Designing Your Dust Collection System to Meet NFPA Standards — Part I
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Owner's Manual & Safety Instructions
Owner’s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product’s serial number in the back of the manual near the assembly diagram (or month and year of purchase if product has no number). Keep this manual and the receipt in a safe and dry place for future reference. 20i Visit our website at: http://www.harborfreight.com email our technical support at: [email protected] Visit our website at: http://www.harborfreight.com email our technical support at: [email protected] When unpacking, make sure that the product is intact and undamaged. If any parts are missing or broken, please call 1-888-866-5797 as soon as possible. Copyright© 2020 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in Read this material before using this product. any shape or form without the express written consent of Harbor Freight Tools. Failure to do so can result in serious injury. Diagrams within this manual may not be drawn proportionally. Due to continuing SAVE THIS MANUAL. improvements, actual product may differ slightly from the product described herein. Tools required for assembly and service may not be included. table of contents Safety ......................................................... 2 Maintenance ............................................... 6 Specifications ............................................. 4 Parts List and Diagram ............................... 7 Setup .......................................................... 4 Warranty ..................................................... 8 Sa Operation .................................................... 4 F ety WarninG SyMBOLS anD DeFinitiOnS This is the safety alert symbol. It is used to alert you to potential personal injury hazards. Obey all safety messages that follow this symbol to avoid possible injury or death. -
2-1/2" Complete Dust Collection Network Assembled According to the Instructions
INSTRUCTION SHEET Model No. 70259 WARNING Do not attempt to operate tool until it is completely 2-1/2" Complete Dust Collection Network assembled according to the instructions. WARNING QUESTION... Metal shavings or dust can set sawdust on fire. Collect wood materials only. Do not collect metal shavings or 1•847•780•6120 dust with anything that has metal in it. Disconnect dust collector system from any tool before working on metals. Visit us on the web at www.powertecproducts.com Remove all traces of wood dust from inside that tool’s dust traps. Remove all traces of metal shavings or dust before reconnecting the vacuum/dust collector. Put these instructions and the original sales invoice in a safe, dry place for future reference. CAUTION If using this Dust Collection Network to help keep airborne wood dust in heavy usage within acceptable limits, you IMPORTANT SAFETY INSTRUCTIONS must regularly monitor airborne dust and maintain the Dust This system is designed to be used with a vacuum cleaner/ Collection Network to avoid exceeding dust limits. Each dust extractor with at least 100 CFM. Always follow basic application is unique. The maintenance schedule must be safety precautions including the following. for the specific Dust Collection Network being used. IMPORTANT: Always ensure the dust collection network is WARNING properly grounded. If in doubt, contact an electrician. For your own safety, read and understand all warnings and SAVE ALL WARNINGS AND INSTRUCTIONS operating instructions before using any tool or equipment. FOR FUTURE REFERENCE WARNING UNPACKING Some dust created by operation of power tool contains chemicals known to the State of California to cause cancer, Refer to Figure 1 birth defects or other reproductive harm. -

AP42 Chapter 9 Reference
