Brine Zero Liquid Discharge (ZLD) Fundamentals and Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Ion Exchange and Disposal Issues Associated with the Brine Waste Stream
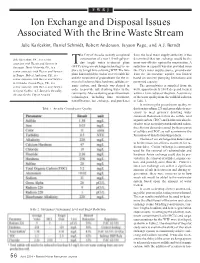
FWRJ Ion Exchange and Disposal Issues Associated With the Brine Waste Stream Julie Karleskint, Daniel Schmidt, Robert Anderson, Jayson Page, and A.J. Berndt he City of Arcadia recently completed from the local water supply authority, it was Julie Karleskint, P.E., is a senior construction of a new 1.5-mil-gal-per- determined that ion exchange would be the associate with Hazen and Sawyer in Tday (mgd) water treatment plant most cost-effective option for construction. A Sarasota. Daniel Schmidt, P.E., is a (WTP) using ion exchange technology to re- reduction in capacity was also provided since senior associate with Hazen and Sawyer place its 3-mgd lime softening WTP. The lime the City’s water supply source, groundwater in Tampa. Robert Anderson, P.E., is a plant had reached the end of its serviceable life from the intermediate aquifer, was limited senior associate with Hazen and Sawyer and the treatment of groundwater for the re- based on current pumping limitations and in Orlando. Jayson Page, P.E., is a moval of radionuclides, hardness, sulfides, or- permitted capacity. senior associate with Hazen and Sawyer ganic carbon, and fluoride was desired in The groundwater is supplied from six order to provide safe drinking water to the wells, approximately 350 ft deep and located in Coral Gables. A.J. Berndt is the utility community. After evaluating several treatment within a 1-mi radius of the plant. A summary director for the City of Arcadia. technologies, including lime treatment, of the water quality from the wellfield is shown nanofiltration, ion exchange, and purchases in Table 1. -
Leachate Generated by an Oil - and - Gas
ISSN: 0078-1576 ~ ~ o ~ ~ o ::r: f a:: o z z Leachate Generated by an Oil - and - Gas UJ ~ Brine Pond Site in North Dakota (/) 0.. zl" 0.0o· by LLJz ~~ Edwa rd C. Mu rphy a:: "1: Alan E. Kehew !Xl Cll (/) Gerald H. Groenewold (/)111 William A. Beal ~:J <':>0 I CIl QC: z~ «CIl I 0 -Jill O::e z> «~ >-; !Xl(/) Q UJ~ ~" «~ a::w2 Zt:) LLJ <.:>~ UJ~ ~/11 «0 ::r: U L.... f«L. LLJO -Jz III L. ell ..c MISCELLANEOUS SERIES 71 +'"o NORTH DAKOTAGEOLOGICALSURVEY 1J Sidney B. Anderson, c Acting State Geologist /11 1988 Reprinted from the January-February 1988, Volume 26, Number 1 issue of Ground Water Leachate Generated by an Oil-and-Gas Brine Pond Site in North Dakota by Edward C. Murphya, Alan E. Kehewb, Gerald H. Groenewoldc , and William A. Beal d ABSTRACT INTRODUCTION Two unlined ponds were used for holding and Brines typically are produced along with evaporation of brines produced with oil and gas at a well crude oil at oil-well sites. These brines are recog site in north-centra! North Dakota. The brine-evaporation nized as the major source of potential environ ponds were in use from 1959 up to the late 1970s when mental contamination associated with oil produc they were backfilled and leveled. Continued salt-water migration at this site since closure has decreased crop yields tion (Knox and Canter, 1980). The issue of how to in surrounding fields and has killed trees in a shelterbel t properly dispose of oil-field brines has been con within an area of approximately 10 acres. -

Commercial Thermal Technologies for Desalination of Water from Renewable Energies: a State of the Art Review
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 4 January 2021 doi:10.20944/preprints202101.0033.v1 Review Commercial Thermal Technologies for Desalination of Water from Renewable Energies: A State of the Art Review Jhon Feria-Díaz 1, 2, *, María López-Méndez 1, Juan Rodríguez-Miranda 3, Luis Sandoval-Herazo 1 and Felipe Correa-Mahecha 4 1 Instituto Tecnológico Superior de Misantla, Km 1.8 Carretera Lomas del Cojolite, 93821 Misantla, México; [email protected]; [email protected]; [email protected] 2 Universidad de Sucre, Cra. 28 #5-267, Sincelejo, Colombia; [email protected] 3 Universidad Distrital Francisco José de Caldas, Cra. 7 #40b-53, Bogotá, Colombia; [email protected] 4 Fundación Universidad de América, Avda Circunvalar No. 20-53, Bogotá, Colombia; [email protected] * Correspondence: [email protected] Abstract: Thermal desalination is yet a reliable technology in the treatment of brackish water and seawater; however, its demanding high energy requirements have lagged it compared to other non- thermal technologies such as reverse osmosis. This review provides an outline of the development and trends of the three most commercially used thermal or phase change technologies worldwide: Multi Effect Distillation (MED), Multi Stage Flash (MSF), and Vapor Compression Distillation (VCD). First, state of water stress suffered by regions with little fresh water availability and existing desalination technologies that could become an alternative solution are shown. The most recent studies published for each commercial thermal technology are presented, focusing on optimizing the desalination process, improving efficiencies, and reducing energy demands. Then, an overview of the use of renewable energy and its potential for integration into both commercial and non- commercial desalination systems is shown. -
Desalination Using Membrane Distillation Experimental and Numerical Study
Desalination Using Membrane Distillation Experimental and Numerical Study Alaa Kullab Doctoral Thesis 2011 Division of Heat and Power Technology Department of Energy Technology Royal Institute of Technology SE-100 44 STOCKHOLM Trita KRV-11-7 ISSN 1100-7990 ISRN KTH-KRV-11-07-SE ISBN 978-91-7501-133-2 © Alaa Kullab 2011 Doctoral Thesis / Alaa Kullab Page I ABSTRACT . Desalination has been increasingly adopted over the last decades as an option, and sometimes as a necessity to overcome water shortages in many areas around the world. Today, several thermal and physical separation technologies are well established in large scale production for domestic and industrial purposes. Membrane distillation is a novel thermally-driven process that can be adapted effectively for water desalination or water treatment in industrial applications, due to its potential lower energy consumption and simplicity. The general objective of this thesis is to contribute to the technical understanding of membrane distillation as a new technology in water treatment for both industrial and drinking water purposes, as a starting point for further improvement. The thesis includes experimental and numerical investigations that highlight some aspects of the technology application and fundamental aspects. In the field of industrial application, an experimental and numerical assessment has been carried out on an Air Gap Membrane Distillation (AGMD) prototype to assess the utilization of the technology in thermal cogeneration plants; in particular, demineralization of water boiler feed water and treating flue gas condensate. The main assessment parameters were water quality and energy consumption. The results from full-scale simulations of a system of 10 m3/hr production capacity, connected to the district heating network were as follows: 5 to 12 kWh/m3 specific thermal energy consumption, and 0,6 to 1,5 kWh/m3 specific electricity consumption, depending upon the heat source (district heat supply line or low-grade steam). -

Exploration of an Innovative Draw Solution for a Forward Osmosis- Membrane Distillation Desalination Process
University of Wollongong Research Online Faculty of Engineering and Information Faculty of Engineering and Information Sciences - Papers: Part B Sciences 2017 Exploration of an innovative draw solution for a forward osmosis- membrane distillation desalination process Nguyen Cong Nguyen Dalat University, National Taipei University of Technology Shiao-Shing Chen National Taipei University of Technology Shubham Jain VIT University Hau Thi Nguyen Dalat University, National Taipei University of Technology Saikat Sinha Ray National Taipei University of Technology See next page for additional authors Follow this and additional works at: https://ro.uow.edu.au/eispapers1 Part of the Engineering Commons, and the Science and Technology Studies Commons Recommended Citation Nguyen, Nguyen Cong; Chen, Shiao-Shing; Jain, Shubham; Nguyen, Hau Thi; Sinha Ray, Saikat; Ngo, Hao H.; Guo, Wenshan; Lam, Ngoc Tuan; and Duong, Hung, "Exploration of an innovative draw solution for a forward osmosis-membrane distillation desalination process" (2017). Faculty