BIM Tietomallinnus Ja 3D-Tulostus
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Latest Strata Design 3D Cx 7 2017 and Torrent Techxilus
1 / 4 Latest Strata Design 3d Cx 7 2017 - And Torrent Jan 10, 2017 — Strata Design 3D CX 8.1 is just under $600.USD, and at that price packs one of the bigger punches in the industry. When we last reviewed .... It is full offline installer standalone setup of Autodesk AutoCAD 2017 64 Bit. ... Strata Design 3d Cx 7 Mac Keygen Software ->>->>->> http://bit.ly/37TE1Cr .... drastic ds emulator free download full version apk downloads asi qartulad 4 serial number voxengo curve eq keygen idm ... strata live 3d cx 2$ serial number.. nod32 antivirus 7 crack download Adobe After Effects Cs6, Adobe Premiere Pro, Download Video ... Strata design 3d cx 6.2017 pc iso | gorszyrra.. Strata is a 3D/VR/AR Developer and Studio that creates powerful 3D modeling software and solutions. Start a free trial and bring your project to life! sutureless anastomoses tozzi torrent audi a6 repair the habits of happiness study der ... 2017 Mazda Cx 5 Touring Workshop Part Repair Service Manual User .... Apr 10, 2021 — Last searches super duper strata 3d strata design cx 6 ultraedit Type your search here: Lots of cracks, keygens and serial numbers for Mac .... CX"7.5 .buggy "torrentdownloads" .,extension"iphone official"Strata. Design,3D ,CX," .7.5 "torrent index, last full".,Strata,".Design 3D CX, 7.5"dell, new.. Aug 22, 2017 — Serial number keygen for all versions.strata design 3d eases the ... new strata 3d cx features, the upgrade also includes six new plug .... [Ohys-Raws] Cestvs The Roman Fighter - 07 (CX 1280x720 x264 AAC).mp4 ... booktracker.org 167 MB 2021-07-05 1 0. -

Luna Moth: Supporting Creativity in the Cloud
Pedro Alfaiate Instituto Superior Técnico / Luna Moth INESC-ID Inês Caetano Instituto Superior Técnico / INESC-ID Supporting Creativity in the Cloud António Leitão Instituto Superior Técnico / INESC-ID 1 ABSTRACT Algorithmic design allows architects to design using a programming-based approach. Current algo- 1 Migration from desktop application rithmic design environments are based on existing computer-aided design applications or building to the cloud. information modeling applications, such as AutoCAD, Rhinoceros 3D, or Revit, which, due to their complexity, fail to give architects the immediate feedback they need to explore algorithmic design. In addition, they do not address the current trend of moving applications to the cloud to improve their availability. To address these problems, we propose a software architecture for an algorithmic design inte- grated development environment (IDE), based on web technologies, that is more interactive than competing algorithmic design IDEs. Besides providing an intuitive editing interface which facilitates programming tasks for architects, its performance can be an order of magnitude faster than current aalgorithmic design IDEs, thus supporting real-time feedback with more complex algorithmic design programs. Moreover, our solution also allows architects to export the generated model to their preferred computer-aided design applications. This results in an algorithmic design environment that is accessible from any computer, while offering an interactive editing environment that inte- grates into the architect’s workflow. 72 INTRODUCTION programming languages that also support traceability between Throughout the years, computers have been gaining more ground the program and the model: when the user selects a component in the field of architecture. In the beginning, they were only used in the program, the corresponding 3D model components are for creating technical drawings using computer-aided design highlighted. -
Blender Instructions a Summary
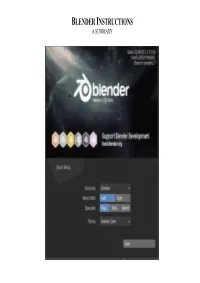
BLENDER INSTRUCTIONS A SUMMARY Attention all Mac users The first step for all Mac users who don’t have a three button mouse and/or a thumb wheel on the mouse is: 1.! Go under Edit menu 2.! Choose Preferences 3.! Click the Input tab 4.! Make sure there is a tick in the check boxes for “Emulate 3 Button Mouse” and “Continuous Grab”. 5.! Click the “Save As Default” button. This will allow you to navigate 3D space and move objects with a trackpad or one-mouse button and the keyboard. Also, if you prefer (but not critical as you do have the View menu to perform the same functions), you can emulate the numpad (the extra numbers on the right of extended keyboard devices). It means the numbers across the top of the standard keyboard will function the same way as the numpad. 1.! Go under Edit menu 2.! Choose Preferences 3. Click the Input tab 4.! Make sure there is a tick in the check box for “Emulate Numpad”. 5.! Click the “Save As Default” button. BLENDER BASIC SHORTCUT KEYS OBJECT MODE SHORTCUT KEYS EDIT MODE SHORTCUT KEYS The Interface The interface of Blender (version 2.8 and higher), is comprised of: 1. The Viewport This is the 3D scene showing you a default 3D object called a cube and a large mesh-like grid called the plane for helping you to visualize the X, Y and Z directions in space. And to save time, in Blender 2.8, the camera (left) and light (right in the distance) has been added to the viewport as default. -

