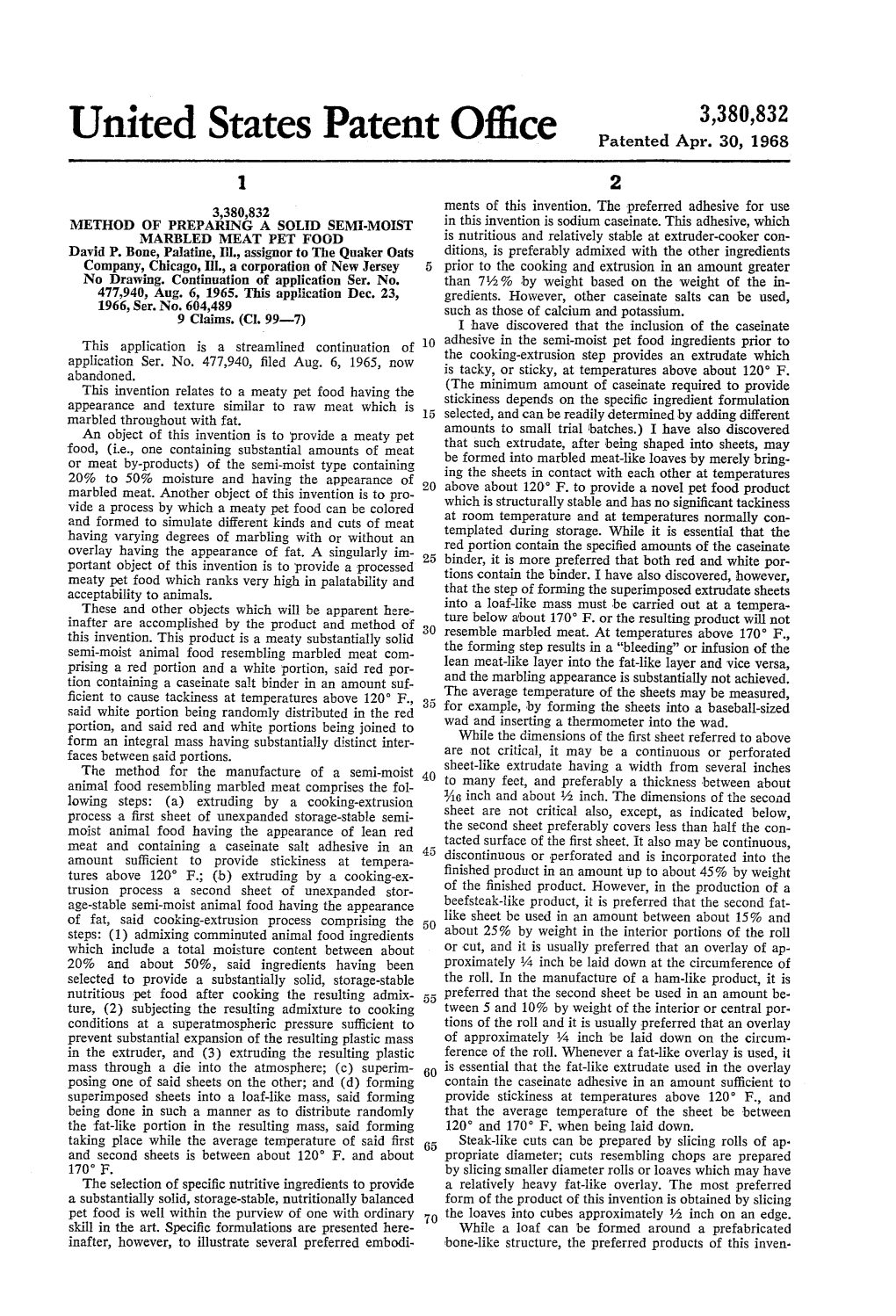
United States Patent Office Patented Apr
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Beef Sirloin /Roast Beef
WELCOME! COME AND ENJOY THE OLDEST METHOD OF COOKING MEAT IN A VERY SPECIAL WAY WHICH GUARANTEES YOU UNIQUE QUALITY. WE DO NOT SIMPLY GRILL. NO! WE SPOIL OUR CLUB MEMBERS AND GUEST WHERE MEAT IS CONCERNED BUT ALSO WITH FISH AND EVERYTHING ELSE THAT CAN BE COOKED ON AN OPEN FIRE. OUR HAJATEC® GRILL IS EQUIPPED WITH A PATENTED HIGH-TECH GRILLAGE. IT GIVES AN OPTIMAL PLEASURE OF GRILLING WITHOUT ANY FAT DIPPING INTO THE EMBER! GRILLING IS DONE DIRECTLY OVER CHARCOAL, THEREBY ALL GRILLED FOOD GETS THIS TYPICAL HAJATEC® GRILL FLAVOUR. OUR CHARCOAL CONSISTS OF 2 VARIETIES MARABU WOOD AND COCONUT HUSK, - PURE NATURAL PRODUCTS WHICH ALSO SUPPORTS SUSTAINABILITY. CONCLUSION: ENJOY THE HEALTHIEST WAY OF EATING - EATING FOOD GRILLED OVER AN OPEN FIRE. AS ALL OUR MEALS ARE FRESHLY PREPARED WE ASK YOU KINDLY FOR YOUR PATIENCE. *** "NO PLEASURE IS TEMPORARY BECAUSE THE IMPRESSION IT LEAVES BEHIND IS PERMANENT" (JOHANN WOLFGANG VON GOETHE) ENJOY YOUR MEAL. 2 COOKING LEVELS CA. 46°C RAW BLUE RARE VERY RARE (115°F) SEARED ON THE OUTSIDE. COMPLETELY RED INSIDE. CA. 49°C - RARE (120°F) SEARED AND STILL RAW 75% INSIDE. CA. 52°C MEDIUM RARE (126°F) SEARED WITH 50% RAW CENTRE. 3 CA. 57°C P INK - MEDIUM (134°F) SEARED OUTSIDE. 25% PINK INSIDE. CA. 66°C - MEDIUM WELL (150°F) DONE THROUGHOUT WITH A SLIGHT HINT OF PINK. CA. 71°C - WELL DONE (160°F) WELL-DONE. 100% BROWN. THE MEAT MOTIVES ARE GRAPHIC ILLUSTRATIONS AND CAN DIFFER IN SHAPE AND COLOUR FROM NATURAL PRODUCT. 4 IMPORTANT INFORMATION! KOBE AND WAGYU BEEF CONSUMPTION IN LARGE QUANTITIES OF THIS NOBLE AND HIGH QUALITY MEAT IS NOT ALWAYS WITHOUT PROBLEMS. -

Menu for Week
Featured Tsa Tsio (“saat-soo”) (Duroc) $10 per lb. Madagascar's version of Chinese Char Sui pork. Strips of Duroc pork shoulder are cured and marinated overnight in a mix of honey, vanilla-infused rum, our house- made Chinese 5-spice and a little Madagascar-style hot sauce. Enjoy like jerky or slice & use in sandwiches, ramen, salads etc. Pulled Pork (Berkshire) $8 per lb. Whole local Berkshire pork shoulders rubbed with salt and pepper for 2 days. Cold-smoked for 8 hours over a real wood fire of oak and fruitwoods. Then roasted very low and very slow in an oven overnight. Scottish Black Pudding $8 per lb. Traditional blood pudding from Scotland thickened with milk-cooked oats and seasoned with bacon ends, sage and allspice. Ready for a fry up. Smoked Candied Peanuts $4 per đ lb. pack Sweet, crunchy and just a touch of heat. BACONS Brown Sugar Beef Bacon (Piedmontese beef) $9 per lb. (sliced) Grass-fed local Piedmontese beef belly dry- cured for 10 days, coated with black pepper, glazed with brown sugar and smoked over oak and juniper woods. Traditional Bacon (Duroc) $8 per lb. (sliced) No sugar. No nitrites. Nothing but pork belly, salt and smoke. Thick cut traditional dry-cured bacon smoked over a real fire of oak and fruitwoods. Garlic Bacon (Duroc) LIMITED $8 per lb. (sliced) Dry-cured Duroc pork belly coated with garlic and smoked over real wood fire. Black Crowe Bacon (our house bacon) (Duroc) $9 per lb. Dry-cured double-smoked bacon seasoned with black pepper, coffee grounds, garlic and Ancho chili. -
