Wagon Stock: (HD Heavy Duty)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
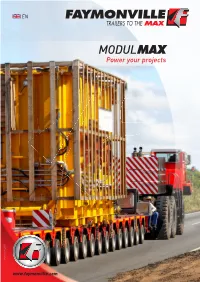
MODULMAX Power Your Projects Version 06.2016 Version
EN MODULMAX Power your projects Version 06.2016 Version www.faymonville.com 2 MODULMAX - POWER YOUR PROJECTS BÜLLINGEN (BE) - since 1988 With an experience of over 50 years, Faymonville is one of 30.000 m² the biggest manufacturers of semi-trailers for special and heavy haulage. Faymonville provides their customers with optimal so- lutions and systems for any transport need outside the usual norms. Quality, flexibility, productivity, creativity and service are the company’s keywords. The range of products and ser- vices is constantly enlarged in tight collaboration with our customers. GOLENIOW (PL) - since 2006 21.000 m² The high level of innovation and the excellent manufac- turing quality of the products are secured by optimized production processes and own modern production plants in Büllingen (Belgium), Lentzweiler (Luxembourg) and Goleniow (Poland). A service station has been opened in Noginsk (near Moscow, Russia) and Poland (next to the factory in Goleniow). NOGINSK (RU) - since 2014 LENTZWEILER I (LU) - since 2003 3.120 m² 20.250 m² LENTZWEILER II (LU) - since 2015 16.000 m² MODULMAX - POWER YOUR PROJECTS 3 The Faymonville ModulMAX is a series of combinable road-going transport modules (with 2-6 axle lines) and accessories that can achieve a total payload of up to 5000 t. The ModulMAX offers seamless interoperability with identical vehicles from other manufacturers (S-ST, G-SL). This variety of combination options as well as the user-friendly operating concept makes the ModulMAX a guarantor of flexibility and economy for the most complex of heavy-duty transport jobs. Main characteristics ■ Axle loads of up to 45 t per axle line ■ Hydraulic axle compensation with a stroke of up to 650 mm ■ Pivot-mounted bogie with 60° steering angle ■ Strengthened loading area outer fields with point loads of up to 50 t 4 MODULMAX - POWER YOUR PROJECTS 1. -

Transportation: Emerging Realities Les Transports
CTRF Transportation: Emerging Realities Les Transports: realites en puissance• VOLUME 2 ess-nrch rurn rh 1:2./Jd -*/ Y p1j iu Actes J 21 er1iJ confer si 111111 Torconit),JJ1IJfiJ 25 cats Inf./I, I 717l7 418 WHAT IF? / WHY NOT? A Railway Tridea F.H.Howard P Eng Richmond B C 1. RUBBER AND RAIL The ability of a locomotive to exert tractive effort or drawbar pull - the measure of what it could lift vertically, say over the edge of a cliff - and so, once the train's resistance has been determined, what tonnage of train it can start, is restricted by its wheen adhesion to the rails, normally about /14 of its weight. wheel slip control (replacing sanding) has now raised this to about 1/3. Too much power, and its wheels will slip. Starting a train is adhesion-limited; running it is horsepower-limited. When inverted, this fraction becomes "Factor of Adhesion" and refers to steel wheels gripping - or slipping - on steel rails. Some locomotives are ballasted to achieve adhesion, which affects braking too.. Heavier trailing tonnages can be moved if a much lower Factor of Adhesion can be developed. Such a low factor is indeed developed by rubber on paving. Assuming the road is dry and the tires sound, a rubber-tired highway tractor can lift half its own weight, with the corresponding capacity to pull a heavy trailing load, usually a semi-trailer, also on rubber tires. 1 Howard 419 A number of rail vehicles use a Hi-Rail device,. hydraulically-lowered sets of rail wheels, commonly attached to rubber-tired track inspection and maintenance equipment, especially automobiles, pickup trucks or vans; sometimes little cranes. -
Bewhuwcii U*& Osilt
BEWHUWCIi U*& OSiLt REPORT NO. FRA/0R&D-76/275.I % „ LOCOMOTIVE CAB DESIGN DEVELOPMENT Volume I: Analysis of Locomotive Cab Environment & Development of Cab Design Alternatives Jl J. Robinson D. Piccione G. Lamers Boeing Vertol Company P.O. Box 16858 Philadelphia PA 19142 ^A .ususa&j S'A1H O* OCTOBER 1976 INTERIM REPORT DOCUMENT IS AVAILABLE TO THE U.S. PUBLIC THROUGH THE NATIONAL TECHNICAL INFORMATION SERVICE. SPRiNOFIELO, VIRGINIA 22161 Prepared for U.S. DEPARTMENT OF TRANSPORTATION FEDERAL RAILROAD ADMINISTRATION J Office of Research and Development Washington DC 20590 A NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Govern ment assumes no liability for its contents or use thereof. 'C NOTICE The United States Government does not endorse pro ducts or manufacturers. Trade or manufacturers' names appear herein solely because they are con sidered essential to the object of this report. Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient** Cafolog No. FRA/ORSD-76/275.I 4. Title and Subtitle S. Report Dole LOCOMOTIVE CAB DESIGN DEVELOPMENT October 1976 Volume I: Analysis of Locomotive Cab 6. Performing Orgonnotien Code Environment § Development of Cab Design Alternatives 8. Performing Orgonisotton Report No. Author's) Robinson, D. Piccione, G. Lamers DOT-TSC-FRA-76-22,I 9. Performing Orgcniiotion Nome and Address 10. Work Unit No. (TRAIS) Boeing Vertol Company* RR628T/R7341 11. Contract or Grant No. P.O. Box 16858 Philadelphia PA 19142 DOT-TSC-913-1 13. Type of Report ond Period Covered 12. -

