Rail and Auto Traffic History Manufacturing Plants Automobile
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

C) Rail Transport
EUROPEAN PARLIAMENT WORKING DOCUMENT LOGISTICS SYSTEMS IN COMBINED TRANSPORT 3743 EN 1-1998 This publication is available in the following languages: FR EN PUBLISHER: European Parliament Directorate-General for Research L-2929 Luxembourg AUTHOR: Ineco - Madrid SUPERVISOR: Franco Piodi Economic Affairs Division Tel.: (00352) 4300-24457 Fax : (00352) 434071 The views expressed in this document are those of the author.and do not necessarily reflect the official position of the European Parliament. Reproduction and translation are authorized, except for commercial purposes, provided the source is acknowledged and the publisher is informed in advance and forwarded a copy. Manuscript completed in November 1997. Logistics systems in combined transport CONTENTS Page Chapter I INTRODUCTION ........................................... 1 Chapter I1 INFRASTRUCTURES FOR COMBINED TRANSPORT ........... 6 1. The European transport networks .............................. 6 2 . European Agreement on Important International Combined Transport Lines and related installations (AGTC) ................ 14 3 . Nodal infrastructures ....................................... 25 a) Freight villages ......................................... 25 b) Ports and port terminals ................................... 33 c) Rail/port and roadrail terminals ............................ 37 Chapter I11 COMBINED TRANSPORT TECHNIQUES AND PROBLEMS ARISING FROM THE DIMENSIONS OF INTERMODAL UNITS . 56 1. Definitions and characteristics of combined transport techniques .... 56 2 . Technical -
Prices and Costs in the Railway Sector
ÉCOLE POLYTECHNIQUE FÉDÉRALEDE LAUSANNE ENAC - INTER PRICESPRICES AND AND COSTS COSTS ININ THE THE RAILWAY RAILWAY SECTOR SECTOR J.P.J.P. Baumgartner Baumgartner ProfessorProfessor JanuaryJanuary2001 2001 EPFL - École Polytechnique Fédérale de Lausanne LITEP - Laboratoire d'Intermodalité des Transports et de Planification Bâtiment de Génie civil CH - 1015 Lausanne Tél. : + 41 21 693 24 79 Fax : + 41 21 693 50 60 E-mail : [email protected] LIaboratoire d' ntermodalité des TEP ransports t de lanification URL : http://litep.epfl.ch TABLE OF CONTENTS Page 1. FOREWORD 1 2. PRELIMINARY REMARKS 1 2.1 The railway equipment market 1 2.2 Figures and scenarios 1 3. INFRASTRUCTURES AND FIXED EQUIPMENT 2 3.1 Linear infrastructures and equipment 2 3.1.1 Studies 2 3.1.2 Land and rights 2 3.1.2.1 Investments 2 3.1.3 Infrastructure 2 3.1.3.1 Investments 2 3.1.3.2 Economic life 3 3.1.3.3 Maintenance costs 3 3.1.4 Track 3 3.1.4.1 Investment 3 3.1.4.2 Economic life of a main track 4 3.1.4.3 Track maintenance costs 4 3.1.5 Fixed equipment for electric traction 4 3.1.5.1 Investments 4 3.1.5.2 Economic life 5 3.1.5.3 Maintenance costs 5 3.1.6 Signalling 5 3.1.6.1 Investments 5 3.1.6.2 Economic life 6 3.1.6.3 Maintenance costs 6 3.2 Spot fixed equipment 6 3.2.1 Investments 7 3.2.1.1 Points, switches, turnouts, crossings 7 3.2.1.2 Stations 7 3.2.1.3 Service and light repair facilities 7 3.2.1.4 Maintenance and heavy repair shops for rolling stock 7 3.2.1.5 Central shops for the maintenance of fixed equipment 7 3.2.2 Economic life 8 3.2.3 Maintenance costs 8 4. -

Integrity Requirements for Settings and Locations of Locomotives and Other Rolling Stock Barbara Wyatt, 4-9-09
National Register Policy Clarification Integrity Requirements for Settings and Locations of Locomotives and Other Rolling Stock Barbara Wyatt, 4-9-09 This paper examines the integrity of setting that must be evident for locomotives and other rolling stock to qualify for National Register listing.1 The intent of the paper is to clarify guidelines regarding movable resources that have been published in various NR bulletins, and to explain their application to locomotives. It is not the purpose of this paper to reinterpret the content of the bulletins, but to seek clarity and consistency among them, specifically related to integrity requirements for rolling stock. Current and past practices regarding this aspect of integrity have been questioned recently, although other aspects of integrity--location, feeling, association, design, workmanship, and materials--have not been