“Design and Manufacturing of Modified Angle Jig Tool”
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Pta and Hand Tools
Precision, Quality, Innovation PTA AND HAND TOOLS Hole Saws Hacksaws Jig Saws Reciprocating Saws Portable Band Saws Measuring Tapes Utility Knives Levels Plumb Bobs Chalk Rules & Squares Calipers Protractors Punches Shop Tools Lubricant Catalog 71 PRECISION, QUALITY, iNNOVATiON For more than 135 years, manufacturers, builders and craftsmen worldwide have depended upon precision tools and saws from The L.S. Starrett Company to ensure the consistent quality of their work. They know that the Starrett name on a saw blade, hand tool or measuring tool ensures exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing superior tools, the thousands of products in today's Starrett line continue to be the most accurate, robust and durable tools available. This catalog features those tools most widely used on a jobsite or in a workshop environment. 2 hole saws Our new line includes the Fast Cut and Deep Cut bi-metal saws, and application-specific hole saws engineered specifically for certain materials, power tools and jobs. A full line of accessories, including Quick-Hitch™ arbors, pilot drills and protective cowls, enables you to optimise each job with safe, cost efficient solutions. 09 hacksaws Hacksaw Safe-Flex® and Grey-Flex® blades and frames, Redstripe® power hack blades, compass and PVC saws to assist you with all of your hand sawing needs. 31 jig saws Our Unified Shank® jig saws are developed for wood, metal and multi-purpose cutting. The Starrett bi-metal unique® saw technology provides our saws with 170% greater resistance to breakage, cut faster and last longer than other saws. -

8" Utility Workshop Vise
HAND TOOLS – 90° Vise Clamp – Magnetic Support Jig – Anvil – Vise – Jaw Caps Shipping MAGNETIC Order Capacity Jaw Jaw Weight/ SUPPORT JIG Number Miter Height Length Lbs. #M-065 90° Angle AC-325 3 11/32" 1 3/8" 4 1/8" 8 1/2 Vise Clamp Wilton 90° angle clamps take the set-up time and effort out of metalworking applications that involve $99.90 EA holding material for right angle joining, assembling, #M-063 welding or grinding. A self-centering jaw quickly adjusts to clamp work pieces, even accommodating pieces of different sizes. Speed, safety and accuracy #M-061 are the key benefits that this clamping innovation brings to your shop. The 90° angle clamp is made of high quality cast #M-060 iron and is zinc plated. The spindle, which MAG- automatically pivots for an accurate 90° grip, is also M-060 M-061 M-063 M-065 copper plated to resist weld spatter. Slotted holes TOOL are provided in the base for convenient work bench Price Ea. $5.99 $6.99 $11.99 $24.99 mounting. For added precision, work surfaces, Size Small Medium Large X-Large including base, are milled. Inches 3.6x2.4x0.44 4.7x3.4x0.56 6.3x4x0.63 7.9x5x0.88 Supports 28 lb. 45 lb. 80 lb. 95 lb. CLAMP-ON TABLE VISE: Up To Direct Lift **11 lb. **16.5 lb. **27.5 lb. **33 lb. 6" BENCH VISE, HEAVY DUTY Ea Angle Net 6 oz. 12 oz. 1.65 lb. 2.75 lb. Aluminum Weight Zinc Die **In contact with ferrous Objects of adequate thickness and Cast Body, smooth surface finish Steel Anvil MADE IN & Jaws. -

A Different Spin on the Circle-Cutting Jig Dicey Vise Tip?
TipsNews & &Tricks Views A different spin on Dicey vise tip? the circle-cutting jig Bill Schneider’s bandsaw circle-cutting jig (Oct/Nov 2019) inspired me to make my own version (see photos below). The pivot bar sits flush with the base’s surface on my modified sled. On the underside of the bar, I attached a 1" × 1/4"-20 threaded rod that passes through a slot in the base. A fixture knob threads onto the rod to hold the position. Pivot holes every two inches along the bar allow cutting diameters from 1" to 48". An epoxied rare earth magnet in the travel stop helps to hold the base steady while the jig is in use. And a 1" hole where the blade cuts allows better dust collection, especially when I remember to remove the bandsaw’s throat plate before using the jig. —Edward Koizumi, Oak Park, IL Nothing could convince me to put my router in a vise (Dec/Jan 2020) and turn it on. Isn’t that unsafe? —Tila Talu, via email Senior editor Paul Anthony replies: Tila, if you’re concerned that the tool might jump from the vise, you can safely assure yourself that it won’t by testing the setup first with an unarmed router. Then exercise the same safety precautions that you do when using a table-mounted router. The small work surface is obviously not meant to support large work nor, of course, would you use this setup to make heavy cuts with big bits. This is really an impromptu configuration meant for small cuts on small pieces. -
Use the MICRODIAL Tapering Jig on Your Bandsaw
Use The MICRODIAL Tapering Jig On Your Bandsaw (As taught to us by Scott Phillips) 1 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com When we designed the MICRODIAL Tapering Jig, we knew it was great for table saw use, and the router table if the top is large enough. We had not really thought of using it on any but the very largest industrial band saws. But during a recent visit with Scott Phillips of “The American Woodshop” TV show, he showed us a clever way to use the MICRODIAL on a common 14” bandsaw. Scott had added a simple plywood extension table onto his 14” bandsaw and used a clamping straight edge as the fence. Brilliant! Scott’s band saw has a pair of steel tubes already mounted so he used toggle clamps to connect his table onto the saw. Our table was a different design, so we needed to figure out our own design. You may need to adapt this to your specific table and materials on hand. 2 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com A leftover side from a shipping crate was the basis of this table. The ply was a bit rough, so it was sanded and laminated to provide a smooth working surface. Cleats along three sides will keep the 1/2" thick table flat, and clearance for the blade is a 1” wide slot so the table simply slides on from the right side of the table. The real trick is to figure out a simple and easy way to attach the auxiliary table. -