AS 7524 Coupler and Draw Gear
AS 7524:2018 Coupler and draw gear Rolling Stock Standard Please note this is a RISSB Standard for Public Comment Document content exists for RISSB product development purposes only and should not be relied upon or considered as final published content. Any questions in relation to this document or RISSB’s accredited development process should be referred to RISSB. Standard Development Manager: Email: Andrew Hardiman [email protected] RISSB Office Phone: Email: Web: 0429 432 095 [email protected] www.rissb.com.au AS 7524:2018 Coupler and draw gear This Australian Standard® AS 7524 Coupler and draw gear was prepared by a Rail Industry Safety and Standards Board (RISSB) Development Group consisting of representatives from the following organisations: Click here to enter the organisations represented on the Development Group. Tab between them. The Standard was approved by the Development Group and the Enter Standing Committee Standing Committee in Select SC approval date. On Select Board approval date the RISSB Board approved the Standard for release. Choose the type of review Development of the Standard was undertaken in accordance with RISSB’s accredited process. As part of the approval process, the Standing Committee verified that proper process was followed in developing the Standard. RISSB wishes to acknowledge the positive contribution of subject matter experts in the development of this Standard. Their efforts ranged from membership of the Development Group through to individuals providing comment on a draft of the Standard during the open review. I commend this Standard to the Australasian rail industry as it represents industry good practice and has been developed through a rigorous process. -

Moving America March 1991 New Directions, New Opportunities
U. S. Department of T ransportation Federal Railroad Administration Moving America March 1991 New Directions, New Opportunities 11 - Advanced Systems Foreword New intercity high speed rail technologies may become a reality in the United States in the next few years. As a result of the development of these advanced guided ground transportation systems there is a need to reexamine existing safety requirements. It is also necessary to assess the relative safety of these high speed rail systems which may employ differing equipment and operating procedures than those customarily seen in the United States. This responsibility rests with the Federal Railroad Administration, United States Department of Transportation, which is charged with assuring the safety of rail systems in the United States under the Federal Railroad Safety Act. This report, one in a series of reports planned for high-speed rail technologies, presents an initial review of one such technology, the Swedish tilting train known as the X2000. Additional foreign designed and built tilt trains are available and have been considered for possible application in the United States. Two such technologies, the Spanish Talgo Pendular and the Canadian LRC, were previously offered for testing with the developers' sustaining a major portion of the expense, although they were not subsequently used in revenue service as is now being considered for the X2000. A summary of these tests and a comprehensive review of the state of the art in tilt trains is the subject of a subsequent report. Of note here is that as the Federal Railroad Administration, in its safety endeavors, is consciously trying to avoid placing itself in the position of impeding new technology as a result of its safety regulatory responsibilities. -