problematic. Many movable resources are listed in the National Register, including aircraft, trolleys, ships, and locomotives. Usually they are listed under Criterion A, for their association with an aspect of transportation history or an important event, or under Criterion C for their engineering and design significance. The majority of settings of listed locomotives correspond with the clarification set forth in this paper, but some do not; however, past interpretations made in error do not establish a precedent for all nominations that follow. Instead, misunderstandings that may have led to certain evaluations and listings will be clarified, so that those preparing or reviewing nominations in the future will have a common understanding. Interpreting Existing Bulletins for Locomotives and Other Moving Stock Locomotives are rarely specifically mentioned in the National Register bulletins, but parallels can be drawn with other movable resources that are mentioned. -

Global Market of Rolling Stock Manufacturing: Present Situation and Future Potential Yoshihiko Sato
F Rolling Stock and Manufacturers (part 1) eature Global Market of Rolling Stock Manufacturing: Present Situation and Future Potential Yoshihiko Sato Until the 1980s, rolling stock The main market for new rolling stock in days, railway equipment was imported as manufacturing was considered primarily both the West and Japan will come from part of the drive to industrialize, but the as a domestic industry with strong renewal of existing stock, because these means to manufacture rolling stock connections to the national railways of railways have reached a ceiling. It is hard domestically came with industrial success each country and with some exports based to expect new big demand for rolling stock and economic growth. In some cases, on government policy. Things changed due to new line constructions or domestically manufactured rolling stock in the early 1990s around the time of EU increasing transport capacity. Over the became sufficiently advanced that it found market integration and restructuring of next decade or so, large-scale new export markets in other countries. This national railways. In parallel with this demand can be expected to come almost evolution—from dependent importer to restructuring, mergers and acquisitions exclusively from areas experiencing rapid exporter—has occurred in one form or (M&As) occurred among rolling stock economic growth, like China and SE Asia. another in a number of European manufacturers in N America and Europe, Japanese manufacturers are keen to do countries, and in Japan and S Korea. making them international business with business in these markets and to supply In summary, the first railways started in little regard to national boundaries. -

Improved Freight Modeling of Containerized Cargo Shipments Between Ocean Port, Handling Facility, and Final Market for Regional Policy and Planning
Final Technical Report TNW2008-08 Research Project Agreement No. 61-5907 Improved Freight Modeling of Containerized Cargo Shipments between Ocean Port, Handling Facility, and Final Market for Regional Policy and Planning Kaori Fugisawa Anne Goodchild Research Associate Assistant Professor University of Washington University of Washington Eric Jessup Assistant Professor Washington State University A report prepared for Transportation Northwest (TransNow) University of Washington 135 More Hall, Box 352700 Seattle, Washington 98195-2700 July 2008 TECHNICAL REPORT STANDARD TITLE PAGE 1. REPORT NO. 2. GOVERNMENT ACCESSION NO. 3. RECIPIENT’S CATALOG NO. TNW2008-08 4. TITLE AND SUBTITLE 5.REPORT DATE Improved Freight Modeling of Containerized Cargo Shipments between Ocean Port, July 2008 Handling Facility, and Final Market for Regional Policy and Planning 6. PERFORMING ORGANIZATION CODE 7. AUTHOR(S) 8. PERFORMING ORGANIZATION REPORT NO. Anne Goodchild, Eric Jessup, Kaori Fugisawa TNW2008-08 9. PERFORMING ORGANIZATION NAME AND ADDRESS 10. WORK UNIT NO. Transportation Northwest Regional Center X (TransNow) Box 352700, 129 More Hall University of Washington 11. CONTRACT OR GRANT NO. Seattle, WA 98195-2700 DTRS99-G-0010 12. SPONSORING AGENCY NAME AND ADDRESS 13. TYPE OF REPORT AND PERIOD COVERED United States Department of Transportation Office of the Secretary of Transportation Final Research Report 400 Seventh St. S.W. 14. SPONSORING AGENCY CODE Washington, D.C. 20590 15. SUPPLEMENTARY NOTES This study was conducted in cooperation with the University of Washington and the US Department of Transportation. ABSTRACT The proposed research will address an emerging need by local, state and regional transportation planners and policymakers to better understand the transportation characteristics, functions and dynamics of ocean port-to-handling facility and handling facility-to-final market freight movements. -