Heritage Bamboo Band Saw Jig
Heritage Bamboo Fly Rods Heritage Bamboo Band Saw Jig James E. (JED) Dempsey – Maker [email protected] Congratulations on your purchase of my Heritage Bamboo Band Saw Jig and continuing in the tradition of famed bamboo rodmakers such as Payne, Leonard, Halstead, Gillum and Uslan. As an apprentice at Payne under the tutelage of Walt Carpenter, I sawed many bamboo culms in preparation for them going on the Payne saw beveller. I am also the owner of the Uslan bamboo saw which uses a table saw blade that is very similar in design to my current jig except that we are using a band saw instead. Why a band saw? The answer is simple – less waste. A table saw blade is .125” or more thick and the band saw blade is usually .025” to .030” thick. That means for every 3 strips you get using a table saw, I get 4 strips or more depending on the width of strip you choose to cut. Using the procedures I have laid out below, you will get uniform straight strips that require little or no straightening. This produces time savings and eliminates a number of issues that split strips present. The one thing you will discover that “run out” is a myth promulgated by amateur rodmakers to justify splitting. Again, remember the great production rod companies and great classic rodmakers that today’s rodmakers try to copy and emulated all sawed cane and run out was never a real issue with them. The only exception was Garrison. One of the issues most of today’s rodmakers worry about sawing and working cane is generation of saw dust. -

Get Top Results with a Real Sharpening System
NEW DESIGN CAST FRAME FOR MAXIMUM PRECISION Tormek Jig Solutions Included with the Tormek T-8 SVM-45 Knife Jig SE-77 Square Edge Jig For most knives. Jig width 45 mm For plane irons and wood chisels. (1¾"). Long knives need to be stiff. Max tool width 77 mm (3"), max tool Minimum blade length 60 mm (23/8"). Get top results with thickness 9 mm (3/8"). Safety stops prevent Also for carver’s draw knives. the tool from slipping off the stone. UPGRADED (SE-77 replaces SE-76.) For small knives see SVM-00 under Accessories a real sharpening system SVM-140 TT-50 Truing Tool Long Knife Jig Trues the grindstone exactly round and Suitable for long and flexible knives. flat. Guided by the Universal Support, The 140 mm (5½") width of the jig which also guides the jigs. Dual knobs stabilizes a thin blade. Minimum for smooth feed across the stone. blade length 160 mm (6¼"). SVX-150 Dimensions SP-650 Stone Grader Scissors Jig Square Width 270 mm (105/8") The fine side grades the stone for a 1000 Universal Support For scissors of all sizes and shears. Edge Jig Depth 270 mm (105/8") grit finish. The coarse side of the grader • For vertical or horizontal mount. Also suitable for portable electric Height 330 mm (12") reverses the stone to normal fast grinding. • Micro adjust with scale for each 0.25 mm (0.01"). hand planer blades. Weight Activates a glazed stone. Shipping weight 18.2 kg (40.1 lbs) Machine only 14.8 kg (32.6 lbs) SVA-170 Axe Jig Leather Honing Wheel WM-200 AngleMaster For carving and carpenter’s axes. -