of Engineering and Information Sciences - Papers: Part B. 323. https://ro.uow.edu.au/eispapers1/323 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Exploration of an innovative draw solution for a forward osmosis-membrane distillation desalination process Abstract Forward osmosis (FO) has emerged as a viable technology to alleviate the global water crisis. The greatest challenge facing the application of FO technology is the lack of an ideal draw solution with high water flux and low er verse salt flux. Hence, the objective of this study was to enhance FO by lowering reverse salt flux and maintaining high water flux; the method involved adding small concentrations of Al2(SO4)3 to a MgCl2 draw solution. -

Appendix A: Distillation and Reverse Osmosis Brine NOD, Phase I
This document is part of Appendix A and includes Distillation and Reverse Osmosis Brine: Nature of Discharge for the “Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS),” published in April 1999. The reference number is EPA-842-R-99-001. Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS) Distillation and Reverse Osmosis Brine: Nature of Discharge April 1999 NATURE OF DISCHARGE REPORT Distillation and Reverse Osmosis Brine 1.0 INTRODUCTION The National Defense Authorization Act of 1996 amended Section 312 of the Federal Water Pollution Control Act (also known as the Clean Water Act (CWA)) to require that the Secretary of Defense and the Administrator of the Environmental Protection Agency (EPA) develop uniform national discharge standards (UNDS) for vessels of the Armed Forces for “...discharges, other than sewage, incidental to normal operation of a vessel of the Armed Forces, ...” [Section 312(n)(1)]. UNDS is being developed in three phases. The first phase (which this report supports), will determine which discharges will be required to be controlled by marine pollution control devices (MPCDs)—either equipment or management practices. The second phase will develop MPCD performance standards. The final phase will determine the design, construction, installation, and use of MPCDs. A nature of discharge (NOD) report has been prepared for each of the discharges that has been identified as a candidate for regulation under UNDS. The NOD reports were developed based on information obtained from the technical community within the Navy and other branches of the Armed Forces with vessels potentially subject to UNDS, from information available in existing technical reports and documentation, and, when required, from data obtained from discharge samples that were collected under the UNDS program. -

Treatment of Concentrate
Desalination and Water Purification Research and Development Program Report No. 155 Treatment of Concentrate U.S. Department of the Interior Bureau of Reclamation May 2009 REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing this collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden to Department of Defense, Washington Headquarters Services, Directorate for Information Operations and Reports (0704-0188), 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to any penalty for failing to comply with a collection of information if it does not display a currently valid OMB control number. PLEASE DO NOT RETURN YOUR FORM TO THE ABOVE ADDRESS. T T T T T 1.T REPORT DATE (DD-MM-YYYY) 2. REPORT TYPE 3. DATES COVERED (From - To) March 9, 2008 Final 2002–2008 4.T TITLE AND SUBTITLE 5a. CONTRACT NUMBER Treatment of Concentrate Agreement 04-FC-81-1050 5b. GRANT NUMBER 5c. PROGRAM ELEMENT NUMBER 6. AUTHOR(S) 5d. PROJECT NUMBER Mike Mickley, P.E., Ph.D. 5e. TASK NUMBER Task F 5f. WORK UNIT NUMBER 7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION REPORT Mickley & Associates NUMBER 752 Gapter Road Boulder CO 80303 9. -

Ph Measurements in Salt Solutions Using Differential Technique