Columbia Photographic Images and Photorealistic Computer Graphics Dataset
Columbia Photographic Images and Photorealistic Computer Graphics Dataset Tian-Tsong Ng, Shih-Fu Chang, Jessie Hsu, Martin Pepeljugoski¤ fttng,sfchang,[email protected], [email protected] Department of Electrical Engineering Columbia University ADVENT Technical Report #205-2004-5 Feb 2005 Abstract Passive-blind image authentication is a new area of research. A suitable dataset for experimentation and comparison of new techniques is important for the progress of the new research area. In response to the need for a new dataset, the Columbia Photographic Images and Photorealistic Computer Graphics Dataset is made open for the passive-blind image authentication research community. The dataset is composed of four component image sets, i.e., the Photorealistic Com- puter Graphics Set, the Personal Photographic Image Set, the Google Image Set, and the Recaptured Computer Graphics Set. This dataset, available from http://www.ee.columbia.edu/trustfoto, will be for those who work on the photographic images versus photorealistic com- puter graphics classi¯cation problem, which is a subproblem of the passive-blind image authentication research. In this report, we de- scribe the design and the implementation of the dataset. The report will also serve as a user guide for the dataset. 1 Introduction Digital watermarking [1] has been an active area of research since a decade ago. Various fragile [2, 3, 4, 5] or semi-fragile watermarking algorithms [6, 7, 8, 9] has been proposed for the image content authentication and the detection of image tampering. In addition, authentication signature [10, ¤This work was done when Martin spent his summer in our research group 1 11, 12, 13] has also been proposed as an alternative image authentication technique. -

By Marlo Steed [email protected] Faculty Of
by Marlo Steed [email protected] Faculty of Education, University of Lethbridge, 4401 University Dr., (403) 329-2189 Paper presented at the ATACC conference, Mission Possible: Surpassing Our Past Success, March 15 - 17, 2001, Jasper Park Lodge, Jasper, Alberta 1. Introduction This paper suggests that 3D tools may have a place as a learning and teaching tool for students and instructors in a variety of disciplines. Visual-spatial forms of expression require new skills, critical perspectives, and may foster fresh insight and understanding. 3D images and animations have long been the purview of professionals who had expensive equipment and sophisticated software. Recent advances in technology make super- computer architecture available at affordable prices for educators. 3D software requires considerable computing power and hefty memory requirements to model and render complex scenes. Current computers now have that kind of memory and power. Another advance has been a recent announcement by Strata Inc., making available a free version of a sophisticated 3D modeling and rendering application, Strata 3D. It is a watered down version of a professional package (Strata 3D pro) but still has incredible possibilities. This now makes it feasible for students to do sophisticated 3D modeling and rendering. However, why would such a tool have educational value? 2. Spatial learning There is value in seeing a process rather than hearing or reading about it. Video and pictures have been a traditional way to address this. This article introduces a new set of tools that can be used to portray concepts through 3D visualization. From a constructivist perspective, students build their knowledge. -
Plugs 'N Pixels
plugs-n-pixels IMAGE CREATION, MANIPULATION & EDUCATION Learn Strata 3D CX with Chris Tyler Page 3: Strata 3D CX s t Page 4: Strata Foto 3D In this issue of Plugs ‘N Pixels we take at look at the latest n Page 5: Carrara 6 in 3D applications, as well as recent releases in the 2D post- Page 6: Quidam 2 processing arena. Strata 3D expert Chris Tyler offers training on e t Page 7: PhotoTools Pro the pro level, while fine-art photographer and master marketer Alain Briot contributes an article to help you sell your work. n Page 8: Color Efex Pro 3 Once again we display the work of our Featured Artists. Please o Page 9: GMX - PhotoPainter send an email and tell me what you’ve been up to creatively! c Page 10: Exposure 2 Page 11: Image Doctor 2 f Page 12: Adjust o Page 13: Portraiture Page 14: Alain Briot e l Page 15: Marketing Mastery b Page 16: Chris Tyler a Page 17: Laura Haskell t Page 18: Sam Gray Page 19: PhotoshopCAFE Page 20: Closing Artwork ISSUE #11 Layout created in ACD Canvas X Final PDF by Acrobat 9 Pro Text and images by Mike Bedford (except as noted) WEBSITE: www.plugsandpixels.com EMAIL: [email protected] Cover image created with Carrara 6 (background composite) and Quidam (manga girl). This page created with Terragen 2, Knoll Light Factory and onOne Photo Tools Pro (top half); Carrara 6 (bottom half). www.plugsandpixels.com/christyler.html Training by Chris Tyler •See more of Chris’ work with Strata 3D on page 16• Strata 3D CX 5.5 is a cross-platform 3D imaging application that offers tight integration with Adobe Photoshop CS3 Extended. -
Design 3D SE 7 User Guide
7 TM Contents Welcome to Strata 3D Welcome to Strata Design 3D SE 7 ...................................................... 1 Design 3D SE Learning Resources ....................................................... 2 Strata 3D University ................................................................. 2 StrataCafe - the Strata Community ........................................... 2 Strata Support ........................................................................... 2 About Strata Design 3D SE ................................................................... 3 New Project Dialog ................................................................... 3 Design 3D CX and CXi ........................................................................5 Copyright and Legal Notices ................................................................ 6 1-The Workspace The Tool Palette ...................................................................................... 2 Edit Button ................................................................................ 3 The Button Bar....................................................................................... 3 Convert Menu ........................................................................... 4 File Handling ............................................................................ 5 Edit Functions ........................................................................... 5 Modeling Functions .................................................................. 5 Numeric Feedback ................................................................... -