1 AP-42 Section Number: 9.9.1 Reference Number: 3 Title: Review Of Compliance Monitoring Programs With Respect To Grain L.I /p' Elevators, Final Report \ J Midwest Research Institute March 1980 ,. 2. .\ .#. ., .-?. , ,/ , , .. : 'I . I., .. , ,.. / MIDWEST RESEARCH..-*--*--- REVIEW OF CONPLLLYCE MONITORIXTG PXOGRAiiS WITH XESPECT TO GUIX ELEVtZORS .. \ FINAL REPORT Date Prepared: ?larch 24, 1980 ET3 Contract No. 68-01-4139. Task Xcs. 12 and 1& MRI Project Nos. 4310-i(12 and 14) EO r Division of Stationary Scurse Enforcement E.3. Environmental Protection Agency 401 14 Street, S.W. Fiashington, D .Z. ?.Ob60 Attn: Robert i. King MIDWEST RESEARCH INSTITUTE 425 VOLKER.BOULEVARD, KANSAS CITY, MISSOURI 64110 0 816 753-7600 .. I II EPA REVIEW NOTICE 1 t This report has been reviewed and approved by the Environ- mental Protection Agency. Approval does not signify that the contents necessarily reflect the views and policies of the government, nor does mention of trade names or cmr- cia1 products constitute endorsement or recommendation for i use. I I I I I I I i MRI -NORTH STAR LABORATORIES 10701 Red Circle Drive, Minnetonka. Minnesota 55343 - 612 933-7880 I MRI WASHINGTON,D.C. 20006-Suite 250,1750K Street, N.W.* 202 293-3800 REVIEW OF COMPLIANCE MONITORING PROGRAMS WITH RESPECT TO GRAIN ELEVATORS FINAL REPORT Date Prepared: March 24, 1980 EPA Contract No. 68-01-4139, Task Nos. 12 and 14 MXI Project Nos. 4310-L(12 and 14) For Division of Stationary Source Enforcement U.S. Environmental Protection Agency 401 M Street, S.W. Washington, D.C. 20460 Attn: Robert L. -
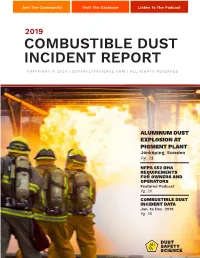
2019 Combustible Dust Incident Report Copyright © 2020 | Dutsafetyscience.Com | All Rights Reserved
Join The Community Visit The Database Listen To The Podcast 2019 COMBUSTIBLE DUST INCIDENT REPORT COPYRIGHT © 2020 | DUTSAFETYSCIENCE.COM | ALL RIGHTS RESERVED ALUMINUM DUST EXPLOSION AT PIGMENT PLANT Jönköping, Sweden Pg. 13 NFPA 652 DHA REQUIREMENTS FOR OWNERS AND OPERATORS Featured Podcast Pg. 20 COMBUSTIBLE DUST INCIDENT DATA Jan. to Dec. 2019 Pg. 35 TABLE OF CONTENTS LETTER FROM THE AUTHOR ........................................................... 1 REPORT SUMMARY ................................................................................... 2 INCIDENT DATA Materials Involved .................................................................................... 3 Industries Involved ...................................................................................4 Equipment & Causes ................................................................................ 5 2019 OSHA Citations ................................................................................ 7 HIGHLIGHTED INCIDENTS Metal Dust Explosion at University in Beijing, China ..........................................9 Grain Silo Dust Explosion in Clinton, Iowa ......................................................... 10 Woodworking Plant Dust Explosion in Anzegem, Belgium .............................. 11 Dust Collector Explosion at Biorefinery in Cloverdale, Indiana ..................... 12 Aluminum Dust Explosion at Pigment Plant in Jönköping, Sweden ............ 13 Boiler Explosion at Pharmaceutical Facility in Andhra Pradesh, India ......... 15 Grinder Explosion -
Easy Duct Technical Manual
EASY DUCT™ TECHNICAL MANUAL THE EASY DUCT ADVANTAGE • Simple to install - No special tools or training required • Clamp-together components can be taken apart and reused • Flexible - Easily connects to existing ductwork • Components and adapters fit every system • Adjustable duct fittings simplify connections • Smooth interior surface helps prevent clogs EASY DUCT™ - TECHNICAL MANUAL EASY DUCT™ - TECHNICAL MANUAL TABLE OF CONTENTS DESCRIPTION PAGE Adjustable Nipple Assembly For Dry Application 34 Adjustable O-Ring Material 4 Air Volume Chart 37 Blast Gate (Auto) 17 Blast Gates (Manual & Energy Saving) 18-19 Bleed-In Valve 15 Branch Styles 31 Ceiling Hanging Method 23 Clamp Diagram 3 Clamp Gasketing Alternatives 4 