where one could browse for and purchase garments of the latest fashion. How did a woman achieve a stylish appearance? Just as we have Vogue , Elle and In Style magazines to keep us up to date on the most current styles, women of the Regency era had The Ladies Magazine , La Belle Assemblée , Le Beau Monde , The Gallery of Fashion , and a host of other publications (Decker) . -

Miller Duraflex Harnesses Feel the Difference with Specially-Formulated Elastomer (Stretchable) Webbing!
Middle East / India Product Family Miller DuraFlex Harnesses Feel the difference with specially-formulated elastomer (stretchable) webbing! Product Numbers & Ordering Information Product Numbers Details E552/UGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps, mating buckle leg straps and side D-rings - universal E850-7/UGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps, mating buckle leg straps and side D-rings - universal E850-58/UGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps, tongue buckle leg straps and side D-rings - universal E570/S/MRN DuraFlex "Ms. Miller" Harness with Elastomer Webbing Friction buckle shoulders, mating buckle chest and leg straps, sliding back D-ring, back pad, leg pads, and lanyard ring - Small/Medium E570/URN DuraFlex "Ms. Miller" Harness with Elastomer Webbing Friction buckle shoulders, mating buckle chest and leg straps, sliding back D-ring, back pad, leg pads, and lanyard ring - universal E650/UGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps and mating buckle legs straps - universal Page 1 of 5 © Honeywell International Inc. Miller DuraFlex Harnesses E650-4/S/MGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps and tongue buckle legs straps - Small/Medium E650-4/UGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps and tongue buckle legs straps - universal E650-4/XXLGN DuraFlex Harness with Elastomer Webbing Friction buckle shoulder straps and tongue buckle -

Textiles, Merchandising & Fashion Design
Textiles, Merchandising & Fashion Design: Merchandising 1 correspondence courses and/or community college courses is an TEXTILES, MERCHANDISING effective way to demonstrate one’s commitment to academic success. & FASHION DESIGN: Transferring from Other Colleges within the University of Nebraska–Lincoln Students transferring to the College of Education and Human Sciences MERCHANDISING from another University of Nebraska–Lincoln college or from the Exploratory and Pre-Professional Advising Center must have a minimum Description cumulative GPA of 2.0, be in good academic standing, and meet the The merchandising option is planned for those students interested in the freshman entrance requirements that exist at the time of their admission buying and selling of textile and apparel products at the manufacturing to the College of Education and Human Sciences. Students must fulfill and retail levels, as well as product development, promotion, and degree requirements that exist at the time of their admission to the visual merchandising. The program emphasizes textiles and product college, not at the time they enter the University of Nebraska–Lincoln. development and provides an understanding of fashion theory, as well as basic skills and techniques in the apparel and textiles industry and To remain current, College of Education and Human Sciences students distribution of textiles and apparel in the global society. must enroll in, and complete, at least one university course that will apply toward degree requirements during a 12-month period. Students who readmit following an absence of one year or more must meet all College Requirements requirements in the Undergraduate Catalog in effect at the time of College Admission readmission and enrollment. -