Section 10 Locomotive and Rolling Stock Data
General Instruction Pages Locomotive and Rolling Stock Data SECTION 10 LOCOMOTIVE AND ROLLING STOCK DATA General Instruction Pages Locomotive and Rolling Stock Data SECTION 10 Contents 3801 Limited Eveleigh - Locomotives................................................................................................................3 3801 Limited Eveleigh - Passenger Rolling Stock...............................................................................................3 3801 Limited Eveleigh - Freight Rolling Stock ...................................................................................................3 Australian Traction Corporation - Locomotives ................................................................................................3 Australian Traction Corporation - Freight Rolling Stock....................................................................................3 Australian Railway Historical Society A.C.T. Division – Locomotives................................................................3 Australian Railway Historical Society A.C.T. Division – Rail Motors ..................................................................4 Australian Railway Historical Society A.C.T. Division – Passenger Rolling Stock...............................................4 Australian Railway Historical Society A.C.T. Division – Freight Rolling Stock....................................................4 Australian Rail Track Corporation Ltd - Special Purpose Rolling Stock..............................................................4 -

The Last Car Is Changing
"In the gaudy lexicon of railroad jargon, it has more names than any other property in the economy of the high iron, even more than there are for engines and engine drivers. It is a caboose, the last crummy, way car, van, cage, doghouse, drone house, bouncer, • bedhouse, buggy, chariot, shelter house, glory wagon, go-car, hack, hut, monkey wagon, pavilion, palace, parlor, brainbox, zoo, oar1s diner, kitchen, perambulator, cabin car and shanty. There are probably others in a variety only bounded by the limitations of human imagining and the vocabulary of profane and ohanging uninhibited men." -A Treasury of Railroad Folklore Early version of the caboose. 14 UNION PACIFIC INFO a natural part of every railroad. lookout nest on top lives on in the memories of old-timers who can THEN ... Still, there was a time when the still hear it hustling along far behind No one knows for sure when the conductor parked himself wherever the huffing and puffing steam loco "caboose" came into existence. he could ride in the early days. motives of yesteryear. The word dates to the time when it Maybe it was in a boxcar, or lying described either a ship's galley or prone on a flatcar or in the engine ... NOW... the galley's iron cookstoves. One or wherever he could hang on for Today the caboose is still a familiar dictionary says it was derived from awhile. sight on most railroads, although the Dutch work "kabuis" that de But the conductor, being are some no longer use it on every freight veloped from the Middle Low sourceful soul who played an essen train. -
Development of Class 800/801 High-Speed Rolling Stock for UK Intercity Express Programme