VSB6 Section P — Tow Couplings Tow Couplings Will Be Available from the Vehicle Manufacturer
Contents Section P — Overview 2 Modification Code P2 — Fifth wheel and kingpin installation 11 1. Description 2 1. Scope 11 2. Related Australian Design Rules 2 2. Related standards 11 3. Record keeping 2 3. Certification procedure 11 4. Design requirements 2 4. Compliance requirements 11 5. Tow coupling and fifth wheel applications 3 5. Design requirements 11 Modification Code P1 — Towbar and coupling installation other than 6. Installation requirements 12 fifth wheels and kingpins 4 P2 Evaluation sheet — Fifth wheel and turntable evaluation report (example) 18 1. Scope 4 P2 Checklist — Fifth wheel and kingpin installation (example) 19 2. Related standards 4 3. Certification procedure 4 4. Compliance requirements 4 5. Design requirements 4 6. Installation requirements 6 P1 Checklist — Towbar and coupling installation other than fifth wheels and kingpins (example) 10 Section P — Overview 1. Description 62/.. Mechanical Connections Between Vehicles 63/.. Trailers Designed for Use in Road Trains This section of Vehicle Standards Bulletin 6 (VSB6) relates to the 84/.. Front Underrun Impact Protection fitting of tow couplings to heavy vehicles. It outlines minimum design, installation and performance requirements to select and 3. Record keeping mount tow couplings, including fifth wheels, drawbars and towbars and associated componentry on heavy vehicles. The person responsible for certifying the modification should: • collate complete records, including drawings, calculations, test Modifications that may affect the tow coupling include: results -

Pneumatic Coupler………………………………………….…………………8 Iv
TCRP Project E-07 TCRP E-07 Establishing a National Transit Industry Rail Vehicle Technician Qualification Program: Building for Success Appendixes A to D Transportation Learning Center Silver Spring, MD February 2014 This page is intentionally left blank. TCRP Project E-07 Appendix A: National Rail Vehicle Training Standards Committee – Membership List A-1 This page is intentionally left blank. Membership List Committee Co-Chairs John Costa International Vice President, ATU Jayendra Shah NYCMTA, Co-Chair of APTA Rail Vehicle and Maintenance Committee Committee Members Wendell Hardy Instructor Railcar Maintenance, MARTA Atlanta, GA Frank Harris Executive Board Member, ATU 732 Atlanta, GA Mike Keller Executive Board Member, ATU 589 Boston, MA Robert Perry Maintenance Instructor, MBTA Boston, MA James Plomin Manager, Maintenance & Training (retired), CTA Chicago, IL Phil Eberl Manager, Light Rail Vehicle Maintenance, RTD Denver, CO James Avila Maintenance Supervisor, LACMTA Los Angeles, CA Gary Dewater Sr. Rail Maintenance Instructor, LACMTA Los Angeles, CA Jim Lindsay Recording Secretary, ATU 1277 Los Angeles, CA Jerry Blackman Acting Assistant Director, Miami‐Dade Transit Miami, FL Dan Wilson Chief, Miami‐Dade Transit Miami, FL Steve Cobb QA Maintenance Training Instructor, Metro Transit Minneapolis, MN Jack Shaw Shop Forman, Metro Transit Minneapolis, MN Paul Swanson QA Maintenance Training Supervisor, Metro Transit Minneapolis, MN Frank Grassi Car Inspector, TWU 100 NY, NY Hector Ramirez Director, Training and Upgrade Fund TWU 100 NY, -