Historic, Archived Document Do Not Assume Content
Historic, archived document Do not assume content reflects current scientific knowledge, policies, or practices. U. S. DEPARTMENT OF AGRICULTURE. FARMERS' BULLETIN No. 183. 'H.S *.« „.I --see revved« "binders at end of file MEAT ON THE FARM: BUTCHERING, CURING, AND KEEPING. ANDREW BOSS, Of the College of Agriculture, University of Minnesota. WASHINGTON : GOVERNMENT PRINTING OFFICE. I9O3. LETTER OF TRANSMITTAL. U. S. DEPARTMENT OF AGRICULTURE, BUREAU OF ANIMAL INDUSTRY, Washington^ D. C, October 1, 1903. SIR: I have the Honor to transmit herewith the manuscript of an article on Meat on the Farm: Butchering, Curing, and Keeping, by Mr. Andrew Boss, of the University of Minnesota, an eminent author- ity on the subject, and to recommend its publication as a Farmers' Bulletin. Respectfully, D. E. SALMON, Chief. Hon. JAMES WILSON, Secretary. 2 188 CONTENTS. Butchering 5 Selection of animals 5 Condition _ 5 Breeding and other factors , 6 Age for killing $ Preparation of animals for slaughter Q Killing and dressing cattle 7 Bleeding g Skinning and gutting 9 Dressing veal I4 Treatment of hides 14 Dressing sheep _ 14 Kimng 15 Skinning I5 Gutting 16 Dressing hogs I7 Killing 17 Scalding and scraping • ig Gutting. 20 Dressing poultry 20 Keeping of meats 21 Cooling the carcass 21 Cutting up meat _ _ _ 22 The cuts of beef • 22 Uses of the cuts of beef ..-. 23 Cutting mutton _ _ _ 24 Cutting pork 25 Cutting veal 26 Keeping fresh meat .m 27 Cold storage 27 Snow packing 28 Cooking 28 Curing meats 29 Vessels for curing 29 Preservatives 29 Curing in brine and dry curing compared 30 Recipes for curing : 30 Corned beef 30 Dried beef * 3] Plain salt pork 3I Sugar-cured hams and bacon 32 Dry-cured pork 32 Head-cheese 32 Scrapple 33 Pickled pig's feet 33 Trying out lard 33 183 3" Curing meats—Continued. -

The Protein Debate – Understanding the Movement to Plant-Based Eating
The Protein Debate – understanding the movement to plant-based eating Kellogg Rural Leadership Programme Course 41 2020 Kate Downie-Melrose 1 I wish to thank the Kellogg Programme Investing Partners for their continued support: Disclaimer In submitting this report, the Kellogg Scholar has agreed to the publication of this material in its submitted form. This report is a product of the learning journey taken by participants during the Kellogg Rural Leadership Programme, with the purpose of incorporating and developing tools and skills around research, critical analysis, network generation, synthesis and applying recommendations to a topic of their choice. The report also provides the background for a presentation made to colleagues and industry on the topic in the final phase of the Programme. Scholars are encouraged to present their report findings in a style and structure that ensures accessibility and uptake by their target audience. It is not intended as a formal academic report as only some scholars have had the required background and learning to meet this standard. This publication has been produced by the scholar in good faith on the basis of information available at the date of publication, without any independent verification. On occasions, data, information, and sources may be hidden or protected to ensure confidentially and that individuals and organisations cannot be identified. Readers are responsible for assessing the relevance and accuracy of the content of this publication & the Programme or the scholar cannot be liable for any costs incurred or arising by reason of any person using or relying solely on the information in this publication. -