Designer Sewing/Fashion Design
Multiple Category Scope and Sequence: Scope and Sequence Report For Course Standards and Objectives, Content, Skills, Vocabulary Monday, August 18, 2014, 10:00PM Course Standards and Unit Content Skills Vocabulary Objectives District Business of UT: CTE: Family and . Fashion changes with time and Identify current apparel/accessories lines in the Fashion Advanced Consumer Sciences, UT: technology. fashion industry. Fashion (Week Grades 9-12, Designer Designer . Current trends in line, design Apparel 1, 2 Weeks) Sewing/Fashion Design Sewing/Fashion and color. Recognize line, design and color in relationship to Standard 20.0301-01 Students . Career and entrepreneurial current apparel/accessories lines. Lifestyle design Design (20.0301) will access current fashions. opportunities in the fashion lines (District) industry Identify career and entrepreneurial opportunities in 2014-2015 Planning and record keeping for . Objective 20.0301- . fashion industry. Draper, MG 0101 Discuss fashion a small businesses. Accessories as related to apparel. National Standard Describe the planning and record keeping processes Fashion line 16.5.1 related to small busineses. Objective 20.0301- Entrepreneurial 0102 Discuss fashion as related to household Free enterprise accessories. National Standard 16.5.6 Business plan Standard 20.0301-02 Students will discuss how to become an entrepreneur. Objective 20.0301- 0201 Discuss how to begin a small business/home-based industry. Objective 20.0301- 0202 Discuss how to keep records for a small business. Basic Equipment UT: CTE: Family and . Basic information on operation . Identify the parts and accessories for Hemmer Consumer Sciences, UT: and care of consumer/commercial sewing machines, (Week 2, 2 Weeks) Grades 9-12, Designer consumer/commercial sewing cutting and pressing equipment. -
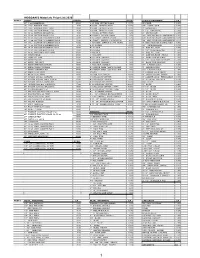
WEBPRICES 2020-MATERIALS Website
HOGGAN’S Materials Price List 2020 PAGE 1 FABRIC YRD/EA ZIPPERS FT/EA PLASTIC HARDWARE EA 46" 9 oz.SUMBRELLA 40.00 # 4.5 COIL ZIPPER CHAIN 0.75 ZIPCORD 0.50 36" 10oz. BANNER VINYL 7.00 # 5 COIL ZIPPER CHAIN 0.80 1/8" CORD LOCK 0.60 36" 13oz. BANNER VINYL (BO) 10.00 # 8 COIL ZIPPER CHAIN 0.90 1" GM BUCKLE 1.50 36" 10 oz. COTTON SINGLE FILL 4.00 # 9 COIL ZIPPER CHAIN 1.00 1 - 1/2" GM BUCKLE 2.00 36” 12 oz. COTTON SINGLE FILL 5.00 # 10 COIL ZIPPER CHAIN 1.20 2" GM BUCKLE 2.50 48" 15 oz. COTTON SINGLE FILL 6.00 # 5 TOOTH ZIPPER CHAIN 1.00 1/2“ SIDE RELEASE CONTOURED 0.50 60” 12 oz. COTTON 12 NUMBER DUCK 14.00 # 10 TOOTH ZIPPER CHAIN 1.25 5/8" SIDE RELEASE CONTOURED 0.60 48" 15 oz. COTTON 10 NUMBER DUCK 11.00 # 5 TOOTH ZIPPER CHAIN METAL 2.00 3/4“ SIDE RELEASE CONTOURED 0.75 84" 15oz. COTTON 10 NUMBER DUCK 16.00 # 10 TOOTH ZIPPER CHAIN METAL 3.50 1” SIDE RELEASE CONTOURED 0.90 36" 18 oz. COTTON 8 NUMBER DUCK 8.00 # 4.5 SLIDER 0.50 3/4" SIDE RELEASE 0.75 60” 24 oz. COTTON 4 NUMBER DUCK 21.00 # 5 SLIDER 0.50 1" SIDE RELEASE 0.90 36" 12 oz. COTTON BOAT DUCK 13.00 # 8 SLIDER 0.50 1 - 1/2" SIDE RELEASE 1.50 60” 18 oz. COTTON CHAIR DUCK 25.00 # 9 SLIDER 0.50 2" SIDE RELEASE 2.00 60" HEATSHIELD 30.00 # 10 SLIDER 0.50 1" SIDE RELEASE HEAVY 1.50 60" LOOP VELCRO 30.00 # 5 SLIDER DOUBLE 1.00 1" DUAL SIDE RELEASE 1.00 60" MESH POCKET 16.00 # 8 SLIDER DOUBLE 1.00 1 - 1/2" DUAL SIDE RELEASE 2.00 60" MESH FISH NET 18.00 # 9 SLIDER DOUBLE 1.00 2" DUAL SIDE RELEASE 2.50 48" MESH WINDOW SCREEN 10.00 # 10 SLIDER DOUBLE 1.00 3/4" LADDER LOCK 0.50 72" MESH TENNIS SCREEN 16.00 # 5 HORSE SHOE TOOTH SLIDER 1.00 1" LADDER LOCK 0.75 72" MESH TRAMPAULINE 30.00 # 8 HORSE SHOE TOOTH SLIDER 1.00 1.5" LADDER LOCK 1.00 54" MESH 12 oz VINYL 14.00 STOPS 0.10 1" LADDER LOCK-HEAVY 1.00 72" MESH 12 oz VINYL 16.00 # 8 COIL 110" ZIPPER 18.00 1" LADDER LOCK DOUBLE 1.00 60" NYLON 200 den. -