Compendium of Definitions and Acronyms for Rail Systems
APTA STANDARDS DEVELOPMENT PROGRAM APTA STD-ADMIN-GL-001-19 GUIDELINES First Published June 20, 2019 American Public Transportation Association 1300 I Street NW, 12th Floor East, Washington, DC, 20005 Compendium of Definitions and Acronyms for Rail Systems Abstract: This compendium was developed by the Technical Services & Innovation Department and published by the American Public Transportation Association (APTA) to provide a glossary of commonly used definitions and acronyms in documents such as standards, recommended practices, and guidelines, so there is consistency within the rail transportation industry. Summary: APTA, through its subsidiary the North American Transit Services Association (NATSA), develops standards, recommended practices and guidelines for the benefit of public rail transportation. These tasks are accomplished by working groups consisting of members from rail transit agencies, manufacturers, consultants, engineers and other interested groups. Through the development of these documents, working groups have created a wide array of terms and abbreviations, many with varying definitions. This compendium has been developed to standardize the usage of such definitions and acronyms as it relates to rail operations, maintenance practices, designs and specifications. This document is dynamic in nature in that, over time, additional definitions and acronyms will be included. It is APTA’s intention that the document be sufficiently expanded at some point in the future to provide common usage of terms encompassing all rail industry requirements. Scope and purpose: This compendium applies to all rail agencies that operate commuter rail, heavy rail (subway systems), light rail, streetcars, and trolleys. The usage of these definitions and acronyms are voluntary. Nevertheless, it is the desire of APTA that the rail industry apply these terms to all documents such as standards, recommended practices, standard operating practices, standard maintenance practices, rail agency policies and procedures, and agency rule books. -

A Forest Machine Bogie with a Bearing Capacity Dependent Contact Area
Silva Fennica vol. 47 no. 3 article id 1017 Category: research note. SILVA FENNICA www.silvafennica.fi ISSN-L 0037-5330 | ISSN 2242-4075 (Online) The Finnish Society of Forest Science The Finnish Forest Research Institute Jeanette Edlund1, Urban Bergsten2 and Hans Arvidsson3 A forest machine bogie with a bearing capacity dependent contact area: acceleration and angular orientation when passing obstacles and drawbar pull force and free rolling resistance on firm ground Edlund J., Bergsten U., Arvidsson H. (2013). A forest machine bogie with a bearing capacity dependent contact area: acceleration and angular orientation when passing obstacles and drawbar pull force and free rolling resistance on firm ground. Silva Fennica vol. 47 no. 3 article id 1017. 7 p. Highlights • The Long Tracked Bogie principle (LTB) has low contact area on firm ground with low load, it increases when higher traction force is needed and on softer soil. • Free rolling resistance on firm ground was 60% of the value for a conventional bogie. • LTB appears to pass wider ditches/cavities, more smoothly with lower pitch angle, than a conventional bogie. Abstract The Long Tracked Bogie with contact area dependent on bearing capacity was compared to a con- ventional bogie. Two unloaded Vimek 608 forwarders with different bogies and with the traction from the front wheel removed were compared. Two high obstacles, 0.1 and 0.2 m high, respectively and 0.15 m in width, and two deep obstacles/ditches with a depth of 0.2 m and a width 1 and 1.5 m were used for tests. Towing tests on flat ground were done by connecting the machines to each other with a load cell in between. -

Use of Simulation Modeling to Analyze Vehicle and Track Interaction
Use of Simulation Modeling to Analyze Vehicle and Track Interaction Presented by: Gary Wolf Wolf Railway Consulting 2838 Washington Street Avondale Estates, Georgia 30002 404‐600‐2300 www.wolfrailway.com 1 Computer Simulation Models used in Train and Vehicle Dynamics • Train Operations Simulator (TOS) • Train Operations and Energy Simulator (TOES™) • NUCARS™, VAMPIRE, SIMPACK, GENSYS, ADAMS RAIL, Universal Mechanism (UM) TOES and NUCARS are trademarks of TTCI Simulation –the imitation of the operation of a real‐ world process or system over time Wikipedia Simulation - the representation of the behavior or characteristics of one system through the use of another system, especially a computer program designed for the purpose. Dictionary.com Simulation - the imitative representation of the functioning of one system or process by means of the functioning of another <a computer simulation of an industrial process> Webster 3 2 Kinds of Simulation • Deterministic – Based on laws of physics and uses real world inputs Excellent when there is certainty about inputs • Probabilistic or Stochastic – Based on probabilities of something happening, often using random or defined probability distribution of various inputs Excellent when there is uncertainty about inputs 4 Advantages of Simulation • Re‐create the impossible • More cost effective than testing • Can perform many “what if’s” • Removes Opinions and Biases • Consistent Methodology • Proven results; all models validated Two Types of Simulation Models in Railway Dynamics • Simulation of longitudinal -