A True Story of Coming of Age Behind the Counter
A TRUE STORY OF COMING OF AGE BEHIND THE COUNTER The names and identifying characteristics of some individuals discussed in this book were changed to protect their privacy. girl on the block. Copyright © 2019 by Jessica Wragg. All rights reserved. Printed in the United States of America. No part of this book may be used or reproduced in any manner whatsoever without written permission except in the case of brief quotations embodied in critical articles and reviews. For information, address HarperCollins Publishers, 195 Broadway, New York, NY 10007. HarperCollins books may be purchased for educational, business, or sales promotional use. For information, please email the Special Markets Department at [email protected]. first edition Designed by Paula Russell Szafranski Title page lettering and art © Alice Pattullo Library of Congress Cataloging- in- Publication Data has been applied for. ISBN 978-0-06-286392-8 19 20 21 22 23 lsc 10 9 8 7 6 5 4 3 2 1 JOINT WORK The Chicken Jointing a chicken might just be one of the most useful things you can learn when it comes to trying butchery skills at home. Not only does it save money by allowing you to buy a whole bird instead of already prepared pieces, but you’ll have the carcass at the very end of it for some stellar soup. STEP 1 Buy the bird. Free- range birds should always be a little bigger— they’ve grown for longer and you’ll get much more flavor from them. The skin should be intact and fairly dry, and the breast and leg of equal ratio. -

Amount of Fat and Cholesterol in Meat
<:i - ( Extension Folder 382-Revised 1983 Amount of Fat and Cholesterol in Meat Abundant marbling Richard J. Epley and C. Eugene Allen AGRICULTURAL EXTENSION SERVICE • UNIVERSITY OF MINNESOTA carbon, hydrogen, and oxygen atoms. If all carbon atoms are joined by single chemical bonds, the acids are called saturated acids. If one or more double bonds occur on the chain of carbon atoms, the acid is unsat urated, has a lower melting point, and is more oily. Thus, unsaturated acids with double bonds become "saturated" with hydrogen into single bonds when hydrogen atoms are added to them in the normal Amount of fat metabolism of the animal. Animal fat contains a higher proportion of saturated fatty acids than does most fat from plant sources. As and Cholesterol illustrated in table 1, however, animal fats are not all saturated and the proportion of saturated fat to unsatu rated fat varies with the animal. Of the red meats, in Meat lamb fat is the most saturated and pork fat is the least saturated. This is why lamb fat is hardest at room tem On the cover: The photographs on the left are examples of perature, pork fat is softest, and beef fat is in between. four degrees of marbling in beef. They illustrate variations in It also is the reason why pork cannot be stored in the fat content of a specific muscle because of quality grade. The freezer as long as beef or lamb. photographs on the right are examples of three beef carcass yield grades. They illustrate how fat to lean ratios can vary in a specific cut prior to trimming. -