Cowper's Stock Buckle
COWPER’S STOCK BUCKLE A MATERIAL WORLD COWPER’S STOCK BUCKLE Introduction We are going to look at a stock buckle owned by William Cowper. It is a fashion accessory Cowper was eager to acquire despite his straitened circumstances. With this eagerness in mind we will take a look too at some of the other fashionable items Cowper felt it necessary to purchase and consider how and why this might have been. The Stock Buckle. The frame of Cowper’s stock-buckle forms a rectangle. It is made of silver and the front has been decoratively tooled to show stylized acanthus leaves. Inset within this rectangular frame is a plain brass bar; there is a small brass bracket over this simple bar ornamenting and bridging its length. The bar swivels and has two important elements swinging from its centre: they are there to fix the stock (a kind of neck-tie) in place. From one side there swings another bar set with three small ‘buttons’ or tabs; these protrude beyond the silver framework and function to hold one end of a stock in place: they attach to holes - cut and sewn like button-holes - found at one end of a stock. 3 From the other side of the central brass bar protrude three fork-like prongs. These are used to pierce the other end of a stock - where the fabric is usually gathered and sewn into a tight point. The prongs and the button-like tabs together hold a stock in place, wound neatly round the wearer’s neck. A Stock A stock was a relatively formal item of neck wear that became fashionable in the 18th century. -

Rags to Riches: Recycling and Upcycling Old Clothes Revised by Wendy Hamilton1
COLLEGE OF AGRICULTURAL, CONSUMER AND ENVIRONMENTAL SCIENCES Rags to Riches: Recycling and Upcycling Old Clothes Revised by Wendy Hamilton1 aces.nmsu.edu/pubs • Cooperative Extension Service • Guide C-313 The College of Wish you could start with a fresh Agricultural, new wardrobe? Do you have a closet full of garments you Consumer and don’t wear anymore? With a little imagi- Environmental nation and work, you can turn those Sciences is an rags to riches! By checking your closets carefully, engine for economic you may find there is a lot more life in and community garments that have been hanging un- development in New used for some time. Although you can discard or donate Mexico, improving those garments, try giving them a the lives of New new personality by recycling them. Re- Mexicans through cycling can be a real challenge, but it’s fun and rewarding. academic, research, The type of recy- cling you decide to | Dreamstime.com © Isabel Poulin and Extension undertake will de- pend on your needs and the garment(s) you have to recycle. Ask yourself programs. the following questions: • Does the garment need minor or major repairs to become func- tional again? • Is the fabric in good condition (no pulls, worn spots, or permanent crease lines)? • Is the design of the garment suitable for recycling? Are the color, de- sign, texture, and quality of fabric fashionable and flattering for you? • Will the person for whom the garment is planned wear the garment? • Is the garment worth the effort (time and money) to recycle? New Mexico State University 1Extension Grants and Contracts Development Specialist, College of Agricultural, Consumer and aces.nmsu.edu Environmental Sciences, New Mexico State University. -

Apparel Manufacturing Glossary for Application Protocol Development
TKH OF STAND & INST. NIST 1 PUBLICATIONS A1110M 5 5b 57 4 Apparel Manufacturing Glossary for Application Protocol Development Michael E. Read U.S. DEPARTMENT OF COMMERCE Technology Administration National Institute of Standards and Technology Manufacturing Engineering Laboratory Manufacturing Systems Integration Division Gaithersburg, MD 20899 Sponsored in part by DLA Manufacturing Technology Program QC 100 NIST U56 NO. 5572 1995 NISTIR 5572 Apparel Manufacturing Glossary for Application Protocol Development Michael E. Read U.S. DEPARTMENT OF COMMERCE Technology Administration National Institute of Standards and Technology Manufacturing Engineering Laboratory Manufacturing Systems Integration Division Gaithersburg, MD 20899 Sponsored in part by DLA Manufacturing Technology Program February 1995 U.S. DEPARTMENT OF COMMERCE Ronald H. Brown, Secretary TECHNOLOGY ADMINISTRATION Mary L. Good, Under Secretary for Technology NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY Arati Prabhakar, Director PREFACE The National Institute of Standards and Technology (NIST) is engaged in a project to develop product data standards to support computer integration of the apparel product life cycle. The project is sponsored by the Defense Logistics Agency (DLA), and has been named the Apparel Product Data Exchange Standard (APDES) project. The APDES project utilizes the techniques being used by and developed for the Standard for the Exchange of Product Model Data (STEP). STEP is an emerging international standard for representing the physical and functional characteristics of a product throughout the product’s life cycle. Formal standards for STEP are being published under the auspices of the International Organization for Standardization (ISO) in the document series 10303-X. Many of the information requirements, as well as the software tools being developed to support STEP, are applicable for any manufacturing industry. -