646 Hitachi Review Vol. 63 (2014), No. 10 Featured Articles Development of Class 800/801 High-speed Rolling Stock for UK Intercity Express Programme Andrew Rogers OVERVIEW: Hitachi was formally awarded a rolling stock manufacturing Chris Robinson and maintenance contract for the UK IEP project in July 2012 through Koji Agatsuma Agility Trains Ltd. Including additional orders, the contract covers the manufacture of a total of 866 cars and the provision of maintenance services Mitsuo Iwasaki for a period of 27.5 years. With a total value of 5.8 billion pounds, the IEP Satoru Inarida, Dr. Eng. is the largest project in the history of British railways, and is intended to Takahisa Yamamoto replace the aging rolling stock on the UK’s East Coast Main Line and Great Kenta Konishi Western Main Line, which run between London and other major cities in the Toshihiko Mochida UK. The Class 800/801 rolling stock for the IEP was developed based on the A-train concepts of lightweight aluminum carbodies and self-supporting interior modules by taking technologies developed in Japan to provide lighter weight and higher speed and applying them to UK railway systems. It will contribute to the provision of high-quality and reliable railway services, with commercial operation scheduled to commence in 2017, following operation trials in the UK that will start in 2015. (ECML) and Great Western Main Line (GWML), that INTRODUCTION have been in service for more than 30 years(1). The IEP HITACHI developed the Class 800/801 rolling stock is an initiative of the UK Department for Transport. -
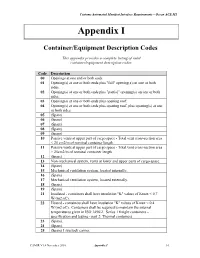
Appendix I – Container/Equipment Description Codes
Customs Automated Manifest Interface Requirements – Ocean ACE M1 Appendix I Container/Equipment Description Codes This appendix provides a complete listing of valid container/equipment description codes. Code Description 00 Openings at one end or both ends. 01 Opening(s) at one or both ends plus "full" opening(s) on one or both sides. 02 Opening(s) at one or both ends plus "partial" opening(s) on one or both sides. 03 Opening(s) at one or both ends plus opening roof. 04 Opening(s) at one or both ends plus opening roof, plus opening(s) at one or both sides. 05 (Spare) 06 (Spare) 07 (Spare) 08 (Spare) 09 (Spare) 10 Passive vents at upper part of cargo space - Total vent cross-section area < 25 cm2/m of nominal container length. 11 Passive vents at upper part of cargo space - Total vent cross-section area > 25cm2/m of nominal container length. 12 (Spare) 13 Non-mechanical system, vents at lower and upper parts of cargo space. 14 (Spare) 15 Mechanical ventilation system, located internally. 16 (Spare) 17 Mechanical ventilation system, located externally. 18 (Spare) 19 (Spare) 21 Insulated - containers shall have insulation "K" values of Kmax < 0.7 W/(m2.oC). 22 Heated - containers shall have insulation "K" values of Kmax < 0.4 W/(m2.oC). Containers shall be required to maintain the internal temperatures given in ISO 1496/2. Series 1 freight containers – specification and testing - part 2: Thermal containers. 23 (Spare). 24 (Spare). 25 (Spare) Livestock carrier. CAMIR V1.4 November 2010 Appendix I I-1 Customs Automated Manifest Interface Requirements – Ocean ACE M1 Code Description 26 (Spare) Automobile carrier. -

Rolling Stock Nominations Helpful Hints
RESEARCH and ITEMS to INCLUDE in a Rolling Stock Nominations NATIONAL REGISTER1 or STATE REGISTER NOMINATION Please use this checklist to ensure that your State or National Register nomination for a railcar, locomotive, or other rolling stock is complete in conjunction with the nomination form’s checklist. The nomination should address the topics below and the listed information sources, at a minimum, should be consulted and referenced. F Naming Conventions F Track Gauge (Standardized Reporting Marks) Note if narrow or standard as integral to the Lettering and numbering painted on the side of a description. locomotive or car. The first time presented in a written document: F Reconfigurations (structural changes) - Railroad Name Written Out + Type of Car + No. + car Alterations often include exterior reinforcement and number repair, interior cosmetic changes, and technological - e.g. Denver & Rio Grande Western Stock Car No. 5665 Thereafter: updates such as brake systems, heating/cooling, - Railroad name abbreviation + No. + car number truck suspension, door locks, etc. Train cars are made to be heavily used and reconfigurations were F Route Map (map showing the approximate track common. However, description should also include route the car traveled) a discussion of how much original material remains Because these maps changed over time, the map on the car. Key original components are the running included in the nomination should reflect the time gear (trucks, brake rigging, couplers) and frame (sills period for which the car is nominated. Communi- and end beams). Helpful Hints cating the geography of where a train car traveled is paramount to conveying its significance. F Folio sheet (rolling stock blueprint) A folio sheet is an engineering blueprint created when a train car was built. -