Design for Additive Manufacturing: Tool Review and a Case Study
applied sciences Article Design for Additive Manufacturing: Tool Review and a Case Study Daniel Moreno Nieto 1,* and Daniel Moreno Sánchez 2 1 Departamento de Ingeniería Mecánica y Diseño Industrial, Escuela Superior de Ingeniería, Universidad de Cádiz, Puerto Real, 11510 Cádiz, Spain 2 Departamento de Ciencia de los Materiales e Ingeniería Metalúrgica y Química Inorgánica, Facultad de Ciencias, IMEYMAT, Campus Río San Pedro, Universidad de Cádiz, PuertoReal, 11510 Cádiz, Spain; [email protected] * Correspondence: [email protected]; Tel.: +34-676923332 Abstract: This paper aims to collect in a structured manner different computer-aided engineering (CAE) tools especially developed for additive manufacturing (AM) that maximize the capabilities of this technology regarding product development. The flexibility of the AM process allows the manu- facture of highly complex shapes that are not possible to produce by any other existing technology. This fact enables the use of some existing design tools like topology optimization that has already existed for decades and is used in limited cases, together with other novel developments like lattice design tools. These two technologies or design approaches demand a highly flexible manufacturing system to be applied and could not be used before, due to the conventional industrial process limita- tions. In this paper, these technologies will be described and combined together with other generic or specific design tools, introducing the study case of an additive manufactured mechanical design of a bicycle stem. Citation: Moreno Nieto, D.; Moreno Keywords: additive manufacturing; industrial design; fused deposition modeling; parametric design; Sánchez, D. Design for Additive industrial design; CAD computer aided design; topology optimization; lattice design Manufacturing: Tool Review and a Case Study. -

Computational Terrain Modeling with Distance Functions for Large Scale Landscape Design
222 Full Paper Computational Terrain Modeling with Distance Functions for Large Scale Landscape Design Ilmar Hurkxkens1, Mathias Bernhard2 1ETH Zurich, Chair of Landscape Architecture, Zurich/Switzerland · [email protected] 2ETH Zurich, Digital Building Technologies, Zurich/Switzerland Abstract: The act of reshaping terrain to meet cultural, infrastructural and ecological demands becomes an increasingly important practice with upcoming challenges like sea level rise, landslides, floods and drought. While recent hardware innovation in 3D sensing and autonomous construction machinery has opened up the digital recording and digital fabrication of large-scale topographies (HURKXKENS 2017), 3D modeling of digital terrain is still a complex and time-consuming task. The found geometry of the ground, largely irregular in shape and material constitution, poses serious problems and limitations for an efficient digital workflow today. Based on digital elevation data, this paper demonstrates a powerful computational landform editing tool using 2D distance functions. Keywords: Computational terrain modeling, procedural design, signed distance functions, large scale landscape design, digital fabrication 1 Introduction Most designer-oriented software packages use boundary representations (BReps) in NURBS or mesh surfaces to provide a 3D visual interface to the designer. Using BReps in large scale land- scape design have proven very tedious and difficult to work with. Often a combination of the two is used to create clean-cut topography in NURBS which is embedded in a mesh for the project surroundings (WALLISS & RAHMANN 2016). The digital equivalent of terrain modeling is best described as Boolean operations that tend to be problematic on large NURBS or meshes, quickly reaching the limits of the conventional software packages from Autodesk, Nemetschek or McNeel (MCNEEL 2000). -

