Basic Terminology Used for a Engine BORE and STROKE the Diameter of the Cylinder Is Known As Bore and the Displacement of the Piston, I.E
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Locomotive Dedication Ceremony
The American Society of Mechanical Engineers REGIONAL MECHANICAL ENGINEERING HERITAGE COLLECTION LOCOMOTIVE DEDICATION CEREMONY Kenefick Park • Omaha, Nebraska June 7, 1994 Locomotives 4023 and 6900 are examples of the world’s largest motive power in the steam and diesel eras. These locomotives are on permanent display at Kenefick Park, which was established in 1989 in honor of noted former Union Pacific chairman, John C. Kenefick. The 4023 was one of twenty-five famous “Big Boy” type simple articulated locomotives Locomotive 4023 was a feature display lauded in the industry and press as the highest horsepower, heaviest and longest steam at the Omaha Shops locomotives ever built, developing seven thousand horsepower at their seventy miles until being moved to per hour design speed. Kenefick Park. 2 World’s largest The Big Boy type was designed at the Omaha headquarters of Union Pacific under the single unit diesel personal direction of the road’s noted mechanical head, Otto Jabelmann. The original locomotives required four axle trucks to distribute twenty locomotives of this type were built by American Locomotive Company in their heavy weight and Schenectady, New York, in the fall of 1941. They were built in preparation for the nation’s keep within track probable entry into World War II because no proven diesel freight locomotive was yet loading limits. in production. These 4-8-8-4 type locomotives were specifically designed to haul fast, heavy eastbound freight trains between Ogden, Utah, and Green River, Wyoming, over the 1.14 percent eastbound grade. The 4023 was one of five additional units built in 1944 under govern- ment authority in preparation for a twenty-five percent increase in traffic due to the shift from European to Pacific war operations. -

Executive Order D-425-50 Toyota Racing Development
State of California AIR RESOURCES BOARD EXECUTIVE ORDER D—425—50 Relating to Exemptions Under Section 27156 of the California Vehicle Code Toyota Racing Development TRD Supercharger System Pursuant to the authority vested in the Air Resources Board by Section 27156 of the Vehicle Code; and Pursuant to the authority vested in the undersigned by Section 39515 and Section 39516 of the Health and Safety Code and Executive Order G—14—012; IT IS ORDERED AND RESOLVED: That the installation of the TRD Supercharger System, manufactured and marketed by Toyota Racing Development, 19001 South Western Avenue, Torrance, California, has been found not to reduce the effectiveness of the applicable vehicle pollution control systems and, therefore, is exempt from the prohibitions of Section 27156 of the Vehicle Code for the following Toyota truck applications: Part No. Model Year Engine Disp. Model PTR29—34070 2007 to 2013 5.7L (3UR—FE) Tundra PTR29—00140 2014 to 2015 5.7L (3UR—FE) Tundra PTR29—34070 2008 to 2013 5.7L (3UR—FE) Sequoia PTR29—00140 2014 to 2015 5.7L (3UR—FE) Sequoia PTR29—60140 2008 to 2015 5.7L (3UR—FE) Land Cruiser/LX570 PTR29—35090 2005 to 2015 4.0L (1GR—FE) Tacoma PTR29—35090 2007 to 2009 4.0L (1GR—FE) FJ Cruiser PTR29—35090 2003 to 2009 4.0L (1GR—FE) 4—Runner PTR29—00130 2010 to 2014 4.0L (1GR—FE) FJ Cruiser PTR29—00130 2010 to 2015 4.0L (1GR—FE) 4—Runner The 5.7L Supercharger System includes a Magnuson supercharger (rated at a maximum boost of 8.5 psi.) with a 2.45 inch diameter supercharger pulley and the stock crankshaft pulley, high flow injectors to replace the stock injectors, a new ECU calibration, intercooler, intake manifold, an air bypass valve, and a new replacement fuel pump which is located in the fuel tank. -

Converting an Internal Combustion Engine Vehicle to an Electric Vehicle
AC 2011-1048: CONVERTING AN INTERNAL COMBUSTION ENGINE VEHICLE TO AN ELECTRIC VEHICLE Ali Eydgahi, Eastern Michigan University Dr. Eydgahi is an Associate Dean of the College of Technology, Coordinator of PhD in Technology program, and Professor of Engineering Technology at the Eastern Michigan University. Since 1986 and prior to joining Eastern Michigan University, he has been with the State University of New York, Oak- land University, Wayne County Community College, Wayne State University, and University of Maryland Eastern Shore. Dr. Eydgahi has received a number of awards including the Dow outstanding Young Fac- ulty Award from American Society for Engineering Education in 1990, the Silver Medal for outstanding contribution from International Conference on Automation in 1995, UNESCO Short-term Fellowship in 1996, and three faculty merit awards from the State University of New York. He is a senior member of IEEE and SME, and a member of ASEE. He is currently serving as Secretary/Treasurer of the ECE Division of ASEE and has served as a regional and chapter chairman of ASEE, SME, and IEEE, as an ASEE Campus Representative, as a Faculty Advisor for National Society of Black Engineers Chapter, as a Counselor for IEEE Student Branch, and as a session chair and a member of scientific and international committees for many international conferences. Dr. Eydgahi has been an active reviewer for a number of IEEE and ASEE and other reputedly international journals and conferences. He has published more than hundred papers in refereed international and national journals and conference proceedings such as ASEE and IEEE. Mr. Edward Lee Long IV, University of Maryland, Eastern Shore Edward Lee Long IV graduated from he University of Maryland Eastern Shore in 2010, with a Bachelors of Science in Engineering. -