Modernizing Metra & Investing in Our Future Chapter 1: Positive Train Control (Ptc) & Rolling Stock Back
MODERNIZING METRA & INVESTING IN OUR FUTURE CHAPTER 1: POSITIVE TRAIN CONTROL (PTC) & ROLLING STOCK BACKGROUND Maintaining Metra’s extensive system in a state of good repair is the agency’s biggest challenge. State of Good Repair (SGR) is achieved when the preventative maintenance and rehabilitation needs of all assets are met within the recommended timeframe, and no component remains in service beyond its useful life. The long‐lasting nature of railroad assets gives a false impression of a fixed asset that does not wear out, but safe and reliable service depends on the perpetual maintenance and replacement of a diverse set of components: track, signals, electrical and communications equipment, rolling stock, bridges, support facilities and vehicles, and stations and customer parking facilities. The continued deferral of capital projects has far‐reaching consequences. As components degrade, service reliability suffers. A single breakdown can affect multiple lines; the failure of an important control point, for example, disrupts service on entire portions of Metra’s system. As unexpected problems occur, trains are delayed and crews must work longer hours or unscheduled shifts, driving up labor costs. The poor condition of one component can accelerate wear and tear on other components— for example, track condition affects the operation of rolling stock, and vice versa. As labor and repair costs rise, more dollars are diverted from capital needs, and capital maintenance is further deferred. Losses in ridership—and fare revenue—follow the decline in service quality and reliability, meaning that even fewer funds are available to sustain the system, and the downward spiral continues. Not only does this cycle degrade the existing system, but meaningful enhancements or extensions of service to meet the region’s changing transportation needs may not be feasible. -

Robert A. Frederick Railroad Photographs, 1891–1980S
Collection # P486 ROBERT A. FREDERICK RAILROAD PHOTOGRAPHS, 1891–1980S Collection Information Biographical Sketch Scope and Content Note Series Contents Cataloging Information Processed by Kurt Jung, 2007 Revised by Warner Clark and Dorothy A. Nicholson December 2011 Manuscript and Visual Collections Department William Henry Smith Memorial Library Indiana Historical Society 450 West Ohio Street Indianapolis, IN 46202-3269 www.indianahistory.org COLLECTION INFORMATION VOLUME OF 1 half size manuscript box COLLECTION: 11 photograph boxes 2 OVA photograph folders COLLECTION 1891–1980s DATES: PROVENANCE: Terry Royalty Auctioneer, 1997 RESTRICTIONS: None COPYRIGHT: I.H.S. does not own copyright to all images in this collection. Only images with Robert A. Frederick stamp on verso are copyrighted by I.H.S. REPRODUCTION Researchers must contact individual photographers listed on RIGHTS: verso of photographs for permission to publish. ALTERNATE FORMATS: RELATED HOLDINGS: ACCESSION 1997.0680 NUMBER: NOTES: BIOGRAPHICAL SKETCH Robert A. Frederick was born June 3, 1924 in Indianapolis. Mr. Frederick was a life-long employee of the Pennsylvania Railroad. According to an article in the collection featuring Frederick, he was a Pennsylvania Railroad engineer and began working on the railroad about 1942. The article also stated that he was an avid model railroader. Frederick photographed trains and also purchased photographs from others. He acquired many images of Pennsylvania Railroad property; which at the time was the largest (by traffic and revenue) railroad in the U.S.A. The Polk City Directories list him as an engineer for the Pennsylvania Railroad in 1964 and 1965. These same directories also list him as residing at the same address on the southeast side of Metropolitan Indianapolis in 1997.