— 120V Electric Power Tools — Chop Saw – Bandsaw – Reciprocating
— 120V Electric Power Tools — Metabo Tools start on pg. 472 Industrial Grade Double Insulated with Auto-Stop Carbon Brushes Chop Saw – Bandsaw – Reciprocating Saw – Saddle Jig 14" Chop Saw – Model CS14-15 SADDLE JET JIG™ Chop Saw Also available in 220V - Call Order # Saddle Jet Jig ARCHER SJ2200C Pipe Set Up Illustration* $39.95 Ea The SJ2200C is a saddle jet Angled Wing Plate jig. It saddles 1/2" to 3" Sticker Gauge pipe and makes a perfect Quick release adjustable vise saddle cut in as little as 30 seconds. It fits easily adds versatility. into a chop saw with no Locking "T" Tab Order #01415 adjustments needed. In just a few simple steps, be ready Includes Instructions $299.99 Ea to weld with no grinding Pipe Channel Center-Line Gauge necessary. It will save you (Magnetic) time and money. *Jig Does not included Chop Saw or Pipe Supplied with 1 Blade (Wheel) Variable Speed Portable Band Saw – Model #4479 (For blades see page 466) POWER, PERFORMANCE, DURABILITY FOR FAST, Order #4479 PORTABLE CUTTING OF DRYWALL TRACK, ANGLE IRON, CONDUIT PIPE, CHANNELS, TUBING, REBAR AND MORE... $399.85 Ea Powerful 15 AMP Motor Designed for Maximum Cutting Trigger switch in handle Efficiency – Rugged Construction - For Use with Abrasive Cut- Quick and easy blade change Off Wheels P/N 178141 (see pages 4 & 4 ) 09 10 Variable speed selection dial • For single phase alternating current (and occasional DC use) increases versatility and provides easy job repeatability • Especially suitable for quick precise cutting of steel, non-ferrous metals, iron and cast profile.. -

A New Helicopter Model Built with OMAX Innovation
A New Helicopter Model Built with OMAX Innovation Frank Robinson has had a long history with helicopters. beginning, we hand-cut sheet metal, one sheet at a time. Fresh out of college, Robinson worked at Cessna on their Then, we used CNCs.” That sped things up, Paul says, Skyhook helicopter in the late 1950s, then spent time since the sheets could be stacked to 250-thousands of an with Kaman Aircraft and Bell Helicopter before ending up inch. But the abrasive waterjet made cutting even faster, at Hughes Helicopter, where he worked on their highly and with the advanced taper-removal Tilt-A-Jet® cutting successful Hughes 500 design. In the early 1970s, head, cutting remains high tolerance without sacrificing though, Robinson saw a market for a small, inexpensive helicopter. When no one at Hughes shared his vision, Robinson decided to do it himself, and in 1973, Robinson Helicopter Company was born. For decades, Robinson Helicopter produced their R22 and R44 helicopters through traditional machining processes. In 2004, as production began to skyrocket, Robinson purchased their first abrasive waterjet, an OMAX 55100 JetMachining® Center that was brought in to cut sheet metal. “Our abrasive waterjets have really helped us expand production yet minimize out-sourcing” says Paul Johnson. As head of Robinson Helicopter Company Tooling Department, Paul has watched Robinson production grow. In 2010, with a new turbine-powered 5-place helicopter coming into production, Robinson added 133,000 square feet to their production facility. This new model, plus continuing high demand for the R22 and R44, saw production rates in 2012 reach 45% over 2011. -
Jig Guide This Guide Should Be Read in Conjuction with Your Operating Manual
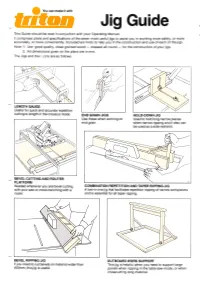
can make it with Jig Guide This Guide should be read in conjuction with your Operating Manual. It comprises plans and specifications of the seven most useful jigs to assist you in working more safely, or more accurately, or more conveniently. Included are hints to help you in the construction and use of each of the jigs. Note: 1. Use good quality, close grained wood - dressed all round - for the construction of your jigs. 2. All dimensions given on the plans are in mm. The Jigs and theit r-!Ses are as follows: LENGTH GAUGE Useful for quick and accurate repetition cutting to length in the crosscut mode. END GRAIN JIGS HOLD.DOWN JIG Use these when working on Used to hold long narrow pieces end grain. when narrow ripping and it also can be used as a side restraint. BEVEL CUTTING AND ROUTER PLATFORM Needed whenever you are bevel cutting COMBINATION REPETITION AND TAPER RIPPING JIG with your saw or cross trenching with a A two-in-one jig that facilitates repetition ripping of narrow workpieces router. and is essentialfor alltaper ripping. BEVEL RIPPING JIG OUTBOARD WORK SUPPORT lf you need to cut bevels on material wider than This jig is helpful when you need to support large 45Omm, this jig is useful. panels when ripping in the table saw mode, or when crosscutting long material. Jig Guide Length Gauge A length gauge is usefulfor quick and accurate repetition cutting to length in the crosscut mode. MAKING THE JIG VIEWED FROM THE BACK D Screw a single long straight piece of wood onto both work-stops. -
WJC176 Small Parts Mitering
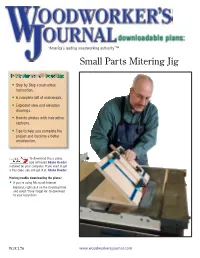
“America’s leading woodworking authority”™ Small Parts Mitering Jig • Step by Step construction instruction. • A complete bill of materierals. • Exploded view and elevation drawings. • How-to photos with instructive captions. • Tips to help you complete the project and become a better woodworker. To download these plans, you will need Adobe Reader installed on your computer. If you want to get a free copy, you can get it at: Adobe Reader. Having trouble downloading the plans? • If you're using Microsoft Internet Explorer, right click on the download link and select "Save Target As" to download to your local drive. WJC176 www.woodworkersjournal.com Build A Small Parts Mitering Jig By Bruce Kieffer 10 6 Some contractor’s saws lose accu- 11 racy when their blades (and their Exploded 12 cantilevered motors) are cranked to View 45˚. This jig solves that problem 9 and adds a considerable degree of safety to the mix as well. 13 8 7 Table (Top and End Views) 1 1 1 5 5 /8" 5 3 1 5 /4" 3 1 8 /4" 2 5 2 /8" 5 8 5 / " 3 /4" 3 1 /4 1 /4" 1 " 4 /2" 45° MATERIAL LIST Using this jig is easy. The saw T x W x L blade remains set at 5 1 Table (2) 1/2" x 13 ⁄8" x 18" 90°. Workpieces clamp to the jig’s 2 Base (1) 1/2" x 12" x 18" table, which is 45° 3 Supports (2) 3/4" x 7" x 7" relative to the saw’s 4 Adjustable Miter Bar (1) 3/8" x 3/4" x 18" table. -