Construction Methods 5 Diverter Valve 20 Dry System Installation 30 Elbows & Fittings 6 Engineering Specifications 1 Flanged Duct Specifications 2 Flashing (Wall & Roof) 21 Gauge Limitations 8 Gauge Upgrades For Elbows 7 Gripple Hanger System 24 High Temp Fume Or Exhaust Applications 28 In-Line Sound Silencer 26 Installing An In-Cut Or Tap-In 16 Labor Guidlines & What To Be Aware Of When Ordering 27 Leakage 10 No-Loss Stack-Head 26 Oil Mist Or Wet Application For Pipe 35 Oil Mist Or Wet Application For Installation Of Adjustable Nipple 36 Pipe Stand With Bracket Hanger 23 Reducer Styles 32 Rigid & Ultra Flex Hose 14 Rubber Flex Hose 13 Sizing A System & Cfm/Fpm Chart 11 Sizing Branches 33 Sizing Elbows & Special Components 12 Structural Integrity & Collapsibility 9 Wall Mounting 22 Wet System Installation 29 i Donaldson Torit donaldsontorit.com | 800-365-1331 1 EASY DUCT™ - TECHNICAL MANUAL EASY DUCT™ - TECHNICAL MANUAL ENGINEERING SPECIFICATIONS DUCT-WORK: All duct-work shall be of a clamp-together design using a die-formed, rolled edge in which is then joined together by a single lever clamp of similar material. -
Joe Radniecki, PE Project Manager
PROFESSIONAL BACKGROUND Joe Radniecki, PE Project Manager REPRESENTATIVE EXPERIENCE AIR HANDLING Kiln Pre-Heat Burner Replacements, United States Steel Corp: Responsible for the design and detailed mechanical and structural drawings and specifications for natural gas fired burner and air systems to replace the existing components and improve emissions, efficiency and throughput. Mr. Radniecki served as project manager and lead mechanical engineer. Dust Collection System Installations, United States Steel Corp: EDUCATION Complete mechanical and structural design and specifications for several Bachelor of Science in Mechanical dust collection systems to improve fugitive emissions and plant environmental conditions. Mr. Radniecki served as project manager and Engineering, University of Minnesota, lead mechanical engineer. 1990 CERTIFICATION MATERIAL HANDLING Process Safety Management Hazard Woodroom Infeed & Debarking System, Sappi Fine Paper: Analysis (HAZOP) Mr. Radniecki served as project manager responsible for replacement of woodroom infeed wood handling, deicing conveyor, and bark removal systems as part of a large mill conversion project. Responsibilities included PROFESSIONAL COURSES installation of a large electric pedestal mounted wood handling crane and (3) ASME B31.1 Power Piping Design rotary debarkers as well as significant modifications to infeed conveying and ASME B31.3 Chemical Piping Design deicing systems. EXPERIENCE Chipper and Screening System Upgrade, Sappi Fine Paper: Prior to starting at SPA in 2015, Joe Team was responsible for the installation and startup of a new 5000 tpd Radniecki had been a mechanical chipping and screening line in the company’s wood processing facility. Mr. engineer and project manager at a large Radniecki served as lead mechanical engineer as well as outage and industrial manufacturing facility (1990- startup coordinator. -

Owner S Manual
BD9:AL&-&' K6G>67A:HE::9EA6C:G$ BDJA9:GL>I=HI6C9 DLC:GHB6CJ6A ;DGBD9:AHB6CJ;68IJG:9H>C8:($%. E]dcZ/(+%,()"()-'Dca^cZIZX]c^XVaHjeedgi/iZX]"hjeedgi5h]de[dm#W^o 8DENG><=IB6G8=!'%%.7NLDD9HID8@>CI:GC6I>DC6A!>C8#G:K>H:96J<JHI!'%%.IG L6GC>C</CDEDGI>DCD;I=>HB6CJ6AB6N7:G:EGD9J8:9>C6CNH=6E:DG;DGBL>I=DJI I=:LG>II:C6EEGDK6AD;LDD9HID8@>CI:GC6I>DC6A!>C8# &&(..8G Eg^ciZY^cIV^lVc Model W1812 Variable Speed Planer/ Moulder With Stand Manual Update Phone #: (360) 734-3482 • Online Tech Support: [email protected] • Web: www.shopfox.biz Improvements to this machine were made since the manual was originally printed, and this manual update covers those changes. Keep this page with your owner's manual in case you ever need to refer to it. New and Updated Parts Added For improved shipping stability, we added an updated shipping brace system, which is shown We have added a series of parts to the Model as the numbered items in Figure 2. W1812. For increased machine safety, we added a chain guard shown as item 86 in Figure 1. For increased leadscrew stability, we added the col- 210-1 lar shown as item 95V2. 