Preferences for Beef
Consumer Preferences for Beef Item Type text; Book Authors Seltzer, R. E. Publisher College of Agriculture, University of Arizona (Tucson, AZ) Download date 01/10/2021 18:28:15 Link to Item http://hdl.handle.net/10150/213114 Consumer Preferences for BEEF x Bulletin 267 October 1955 AGRICULTURAL EXPERIMENT STATION UNIVERSITY OF ARIZONA. TUCSON ORGANIZATION Board of Regents of the University and State Colleges of Arizona ERNEST W. MCFARLAND (ex officio), A.B:, M.A., J.D., LL.D. Governor of Arizona CLIFTON L. HARKINS (ex officio), B.S., M.A. State Supt. of Public Instruction JOHN G. BABBITT, B.S Term expires January, 1957 MICHAEL B. HODGES, Treasurer* Term expires January, 1957 JOHN M. JACOBS Term expires January, 1959 EVELYN JONES KIRMSE, A.B., A.M Term expires January, 1959 ALEXANDER G. JACOME, B.S., Secretary Term expires January, 1961 WILLIAM R. MATHEWS, A.B., President Term expires January, 1961 LYNN M. LANEY, B.S., J.D Term expires January, 1963 SAMUEL H. MORRIS, A.B., J.D., LL.D. Term expires January, 1963 RICHARD A. HARVILL, Ph.D President of the University ROBERT L. NUGENT, Ph.D Vice -President of the University Experiment Station Administration HAROLD E. MYERS, PH.D. Director RALPH S. HAWKINS, Ph.D Associate Director ARLAND R. MEADE, B.S., M.S Editor WESTERN REGIONAL RESEARCH PROJECT This project has been conducted under Title II of the Research and Marketing Act of 1946, and is a part of a general regional project dealing with consumer preference for beef.This research is being carried out cooperatively by the Agricultural Experiment Stations of Arizona, Colorado, Oregon, Texas, Washington, and Wyoming. -

About Our Farms
About our Farms Herbs by Diane Nevada Creekstone Farms Kansas By using their own compost to feed the gardens, An award-winning beef farm dedicated to producing this local grower is able to produce delicious an always tender, well-marbled meat with an vegetables, herbs, edible flowers, and microgreens unmatched flavor through humane practices and 100% organically. careful selection of breeds. Prime Color Grower’s Nevada Maple Leaf Farms Indiana A boutique grower located 50 miles from Las Vegas, A fourth-generation family-owned farm committed producing naturally grown herbs and vegetables for to raising high-quality White Pekin ducks following restaurants exclusively within the Las Vegas and sustainable and natural practices. surrounding area. Jasper Hill Farm Vermont County Line California A dynamic working dairy farm with an on-site A certified organic farm with a knack for growing creamery, an underground cheese-aging facility, lettuces, salad and cooking greens, baby root and heritage breed pig farm. All whey leftover from vegetables, and other specialty produce. Each crop is their cheesemaking process is fed to their heritage carefully chosen based on climate suitability, taste, breed pigs that roam the woodlands beyond the and appearance. cows’ pasture. The Intuitive Forager California Deliziosa Puglia Founder Kerry Clasby intuitively forages produce An Italian artisan cheese producer dedicated to that is organic, locally-sourced, and seasonally- handcrafting traditional fresh formaggi like burrata harvested for celebrity chefs and renowned farmers’ and mozzarella using local raw Pugliese milk. markets throughout California and Las Vegas. Cape Grim Tasmania, Australia Straus Farms California A sustainable and ethical beef farm where cattle The first 100% certified organic dairy farm in the graze on island pastures with the purest air and rain Italian butcher’s restaurant U.S. -