Make the Most of Your Joyner Jig
MAKE THE MOST OF YOUR JOYNER JIG Explore the Varied Uses of This Jig By Dawn Petrie-George 1. Screw a wasteblock onto the indexing plate. Drilling a hole through the center of the waste block is optional. If you have an older Joyner Jig, as in the picture, without a center hole, there is no need to drill a hole through the wasteblock. The purpose of the hole is to allow the turner to poke a pencil or dowel The Joyner Jig was first introduced as a through to help remove the project jig to make pendants. However, it can from the wasteblock. be used for much more. This article will explore ways to use your Joyner 2. Attach the off‐center plate to the Jig to expand your creations, as well indexing plate using the Allen as, how to create a template for the jig screws provided. so that you can better understand the set-up and use of the jig. This article 3. Insert the mandrel into the center does not teach you how to complete hole of the off‐center plate. the turning process, rather how to use the Joyner Jig. 4. Insert the mandrel into headstock and secure with draw bar for safety. 5. Faceoff the wasteblock and secure project wood with glue or double‐ sided tape. #1 Use the jig as a faceplate The Joyner Jig can be used as a faceplate for smaller projects. To do this, complete the following steps: AAW | woodturner.org 23 copyright c 2016 American Association of Woodturners. All rights reserved. -
Introduction A
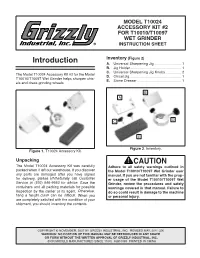
MODEL T10024 ACCESSORY KIT #2 FOR T10010/T10097 WET GRINDER INSTRUCTION SHEET Inventory (Figure 2) Introduction A. Universal sharpening Jig ........................... 1 B. Jig holder ................................................... 1 C. universal sharpening Jig Knobs ................ 2 the model t10024 accessory Kit #2 for the model D. Chisel Jig .................................................... 1 t10010/t10097 Wet grinder helps sharpen chis- E. Stone dresser ............................................ 1 els and dress grinding wheels. b a d C e Figure 2. inventory. Figure 1. t10024 accessory Kit. Unpacking the model t10024 accessory Kit was carefully Adhere to all safety warnings outlined in packed when it left our warehouse. if you discover the Model T10010/T10097 Wet Grinder user any parts are damaged after you have signed manual. If you are not familiar with the prop- for delivery, please immediately call Customer er usage of the Model T10010/T10097 Wet Service at (570) 546-9663 for advice. save the Grinder, review the procedures and safety containers and all packing materials for possible warnings covered in that manual. Failure to inspection by the carrier or its agent. Otherwise, do so could result in damage to the machine filing a freight claim can be difficult. When you or personal injury. are completely satisfied with the condition of your shipment, you should inventory the contents. Copyright © November, 2007 by grizzly Industrial, Inc. revised MAY, 2011 (Jb) Warning: NO Portion of this manual may BE reProduced in any shaPE OR form without the written APProVal of GriZZly Industrial, inc. (For models maNuFaCtured since 11/07) #Jb10089 priNted iN CHINa Operations Universal Sharpening Jig 1. DISCoNNeCt griNder From poWer! 2.