The Effect of Turbocharging on Volumetric Efficiency in Low Heat Rejection C.I. Engine Fueled with Jatrophafor Improved Performance
International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181 Vol. 4 Issue 03, March-2015 The Effect of Turbocharging on Volumetric Efficiency in Low Heat Rejection C.I. Engine fueled with Jatrophafor Improved Performance R. Ganapathi *, Dr. B. Durga Prasad** Lecturer, Professor, Mechanical Engineering department, Mechanical Engineering department, JNTUA College of Engineering, JNTUA College of Engineering, Ananthapuramu, A.P, India. Ananthapuramu, A.P, India. burned. This can be achieved with an LHR engine dueto Abstract:- The world’s rapidly dwindling petroleum the availability of higher temperature at the time of fuel supplies, their raising cost and the growing danger of injection. The heat available due to insulation can be environmental pollution from these fuel, have some effectively used for vaporizing alternative fuel. Some substitute of conventional fuels, vegetable oils has been important advantages of the LHR engines are improved fuel considered as one of the feasible substitute to economy, reduced HC and CO emission, reduced noise due conventional fuel. Among all the fuels, tested Jatropha to lower rate of pressure rise and higher energy in the oil properties are almost closer to diesel, particularly exhaust gases [2 & 3]. However, one of the main problems cetane rating and heat value. In present work in the LHR engines is the drop in volumetric experiments are conducted with Brass Crown efficiency. This further decrease the density of air Aluminium piston with air gap, an air gap liner and entering the cylinder because of high wall temperatures of PSZ coated head and valve have been used in the the LHR engine. The degree of degradation of volumetric present study, which generates higher temperature in efficiency depends on the degree of insulation. -

A Method of Fuel Testing in a CFR Engine
Scholars' Mine Masters Theses Student Theses and Dissertations 1960 A method of fuel testing in a CFR engine George R. Baumgartner Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Mechanical Engineering Commons Department: Recommended Citation Baumgartner, George R., "A method of fuel testing in a CFR engine" (1960). Masters Theses. 5575. https://scholarsmine.mst.edu/masters_theses/5575 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. A METHOD OF FUEL TESTING IN A CFR ENGINE BY GEORGE R. BAUMGARTNER ----~--- A THESIS submitted to the faculty of the SCHOOL OF MINES AND METALLURGY OF THE UNIVERSITY OF MISSOURI in partial fulfillment of the work required for the Degree of MASTER OF SCIENCE IN MECHANICAL ENGINEERING Rolla, Missouri 1960 _____ .. ____ .. ii ACKNOWLEDGEMENT The author would like to express his appreciation to Dr. A. J• Miles, Chairman of tho Mechanical Engineering Department, and Professor G. L. Scofield, Mechanical Engineering Department, for their guidance and interest in this investigation. Thanks are also dua Mr. Douglas Kline for his constant assistance while conducting the tests. iii TABLE OF CONTENTS Acknowledgement •••••••••••••••••••••••••••••••••••••••••• ii Contents•••••••••••••••••••••••••••••••••••••o•••••••••• -