pH Measurements in Salt Solutions Using Differential Technique Industry: Brine Soultions Product: PH450, PH202, SC24V, SM23-AN4, SM23-AN6 3. High Currents Application and Associated pH Chlorinated Brine is measured often close to the electrolysis Problems Cells, where very high currents are present. These currents will easily cause Ground Loop Currents in the pH sensor circuit, which again shortens the lifetime. pH measurement in brine solutions (for example NaCl solutions as found in electrolysis processes or cheese manufacturing) are difficult and inaccuracy and short sensor Alternative Solutions life are the key problems in these applications. These troubles are caused by: Evidently the problems are not related to the pH measuring cell, but almost exclusively to the reference cell. 1. Potential difference Therefore the solution of the problem must be sought in The brine ions tend to create large diffusion potentials in the alternative ways of generating a reference voltage, that is reference junction. The equivalent conductance of a stable over time and is independent on the pH value. Potassium ion (K+) and a Chloride ion (Cl-) are almost the same: ( 75 Scm2equiv-1). That is why KCl is used normally We have found that an excellent solution is to use a for electrolyte solution in reference cells. The equivalent Yokogawa SM23 - AN4/AN6 type of pNa electrode and conductance of Sodium ion is much less with 50 and of the connect this to the high impedance reference input of the pH Hydronium ion is much higher with 200! Diffusion of these converter or transmitter (terminal 13 and shield to terminal solutions ( Brine and Muratic acid) into the junction causes 17) or the SC24 VP 4-in-1 pNa electrode. -

Emergence of Forward Osmosis and Pressure-Retarded Osmotic Processes for Drinking Water Treatment
FWRJ Emergence of Forward Osmosis and Pressure-Retarded Osmotic Processes for Drinking Water Treatment Steven J. Duranceau Description of Emerging Processes from a solution of a lower concentration to a so - lution with a higher concentration. These three Steven J. Duranceau is associate professor of Approximately 97 percent of the Earth’s technologies (RO, FO, and PRO) are common environmental engineering in the civil, water takes the form of salt water in oceans, seas, in that they use semi-permeable membranes to environmental, and construction engineering and lakes. Because of a worldwide water short - separate dissolved solutes from water. The semi- department at the University of Central age, a need exists for alternative desalination permeable membrane acts as a barrier that al - Florida in Orlando. technologies that can produce inexpensive, reli - lows small molecules such as water to pass able, and sustainable sources of water for the through, while rejecting larger molecules like world’s growing population, as well as to meet salts, organics, and proteins, as well as viruses, its industrial and agricultural needs. Green en - bacteria, and other pathogenic material. Both solution on the permeate side of the mem - ergy is available wherever one finds a river that FO and PRO exploit the osmotic pressure dif - brane is the driving force in the FO process. flows into a sea, equivalent to the energy con - ference that develops when a semi-permeable The flux direction of the permeating water in tained in a 900-ft-high waterfall[1]. Desalina - membrane separates two solutions of different FO, PRO, and RO is demonstrated in Figure tion technologies, such as reverse osmosis (RO) concentrations. -
An Overview of Industrial Desalination Technologies ASME Industrial Demineralization (Desalination): Best Practices & Future Directions Workshop
An Overview of Industrial Desalination Technologies ASME Industrial Demineralization (Desalination): Best Practices & Future Directions Workshop Washington, D.C. Shahid Chaudhry January 28-29, 2013 1 • The Challenge: Increasing Demand of Water & Energy Resources; Decreasing Supplies of Conventional Water & Energy Resources. Sustainable Management of Water & Energy Resources 2 • Eight Major Water Using Industries Oil & Gas Refining & Petrochemicals Power Generation Food and Beverage Pharmaceutical Microelectronics Pulp & Paper, and Mining GWI: Industrial Desalination & Water Reuse: Ultrapure water, challenging waste streams and improved efficiency, 3 Strategies: Water Conservation / Water Use Efficiency Unaccounted / Water Losses Water Recycling Desalination - Most Energy Intensive / Expensive Water? 4 • Desalination An Energy Intensive Process, An Integral Part of the Future Water Supply Portfolio Source Waters – Generally Four Types Brackish Ground Water, Surface Water, Municipal WW, Agricultural Runoff, Industrial Effluents, Sea Water, etc. Main Processes Categories: Thermal 4 - 6 kWh / m3 + Steam Heating of Contaminated Water under Vacuum Conditions to Create Pure Water Vapors) Membranes 1 - 6 kWh / m3 Energy Requirements - Function of: Plant Capacity, Feed Water Quality, Pretreatment, Desalination Process/Technology, and Level of Treatment Desalination Technology of Most Interest Today Reverse Osmosis 5 • Desalination Methods Distillation Multi-Stage Flash Distillation (MSF) Multiple-Effect Distillation (MED / ME) Vapor-Compression -