211 244 211 Updated 207 on Page 48 240V2 210-2 211 86 Updated on Page 47 211 207 95V2 Updated on Page 45 Figure 2. W1812 shipping brace system. REF PART # DESCRIPTION 86 X1812086 SAFETY GUARD 95V2 X1812095V2 COLLAR V2.10.09 207 XPN02 HEX NUT 5/16-18 210-1 XPB03 HEX BOLT 5/16-18 X 1 210-2 XPB12 HEX BOLT 5/16-18 X 1-1/4 211 XPW07 FLAT WASHER 5/16 240V2 X1812240V2 BRACKET V2.10.09 Figure 1. -

25 Point Combustible Dust Inspection Guide
25 Point Combustible Dust Inspection Guide Application | These guidelines apply to woodworking operations with a potential risk of explosion. There is no restriction on the size of the work area. Codes and Regulations National Fire Protection Association (NFPA) Wood dust is broken into two categories: deflagrable wood dust and dry nondeflagrable wood dust. Deflagrable Dry Nondeflagrable Deflagrable wood dust is defined as wood particulate that will Dry Nondeflagrable wood dust is defined as wood particulate with a propagate a flame front, thus presenting a fire or explosion hazard, mass median particle size greater than 500 microns (material that will when suspended in air, or the process-specific oxidizing medium over not pass through a U.S. No. 35 Standard Sieve), having a moisture a range of concentrations, regardless of particle size or shape; wood content of less than 25 percent (wet basis). particulate with a mass median particle size of 500 microns or smaller (material that will pass through a U.S. No. 35 Standard Sieve), having a moisture content of less than 25 percent (wet basis). Wood-derived materials include but are not limited to sawdust, planer shavings, hoggings, wood flour, and moulder waste. Fire Prevention Act CHAPTER F-13 “building” means a structure used or intended to be used for supporting or sheltering any use or occupancy; 30(1)The Lieutenant-Governor in Council may make regulations (d) prescribing building standards and fire prevention standards, New Brunswick Regulation 82-20, Fire Prevention and Inspection -

Cartridge Dust Collector System Operation's Manual
CARTRIDGE DUST COLLECTOR SYSTEM OPERATION’S MANUAL INDUSTRIAL VACUUM EQUIPMENT CORP. N7959 BIRCH RD. IXONIA, WI 53036 www.industrialvacuum.com REVIEW THIS MANUAL BEFORE OPERATING THE DUST COLLECTOR SYSTEM 20000 DUST COLLECTOR OPERATION’S MANUAL ELECTRIC SKID MODEL TABLE OF CONTENTS SECTION 1: GENERAL INFORMATION AND INSTALLATION INSTRUCTIONS 1.1 EQUIPMENT VIEW AND IDENTIFICATION 1.2 INSPECTION OF EQUIPMENT 1.3 UNLOADING THE DUST COLLECTION SYSTEM 1.4 SETTING UP THE DUST COLLECTION SYSTEM 1.5 CONNECTING COMPRESSED AIR SUPPLY 1.6 CONNECTING ELECTRICAL SUPPLY 1.7 CONNECTING FILTER SPRINKLER SYSTEM SECTION 2: OPERATIONS AND SHUTDOWN INSTRUCTIONS 2.1 INITIAL START-UP PROCEDURES 2.2 OPERATING THE DUST COLLECTION SYSTEM 2.3 EFFECTIVE OPERATIONS AND CONSIDERATIONS 2.4 SHUTDOWN PROCEDURE 2.5 EMERGENCY SHUT DOWN PROCEDURE SECTION 3: MAINTENANCE AND TROUBLESHOOTING INSTRUCTIONS 3.1 ROUTINE MAINTENANCE 3.2 CARTRIDGE REMOVAL AND INSTALLATION 3.3 CARTRIDGE REMOVAL/INSTALLATION VIEW AND IDENTIFICATION 3.4 ROTARY VALVE DISCHARGE SYSTEM 3.5 TROUBLESHOOTING 3.6 TECHNICAL SUPPORT AND CONTACT INFORMATION SECTION 4: SPECIFICATIONS AND OPTIONAL EQUIPMENT 4.1 EQUIPMENT DATA 4.2 CERTIFIED LIFTING DIAGRAM 4.3 MAGNETIC PARTICLE TEST DATA 4.4 OPTIONAL ACCESSORIES SECTION 5: MAJOR COMPONENTS AND REFERENCE INFORMATION 5.1 MOTOR AND STARTER 5.2 CENTRIFUGAL FAN 5.3 ELECTRICAL COMPONENTS 5.4 WIRING SCHEMATICS SECTION 6: WARRANTY AND SERVICE NOTES SECTION 7: SPARE PARTS LIST SECTION 8: UL TESTING REPORT 20000 DUST COLLECTOR OPERATION’S MANUAL ELECTRIC SKID MODEL SECTION 1: GENERAL INFORMATION AND INSTALLATION INSTRUCTIONS 1.1 EQUIPMENT VIEW AND IDENTIFICATION SPECIAL INFORMATION ABOUT THE CARTRIDGE DUST COLLECTOR SYSTEM Each Dust Collection System is built with standard equipment options, but also can be built with specific customized features. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Wood Dust Collection System Design and Inspection