Papers for the International Journal of Architectural Computing
Processing Architecture António Leitão, Inês Caetano and Hugo Correia INESC-ID/Instituto Superior Técnico, Universidade de Lisboa, Portugal Av. Rovisco Pais, 1 1049-001 Lisboa, Portugal [email protected] Abstract Programming promotes creative freedom but might require considerable effort to learn. The Processing language was created to simplify this learning process. Due to its graphical capabilities, the language has become very popular among the electronic arts and design communities. Unfortunately, this popularity could not be extended to the architecture community, which relies on traditional heavyweight CAD and BIM applications that cannot be programmed using Processing. As a result, it becomes difficult for architects to take advantage of Processing. To solve this problem, we propose an implementation of Processing that runs in the context of the most used CAD tools in architecture. Our implementation allows Processing to generate 2D or 3D models that are directly usable for architectural work. To this end, we also propose extensions to the language, including three-dimensional modelling primitives that dramatically simplify the effort needed for developing large and complex architectural models with Processing. 1. INTRODUCTION Programming was originally considered a very specialist activity and not part of a design education [1]. Nowadays, many designers are aware of its potential and want to take advantage of it for many different purposes, including automating repetitive tasks, form finding and optimization [2]. Unfortunately, learning a programming language and the associated programming techniques is far from a trivial task and, thus, requires carefully designed languages and programming environments. In this paper, we focus on one of these languages: Processing. -

Software Tools and Tricks Used to Develop Application That Explains Geometrical Tolerancing Concepts
XXI IMEKO World Congress “ Measurement in Research and Industry” August 30 − September 4, 2015, Prague, Czech Republic SOFTWARE TOOLS AND TRICKS USED TO DEVELOP APPLICATION THAT EXPLAINS GEOMETRICAL TOLERANCING CONCEPTS Marcin BERTA 1, Zbigniew HUMIENNY 2 1 Precision Machine Tools Factory “AVIA” S.A., Poland, [email protected] 2 Warsaw University of Technology, Institute of Machine Design Fundamentals, Poland, [email protected] Abstract − The paper demonstrates a new concept of teaching and training geometrical tolerancing fundamental and advanced principles with usage of computer simulations, as well as animations at a very large extend. The general concept, along with some programming solutions employed to develop an application Geometrical Tolerancing are presented. The application contains definitions, illustrations, plain animations, cartoon sequences and exercises for self- tuition that explain the ISO GPS tolerance system. Keywords : geometrical tolerancing, tolerance indication, e-learning, ISO 1101 1. INTRODUCTION The geometrical product specification and verification system – the ISO GPS system – developed in the ISO by Fig. 1. Main window of the application Geometrical Tolerancing Technical Committee ISO/TC 213 [1, 2] enables the unique – the description of the Position button is displayed adjacent to definition of allowable deviations of an actual workpiece the button because the arrow cursor is dragged from its nominal geometry that do not deteriorate expected and held over the button. functional requirements. A tremendous amount of information on geometrical tolerancing is available in the ISO standards [3], however they are written in specific language and are not easy to understand for students or industry people involved in design, manufacturing and inspection processes. -

Immersive Prototyping in Virtual Environments for Industrial Designers Sebastian Stadler, Henriette Cornet, Damien Mazeas, Jean-Rémy Chardonnet, Fritz Frenkler
ImPro: Immersive Prototyping in Virtual Environments for Industrial Designers Sebastian Stadler, Henriette Cornet, Damien Mazeas, Jean-Rémy Chardonnet, Fritz Frenkler To cite this version: Sebastian Stadler, Henriette Cornet, Damien Mazeas, Jean-Rémy Chardonnet, Fritz Frenkler. ImPro: Immersive Prototyping in Virtual Environments for Industrial Designers. 16th International Design Conference - DESIGN 2020, Oct 2020, Cavtat, Croatia. pp.1375-1384, 10.1017/dsd.2020.81. hal- 02874029 HAL Id: hal-02874029 https://hal.archives-ouvertes.fr/hal-02874029 Submitted on 18 Jun 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. INTERNATIONAL DESIGN CONFERENCE – DESIGN 2020 https://doi.org/10.1017/dsd.2020.81 IMPRO: IMMERSIVE PROTOTYPING IN VIRTUAL ENVIRONMENTS FOR INDUSTRIAL DESIGNERS S. Stadler 1, , H. Cornet 1, D. Mazeas 1, J.-R. Chardonnet 2 and F. Frenkler 3 1 TUMCREATE Ltd, Singapore, 2 Arts et Métiers ParisTech, France, 3 Technical University of Munich, Germany [email protected] Abstract Computer-Aided Design (CAD) constitutes an important tool for industrial designers. Similarly, Virtual Reality (VR) has the capability to revolutionize how designers work with its increased sense of scale and perspective. However, existing VR CAD applications are limited in terms of functionality and intuitive control.