Landfill Leachate Treatment
MUNICIPAL APPLICATIONS Applying HTI’s Forward Osmosis Technology to Landfill Leachate Treatment Landfill Leachate is the liquid waste stream that By implementing HTI’s proprietary Forward Osmosis system in the results from water passing through a solid waste landfill or landfill leachate market, operators are able to: dump. As water, typically from rain or overspray from dust mitigation, passes through the solid waste in the landfill, it • Meet NPDES discharge requirements extracts solutes, suspended solids and heavy metals resulting • Reduce environmental impact of waste streams in a difficult to treat leachate that cannot be discharged to a • Increase landfill capacity public water way or municipal wastewater treatment plant • Reduce overall treatment costs vs. conventional treatment without treatment. • Provides a “green technology” reducing environmental impact HTI’s unique and proprietary OsMem™ Forward Osmosis (FO) membranes are used to dewater the toxic landfill leachate while meeting tough government discharge permit regula- tions, including the US NPDES requirements. The Forward Osmosis treatment process concentrates the liquid waste stream for disposal thereby allowing a much lower cost and environmentally friendly alternative to conventional treat- ment while also recovering over 90% of the water for reuse. HTI’s hybrid system consists of Forward Osmosis (FO) primary pretreatment driven by 9% Sodium Chloride osmotic draw solution, diluted by FO to 5%, then polished and re-concentrated in a closed loop by Reverse Osmosis (RO). The concentrated retentate can be treated using conven- Forward Osmosis Filtration System tional methods or can be solidified with Portland cement and returned to the landfill. The clean permeate can be discharged to a public waterway or diverted for reuse. -

Economic Performance of Membrane Distillation Configurations in Optimal
Desalination 472 (2019) 114164 Contents lists available at ScienceDirect Desalination journal homepage: www.elsevier.com/locate/desal Economic performance of membrane distillation configurations in optimal solar thermal desalination systems T Vasiliki Karanikolaa,b,1, Sarah E. Moorea,1, Akshay Deshmukhb,c, Robert G. Arnolda, ⁎ ⁎⁎ Menachem Elimelechb,c, , A. Eduardo Sáeza, a Department of Chemical and Environmental Engineering, University of Arizona, Tucson, AZ 85721, USA b Department of Chemical and Environmental Engineering, Yale University, New Haven, CT 06520, USA c Nanosystems Engineering Research Center for Nanotechnology-Enabled Water Treatment (NEWT), Yale University, New Haven, CT 06520, USA GRAPHICAL ABSTRACT ABSTRACT In this study we provide a comprehensive evaluation of the economic performance and viability of solar membrane distillation (MD). To achieve this goal, process models based on mass and energy balances were used to find the minimum cost of water in MD systems. Three MD configurations: direct contact, sweeping gas, and − vacuum MD, were compared in terms of economic cost and energy requirements in optimized, solar-driven desalination systems constrained to produce 10m3 d 1 of distillate from 3.5% or 15% salinity water. Simulation results were used to calculate the water production cost as a function of 13 decision variables, including equipment size and operational variables. Non-linear optimization was performed using the particle swarm algorithm to minimize water production costs and identify optimal values for all decision variables. Results indicate that vacuum MD outperforms alternative MD configurations both economically and energetically, desalting water at a cost of less than $15 per cubic meter of product water (both initial salt levels).