Market Analysis of Heavy-Duty Commercial Trailers in Europe
WHITE PAPER SEPTEMBER 2018 MARKET ANALYSIS OF HEAVY-DUTY COMMERCIAL TRAILERS IN EUROPE Ben Sharpe and Felipe Rodríguez www.theicct.org [email protected] BEIJING | BERLIN | BRUSSELS | SAN FRANCISCO | WASHINGTON ACKNOWLEDGMENTS This work is funded by the European Climate Foundation. The authors thank Oscar Delgado and Rachel Muncrief of the ICCT for their detailed feedback on an earlier version of this paper. International Council on Clean Transportation 1225 I Street NW, Suite 900 Washington, DC 20005 USA [email protected] | www.theicct.org | @TheICCT © 2018 International Council on Clean Transportation TABLE OF CONTENTS 1. Introduction .................................................................................................................................................1 2. Europe’s trailer sales and production market ................................................................................2 2.1 Manufacturer market shares .......................................................................................................5 2.2 Analysis of sales and production for the top five EU markets .......................................8 2.3 Sales by semi-trailer type .............................................................................................................11 2.4 Sales by trailer curb weight in Germany ................................................................................13 2.5 Dimension limits for tractor-trailers in the European Union ......................................... 14 2.6 -

Safety Rules
Union Pacific Rules Safety Rules Effective June 1, 2017 Includes Updates as of February 15, 2019 PB-20369 Union Pacific Railroad. All Rights Reserved. These rules become effective at 0900, Thursday, June 1, 2017. At that time, all previous rules and instructions that are inconsistent with these rules become void. STATEMENT: Statement of Safety Policy 70.0: GENERAL SAFETY INSTRUCTIONS 71.0: PERSONAL PROTECTIVE EQUIPMENT 72.0: FIRE PREVENTION 73.0: EXPLOSIVES 74.0: VEHICLE OPERATIONS 75.0: MATERIAL HANDLING 76.0: TOOLS AND MACHINERY 77.0: MECHANICAL LIFTING/PULLING OPERATIONS 78.0: ELECTRICAL 79.0: WELDING 80.0: WALKING/WORKING SURFACES 81.0: WORKING AROUND TRACKS OR BEING ON EQUIPMENT 82.0: HANDLING SWITCHES AND DERAILS 83.0: INTERMODAL RAMP RULES For business purposes only. Unauthorized access, use, distribution, or modification of Union Pacific computer systems or their content is prohibited by law. GLOSSARY: Glossary INDEX: Index Union Pacific Rules Safety Rules STATEMENT: Statement of Safety Policy STATEMENT: Statement of Safety Policy STATEMENT: Statement of Safety Policy It is Union Pacific Railroad's policy to conduct its business in a manner that addresses the safety of employees, contractors, customers and the communities we serve. Union Pacific will strive to prevent all incidents, accidents, injuries and occupational illnesses through the active participation of all stakeholders. The company is committed to continuous efforts to identify and manage safety risks associated with its activities. Accordingly, Union Pacific's policy is to: Encourage and support: Employee engagement in workplace safety; A Total Safety Culture; Care for employees; Maintain infrastructure and equipment, establish documented safety management systems, provide training and conduct operations in a manner aimed at safeguarding people and property; Communicate with employees, contractors, communities and customers with respect to their roles and responsibilities surrounding rail safety.