WorkSafe Bulletin Wood dust collection system design and inspection The hazards of wood dust Wood dust emitted from sawing, planing, sanding, and other operations can cause a variety of health effects when inhaled. Depending on the type of wood used, the effects can range from allergies to nasal cancer. Wood dust is also flammable and combustible. Fine dust accumulations may explode if an ignition source (e.g., open flame, friction, or sparks) is present. A dust collection system can reduce the risks A properly designed wood dust collection system will reduce worker exposure and help prevent accumulations of dust around operating equipment. A typical system Dust collection system for a table saw consists of a capture hood, a fan, ducting, and a filter. Dust collection systems can be purchased or designed and constructed for a particular operation or piece of equipment. Equipment suppliers can provide some guidance. However, a professional mechanical engineer (P.Eng.) who specializes in dust control systems can ensure that a system is properly designed for a particular operation to maximize efficiency and safety. Ensuring a collection system works well The following recommendations can help ensure that a wood dust collection system works efficiently: • Place the collection hood as close as possible to the point of dust generation. • Ensure that the hood encloses the dust-producing operation as much as possible and does not interfere with the process. • Position the collection hood to take advantage of any Avoid sharp bends or connections in ducting inertia the dust might have (e.g., on the bottom of a saw blade designed to cut on the downstroke). -

Combustible Dust in Wood Products Manufacturing a Shop-Floor Guide for Employers and Supervisors About Worksafebc
Combustible dust in wood products manufacturing A shop-floor guide for employers and supervisors About WorkSafeBC WorkSafeBC (the Workers’ Compensation Board) is an independent provincial statutory agency governed by a Board of Directors. It is funded by insurance premiums paid by registered employers and by investment returns. In administering the Workers Compensation Act, WorkSafeBC remains separate and distinct from government; however, it is accountable to the public through government in its role of protecting and maintaining the overall well-being of the workers’ compensation system. WorkSafeBC was born out of a compromise between B.C.’s workers and employers in 1917 where workers gave up the right to sue their employers or fellow workers for injuries on the job in return for a no-fault insurance program fully paid for by employers. WorkSafeBC is committed to a safe and healthy workplace, and to providing return- to-work rehabilitation and legislated compensation benefits to workers injured as a result of their employment. About this publication This document does not replace the Occupational Health and Safety Regulation or the Workers Compensation Act. This document is not intended to explain the many health and safety requirements that apply to industry. Employers and supervisors should always refer to the Act, the Regulation, and applicable guidelines for specific requirements that apply to their work operations and activities. WorkSafeBC Prevention Information Line The WorkSafeBC Prevention Information Line can answer your questions about workplace health and safety, worker and employer responsibilities, and reporting a workplace accident or incident. The Prevention Information Line accepts anonymous calls. Phone 604 276-3100 in the Lower Mainland, or call 1 888 621-7233 (621-SAFE) toll-free in Canada.