DAACS Cataloging Manual: Buckles
DAACS Cataloging Manual: Buckles by Kate Grillo Jennifer Aultman and Nick Bon-Harper OCTOBER 2003 UPDATED JUNE 2012 DAACS CATALOGING MANUAL: BUCKLES INTRODUCTION............................................................................................................. 3 1. MAIN BUCKLE TABLE ............................................................................................. 3 1.1 Artifact Count........................................................................................................ 3 1.2 Buckle Type ........................................................................................................... 3 1.3 Completeness ........................................................................................................ 6 1.4 Buckle Frame Plating ........................................................................................... 6 1.5 Object Weight........................................................................................................ 6 1.6 Burned? ................................................................................................................. 6 1.7 Mended? ................................................................................................................ 6 1.8 Post-Manufacturing Modification ........................................................................ 7 1.9 Conservation ......................................................................................................... 7 1.10 Marks? ............................................................................................................... -

The Suit Book
THE SUIT BOOK Everything you need to know about wearing a suit CLARE SHENG First published 2018 by Independent Ink PO Box 1638, Carindale Queensland 4152 Australia Copyright © Clare Sheng 2018 All rights reserved. Except as permitted under the Australian Copyright Act 1968, no part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without prior written permission from the publisher. All enquiries should be made to the author. Cover design by Alissa Dinallo Internal design by Independent Ink Typeset in 11/15 pt Adobe Garamond by Post Pre-press Group, Brisbane Cover model Lee Carseldine Styled by Elle Lavon Suit and shoes by Calibre Photography by The Portrait Store Illustrations by Jo Yu (PQ Fine Alterations) 978 0 648 2865 0 9 (paperback) 978 0 648 2865 1 6 (epub) 978 0 648 2865 2 3 (kindle) Disclaimer: Any information in the book is purely the opinion of the author based on her personal experience and should not be taken as business or legal advice. All material is provided for educational purposes only. We recommend to always seek the advice of a qualified professional before making any decision regarding personal and business needs. ACKNOWLEDGEMENTS This book wouldn’t exist without my Mum. As a single mother, she started a clothing alterations business with very little English and hardly any money, but a lot of guts. Over the years, she worked tirelessly for 12 hours a day, seven days a week, to grow the business and put me through private school and university. -

E-Broidery: Design and Fabrication of Textile-Based Computing
E-broidery: Design and fabrication of textile-based computing by E.R. Post M. Orth P. R. Russo N. Gershenfeld Highly durable, flexible, and even washable able computing.”1 Wearable computing may be seen multilayer electronic circuitry can be constructed as the result of a design philosophy that integrates on textile substrates, using conductive yarns and suitably packaged components. In this paper embedded computation and sensing into everyday we describe the development of e-broidery life to give users continuous access to the capabil- (electronic embroidery, i.e., the patterning of ities of personal computing. conductive textiles by numerically controlled sewing or weaving processes) as a means of creating computationally active textiles. Ideally, computers would be as convenient, durable, We compare textiles to existing flexible and comfortable as clothing, but most wearable com- circuit substrates with regard to durability, puters still take an awkward form that is dictated by conformability, and wearability. We also report the materials and processes traditionally used in elec- on: some unique applications enabled by our tronic fabrication. The design principle of packag- work; the construction of sensors and user interface elements in textiles; and a complete ing electronics in hard plastic boxes (no matter how process for creating flexible multilayer circuits on small) is pervasive, and alternatives are difficult to fabric substrates. This process maintains close imagine. As a result, most wearable computing compatibility with existing electronic components equipment is not truly wearable except in the sense and design tools, while optimizing design techniques and component packages for use in that it fits into a pocket or straps onto the body.