Horizontal Directional Drilling Glossary
AN HDD GUIDE HORIZONTAL DIRECTIONAL DRILLING GLOSSARY A comprehensive guide to all terms HDD to make sure you can “talk the talk” when on the job. Horizontal directional drilling has been gaining ground for quite some time in the construction industry as the ideal solution for installing pipes and utilities without having to dig up long trenches. At Melfred Borzall, with our 70+ years of experience designing and building groundbreaking drilling solutions, we understand the best way to push the industry forward is to have innovative solutions and increase education about HDD. In our HDD Glossary, we’ve compiled 70 HDD terms along with clear definitions for each term to help expert drillers and new drillers to all talk the same talk and help streamline communication on your next job. HORIZONTAL DIRECTIONAL DRILLING GLOSSARY 2 "TALK THE TALK" HDD GLOSSARY HDD Tooling & Equipment Terms TERM & ALTERNATE DEFINITION DRILL HEAD The lead portion of the drilling process that TERMS Housing, Transmitter houses the transmitter inside to enable the Housing, Head, locator to see where the drill bit is located A ADAPTER Configurable adapter piece that allows drillers to Sonde Housing underground. It comes in different bolt patters Sub, Crossover, and can connect to various types of blades and Tailpiece use various manufacturer’s drill bits and blades with others’ starter rods, housings, and other bits depending upon the ground condition. configurations. Often customizable to fit specific needs of a jobsite tooling setup. DRILL RIG A trenchless machine that installs pipes and Rig, Drill cables by drilling a pilot bore to establish the AIR HAMMER Tool used in HDD designed to bore through location of the underground utility before difficult rock formations using a combination of enlarging the hole if needed and pulling back thrust, pressure and rotation to chip and carve the product. -
Physics 170 - Thermodynamic Lecture 40
Physics 170 - Thermodynamic Lecture 40 ! The second law of thermodynamic 1 The Second Law of Thermodynamics and Entropy There are several diferent forms of the second law of thermodynamics: ! 1. In a thermal cycle, heat energy cannot be completely transformed into mechanical work. ! 2. It is impossible to construct an operational perpetual-motion machine. ! 3. It’s impossible for any process to have as its sole result the transfer of heat from a cooler to a hotter body ! 4. Heat flows naturally from a hot object to a cold object; heat will not flow spontaneously from a cold object to a hot object. ! ! Heat Engines and Thermal Pumps A heat engine converts heat energy into work. According to the second law of thermodynamics, however, it cannot convert *all* of the heat energy supplied to it into work. Basic heat engine: hot reservoir, cold reservoir, and a machine to convert heat energy into work. Heat Engines and Thermal Pumps 4 Heat Engines and Thermal Pumps This is a simplified diagram of a heat engine, along with its thermal cycle. Heat Engines and Thermal Pumps An important quantity characterizing a heat engine is the net work it does when going through an entire cycle. Heat Engines and Thermal Pumps Heat Engines and Thermal Pumps Thermal efciency of a heat engine: ! ! ! ! ! ! From the first law, it follows: Heat Engines and Thermal Pumps Yet another restatement of the second law of thermodynamics: No cyclic heat engine can convert its heat input completely to work. Heat Engines and Thermal Pumps A thermal pump is the opposite of a heat engine: it transfers heat energy from a cold reservoir to a hot one. -

The Achates Power Opposed-Piston Two-Stroke Engine
Gratis copy for Gerhard Regner Copyright 2011 SAE International E-mailing, copying and internet posting are prohibited Downloaded Wednesday, August 31, 2011 08:49:32 PM The Achates Power Opposed-Piston Two-Stroke 2011-01-2221 Published Engine: Performance and Emissions Results in a 09/13/2011 Medium-Duty Application Gerhard Regner, Randy E. Herold, Michael H. Wahl, Eric Dion, Fabien Redon, David Johnson, Brian J. Callahan and Shauna McIntyre Achates Power Inc Copyright © 2011 SAE International doi:10.4271/2011-01-2221 technical challenges related to emissions, fuel efficiency, cost ABSTRACT and durability - to name a few - and these challenges have Historically, the opposed-piston two-stroke diesel engine set been more easily met by four-stroke engines, as demonstrated combined records for fuel efficiency and power density that by their widespread use. However, the limited availability of have yet to be met by any other engine type. In the latter half fossil fuels and the corresponding rise in fuel cost has led to a of the twentieth century, the advent of modern emissions re-examination of the fundamental limits of fuel efficiency in regulations stopped the wide-spread development of two- internal combustion (IC) engines, and opposed-piston stroke engine for on-highway use. At Achates Power, modern engines, with their inherent thermodynamic advantage, have analytical tools, materials, and engineering methods have emerged as a promising alternative. This paper discusses the been applied to the development process of an opposed- potential of opposed-piston two-stroke engines in light of piston two-stroke engine, resulting in an engine design that today's market and regulatory requirements, the methodology has demonstrated a 15.5% fuel consumption improvement used by Achates Power in applying state-of-the-art tools and compared to a state-of-the-art 2010 medium-duty diesel methods to the opposed-piston two-stroke engine engine at similar engine-out emissions levels. -
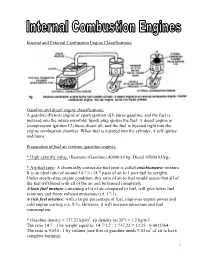
Internal and External Combustion Engine Classifications: Gasoline
Internal and External Combustion Engine Classifications: Gasoline and diesel engine classifications: A gasoline (Petrol) engine or spark ignition (SI) burns gasoline, and the fuel is metered into the intake manifold. Spark plug ignites the fuel. A diesel engine or (compression ignition Cl) bums diesel oil, and the fuel is injected right into the engine combustion chamber. When fuel is injected into the cylinder, it self ignites and bums. Preparation of fuel air mixture (gasoline engine): * High calorific value: (Benzene (Gasoline) 40000 kJ/kg, Diesel 45000 kJ/kg). * Air-fuel ratio: A chemically correct air-fuel ratio is called stoichiometric mixture. It is an ideal ratio of around 14.7:1 (14.7 parts of air to 1 part fuel by weight). Under steady-state engine condition, this ratio of air to fuel would assure that all of the fuel will blend with all of the air and be burned completely. A lean fuel mixture containing a lot of air compared to fuel, will give better fuel economy and fewer exhaust emissions (i.e. 17:1). A rich fuel mixture: with a larger percentage of fuel, improves engine power and cold engine starting (i.e. 8:1). However, it will increase emissions and fuel consumption. * Gasoline density = 737.22 kg/m3, air density (at 20o) = 1.2 kg/m3 The ratio 14.7 : 1 by weight equal to 14.7/1.2 : 1/737.22 = 12.25 : 0.0013564 The ratio is 9,030 : 1 by volume (one liter of gasoline needs 9.03 m3 of air to have complete burning). -