Top Five Countries for Unusual Meats
Top five countries for unusual meats By Lisa M. Keefe on 5/22/2009 With more fresh meats going international, it's worth taking a moment to consider the list compiled by the European flight search engine SkyScanner: the top five countries for carnivores. It's actually a list of countries with interesting protein options among their national cuisines, so perhaps it's more of a list for omnivores than carnivores. So,in apparently no particular order, here is SkyScanner's list and commentary: U.S. (Florida) — Alligator. You can tuck into an alligator steak at various restaurants in Florida. Alligator meat is said to be low in fat compared to beef or lamb, and it has a fine, light-grained texture comparable to pork or chicken. China — Snake. The variety of animals that the Chinese eat seems to encompass every living creature that roams the earth, air and sea, including snake-on-a-stick that can be bought from street vendors in cities like Beijing, alongside scorpion-on-a-stick and seahorse-on-a-stick. Slovenia — Horse burger. Horse is commonly consumed in many European, South American and Asian nations. In Slovenia, horse meat is readily available from supermarkets and restaurants. The renowned Red Hot-Horse take-away joint in capital Ljubljana offers a tasty horse burger for just three euros. Japan — Kobe beef. Kobe cattle are well cared-for; their diet includes beer and they are regularly massaged by hand, which produces a succulent, mouth-wateringly marbled meat. This tender loving care doesn't come cheap though; at more than $315 per pound, Kobe beef is the most expensive in the world. -

Impact of Diet and Quality Grade on Meat Quality Characteristics and Their Relationship to Oxidative Stress
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Theses and Dissertations in Animal Science Animal Science Department 5-2020 Impact of Diet and Quality Grade on Meat Quality Characteristics and Their Relationship to Oxidative Stress Nicolas Bland University of Nebraska - Lincoln, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/animalscidiss Part of the Agriculture Commons, and the Animal Sciences Commons Bland, Nicolas, "Impact of Diet and Quality Grade on Meat Quality Characteristics and Their Relationship to Oxidative Stress" (2020). Theses and Dissertations in Animal Science. 197. https://digitalcommons.unl.edu/animalscidiss/197 This Article is brought to you for free and open access by the Animal Science Department at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Theses and Dissertations in Animal Science by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. Impact of Diet and Quality Grade on Meat Quality Characteristics and Their Relationship to Oxidative Stress by Nicolas A. Bland A THESIS Presented to the Faculty of The Graduate College at the University of Nebraska In Partial Fulfillment of Requirements For the Degree of Master of Science Major: Animal Science Under the Supervision of Professor Chris R. Calkins Lincoln, Nebraska May, 2020 Impact of Diet and Quality Grade on Meat Quality Characteristics and Their Relationship to Oxidative Stress Nicolas A. Bland, M.S. University of Nebraska, 2020 Advisor: Chris R. Calkins Marbling and tenderness in meat are some of the most impactful factors for the consumer eating experience. The cause of the relationship between marbling and tenderness is still unresolved. -