Engineering Info
Engineering Info To Find Given Formula 1. Basic Geometry Circumference of a circle Diameter Circumference = 3.1416 x diameter Diameter of a circle Circumference Diameter = Circumference / 3.1416 2. Motion Ratio High Speed & Low Speed Ratio = RPM High RPM Low RPM Feet per Minute of Belt RPM = FPM and Pulley Diameter .262 x diameter in inches Belt Speed Feet per Minute RPM & Pulley Diameter FPM = .262 x RPM x diameter in inches Ratio Teeth of Pinion & Teeth of Gear Ratio = Teeth of Gear Teeth of Pinion Ratio Two Sprockets or Pulley Diameters Ratio = Diameter Driven Diameter Driver 3. Force - Work - Torque Force (F) Torque & Diameter F = Torque x 2 Diameter Torque (T) Force & Diameter T = ( F x Diameter) / 2 Diameter (Dia.) Torque & Force Diameter = (2 x T) / F Work Force & Distance Work = Force x Distance Chain Pull Torque & Diameter Pull = (T x 2) / Diameter 4. Power Chain Pull Horsepower & Speed (FPM) Pull = (33,000 x HP)/ Speed Horsepower Force & Speed (FPM) HP = (Force x Speed) / 33,000 Horsepower RPM & Torque (#in.) HP = (Torque x RPM) / 63025 Horsepower RPM & Torque (#ft.) HP = (Torque x RPM) / 5250 Torque HP & RPM T #in. = (63025 x HP) / RPM Torque HP & RPM T #ft. = (5250 x HP) / RPM 5. Inertia Accelerating Torque (#ft.) WK2, RMP, Time T = WK2 x RPM 308 x Time Accelerating Time (Sec.) Torque, WK2, RPM t = WK2 x RPM 308 x Torque WK2 at motor WK2 at Load, Ratio WK2 Motor = WK2 Ratio2 6. Gearing Gearset Centers Pd Gear & Pd Pinion Centers = ( PdG + PdP ) / 2 Pitch Diameter No. of Teeth & Diametral Pitch Pd = Teeth / DP Pitch Diameter No. -

Optimizing the Cylinder Running Surface / Piston System of Internal
THIS DOCUMENT IS PROTECTED BY U.S. AND INTERNATIONAL COPYRIGHT. It may not be reproduced, stored in a retrieval system, distributed or transmitted, in whole or in part, in any form or by any means. Downloaded from SAE International by Peter Ernst, Saturday, September 15, 2012 04:51:57 PM Optimizing the Cylinder Running Surface / Piston 2012-32-0092 System of Internal Combustion Engines Towards 20129092 Published Lower Emissions 10/23/2012 Peter Ernst Sulzer Metco AG (Switzerland) Bernd Distler Sulzer Metco (US) Inc. Copyright © 2012 SAE International doi:10.4271/2012-32-0092 engine and together with the adjustment of the ring package ABSTRACT and the piston a reduction of 35% in LOC was achieved. This Rising fuel prices and more stringent vehicle emissions engine will go into production in September 2012 with requirements are increasing the pressure on engine limited numbers coated in the Sulzer Metco Wohlen facility manufacturers to utilize technologies to increase efficiency in Switzerland, until an engineered coating system is ready on and reduce emissions. As a result, interest in cylinder surface site to start large series production. More details on the coatings has risen considerably in the past few years. Among engine performance and design changes made to the cast these are SUMEBore® coatings from Sulzer Metco. These aluminium block in order to take full advantage of the coating coatings are applied by a powder-based air plasma spray on the cylinder running surfaces is presented in the paper (APS) process. The APS process is very flexible, and can from Zorn et al. [1]. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end.