Soups Salads Cold Starters Hot Starters Steaks Hot
SOUPS HOT MEAT DISHES HOT FISH DISHES 1 portion / 1/2 1 portion / 1/2 hoMe style Veal duMplings 450 beef tongue with porcini sauce 790 grilled dorado 790 baby sQuid ����������������������� 100 g 390 Vegetable soup 250/140 potato soup with bacon, rilled chicken breast rilled laMb tongues harcoal grilled salMon steak g g 990 c king prawns 100 g 540 philadelphia cheese with toMato sauce 460 with tartar sauce 930 MushrooM soup 310/180 Marbled beef shish kebab and truffle oil 390/210 wild tuna 100 g 580 «ribeye» borsht ������������������� 360/200 beef stroganoff «ribeye» with Vegetables 1190 baked halibut black bean soup with ceps and Mashed potatoes 520 in parchMent paper 940 ea soup with sMoked Meat stewed shank of new zealand laMb far east scallop 100 g 690 p 360/200 with sMoked Meat ������������������� 490/250 beef heart with onion sauce 520 with Vegetables 1280 charcoal grilled wild tuna steak eef tails soup b 380/190 beef tongue in broth with tropical salsa 1390 crab phalanxes 100 g 1440 hoMeMade cabbage rolls rack of new zealand laMb shchi with ceps 390/210 with horseradish ������������������� 570/290 with Veal 550 cooked oVer the charcoal 1490 hoMe style solyanka 390/210 fish soup with seafood ������������������ 730 hoMe style Veal zrazy SAUCES FOR FISH with MushrooM sauce 560 PASTA WILD -

Meat Cutting and Processing for Food Service Meat Cutting and Processing for Food Service
Meat Cutting and Processing for Food Service Meat Cutting and Processing for Food Service The BC Cook Articulation Committee BCCAMPUS VICTORIA, B.C. Meat Cutting and Processing for Food Service by The BC Cook Articulation Committee is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted. © 2015 go2HR The CC licence permits you to retain, reuse, copy, redistribute, and revise this book—in whole or in part—for free providing the author is attributed as follows: Meat Cutting and Processing for Food Service by the BC Cook Articulation Committee is used under a CC BY 4.0 Licence. If you redistribute all or part of this book, it is recommended the following statement be added to the copyright page so readers can access the original book at no cost: Download for free from the B.C. Open Textbook Collection. Sample APA-style citation: This textbook can be referenced. In APA citation style, it would appear as follows: BC Cook Articulation Committee. (2015). Meat Cutting and Processing in the Food Service Industry. Victoria, B.C.: BCcampus. Retrieved from https://opentextbc.ca/meatcutting/ Cover image attribution: Meatcutting by go2HR is used under a CC BY 4.0 Licence. Ebook ISBN: 978-1-989623-09-1 Print ISBN: 978-1-989623-08-4 Visit BCcampus Open Education to learn about open education in British Columbia. This book was produced using Pressbooks.com, and PDF rendering was done by PrinceXML. Contents About BCcampus Open Education vii Preface viii Accessibility Statement ix Meat Science and Nutrition