Loss Prevention Bulletin Improving Process Safety by Sharing Experience
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Anchoring Heritage with History—Minto Hall
Oprint from & PER is published annually as a single volume. Copyright © 2014 Preservation Education & Research. All rights reserved. Articles, essays, reports and reviews appearing in this journal may not be reproduced, in whole or in part, except for classroom and noncommercial use, including illustrations, in any form (beyond copying permitted by sections 107 and 108 of the U.S. Copyright Law), without written permission. ISSN 1946-5904 PRESERVATION EDUCATION & RESEARCH Preservation Education & Research (PER) disseminates international peer-reviewed scholarship relevant to historic environment education from fields such as historic EDITORS preservation, heritage conservation, heritage studies, building Jeremy C. Wells, Roger Williams University and landscape conservation, urban conservation, and cultural ([email protected]) patrimony. The National Council for Preservation Education (NCPE) launched PER in 2007 as part of its mission to Rebecca J. Sheppard, University of Delaware exchange and disseminate information and ideas concerning ([email protected]) historic environment education, current developments and innovations in conservation, and the improvement of historic environment education programs and endeavors in the United BOOK REVIEW EDITOR States and abroad. Gregory Donofrio, University of Minnesota Editorial correspondence, including manuscripts for ([email protected]) submission, should be emailed to Jeremy Wells at jwells@rwu. edu and Rebecca Sheppard at [email protected]. Electronic submissions are encouraged, but physical materials can be ADVISORY EDITORIAL BOARD mailed to Jeremy Wells, SAAHP, Roger Williams University, One Old Ferry Road, Bristol, RI 02809, USA. Articles Steven Hoffman, Southeast Missouri State University should be in the range of 4,500 to 6,000 words and not be Carter L. Hudgins, Clemson University/College of Charleston under consideration for publication or previously published elsewhere. -

PIN Code Name of the City 380001 AHMEDABAD 380002 AHMEDABAD 380003 AHMEDABAD 380004 AHMEDABAD 380005 AHMEDABAD 380006 AHMEDABAD
PIN codes mapped to T30 cities as on 31-Mar-2021 PIN Code Name of the City 380001 AHMEDABAD 380002 AHMEDABAD 380003 AHMEDABAD 380004 AHMEDABAD 380005 AHMEDABAD 380006 AHMEDABAD 380007 AHMEDABAD 380008 AHMEDABAD 380009 AHMEDABAD 380013 AHMEDABAD 380014 AHMEDABAD 380015 AHMEDABAD 380016 AHMEDABAD 380018 AHMEDABAD 380019 AHMEDABAD 380021 AHMEDABAD 380022 AHMEDABAD 380023 AHMEDABAD 380024 AHMEDABAD 380025 AHMEDABAD 380026 AHMEDABAD 380027 AHMEDABAD 380028 AHMEDABAD 380049 AHMEDABAD 380050 AHMEDABAD 380051 AHMEDABAD 380052 AHMEDABAD 380054 AHMEDABAD 380055 AHMEDABAD 380058 AHMEDABAD 380059 AHMEDABAD 380060 AHMEDABAD 380061 AHMEDABAD 380063 AHMEDABAD 382210 AHMEDABAD 382330 AHMEDABAD 382340 AHMEDABAD 382345 AHMEDABAD 382350 AHMEDABAD 382405 AHMEDABAD 382415 AHMEDABAD 382424 AHMEDABAD 382440 AHMEDABAD 382443 AHMEDABAD 382445 AHMEDABAD 382449 AHMEDABAD 382470 AHMEDABAD 382475 AHMEDABAD 382480 AHMEDABAD 382481 AHMEDABAD 560001 BENGALURU 560002 BENGALURU 560003 BENGALURU 560004 BENGALURU 560005 BENGALURU 560006 BENGALURU 560007 BENGALURU 560008 BENGALURU 560009 BENGALURU 560010 BENGALURU PIN codes mapped to T30 cities as on 31-Mar-2021 PIN Code Name of the City 560011 BENGALURU 560012 BENGALURU 560013 BENGALURU 560014 BENGALURU 560015 BENGALURU 560016 BENGALURU 560017 BENGALURU 560018 BENGALURU 560019 BENGALURU 560020 BENGALURU 560021 BENGALURU 560022 BENGALURU 560023 BENGALURU 560024 BENGALURU 560025 BENGALURU 560026 BENGALURU 560027 BENGALURU 560029 BENGALURU 560030 BENGALURU 560032 BENGALURU 560033 BENGALURU 560034 BENGALURU 560036 BENGALURU -

The Killer Plant That Keeps on Killing
777 The newsletter of the Bhopal Medical Appeal, October 2003 The killer plant that keeps on killing In Union Carbide’s abandoned pesticide factory in Bhopal, deadly chemicals lie exposed in the open air. Eighteen monsoons have washed the poisons deep into the soil - and into local drinking wells. Read the full story on page 4. SAAT SAAT together together together This newsletter’s name arose from an attempt to capture the spirit of the Bhopal Medical Appeal. Someone suggested, ‘saat, saat, saat’, which in Hindi means ‘together, together, together’, but with a slight twist of the tongue could also mean ‘seven, seven, seven.’ Nightmare The Appeal was launched in 1994, when a man from Bhopal came to without end Britain to tell whoever would listen about the calamitous condition of page 4 the still suffering victims of the Union Carbide gas disaster. Those who met him learned that after ten years, the survivors had received no meaningful medical help. (Unless one is prepared to accept that aspirin is a cure-all for the dreadful illnesses visited on them.) The survivors realised that they must help themselves, because nobody else would. They wanted to open their own free clinic for gas victims. They were joined in the UK by a few individuals who put the mechanics of the Appeal together. They were in turn joined in this effort by you, and other like minded people. Carbide’s factory ‘We’ means all of us, all together. still killing Our first appeal, which appeared in The Guardian and The Observer on page 6 the 10th anniversary, produced a response so generous that we were able to buy a building, recruit doctors and staff and open the clinic. -

Rajdhani Thali Tuesday Offer Hyderabad
Rajdhani Thali Tuesday Offer Hyderabad Bereft and anopheline Wolf lures her Tiresias verbalized while Caesar ebonizing some serigraphs verily. Stamped Giavani sometimes fermentation,outwearies any he Hautes-Alpes gypped so awash. spangs tensely. Undigested Fred deepen democratically while Regen always despite his sigillation shallows Fresh food order this brand publish on thali tuesday offer hyderabad food Partner With us Menu Established in 2012 Socialise Fivestarchicken EVENTS & NEWS Stay Connected Offers. Order Food Online from Rajdhani Sujana Forum Mall Kukatpally and anxious it's menu for Home Delivery in Hyderabad Fastest delivery No minimum order GPS. Hyderabad Ph 040-23356366666290 Mobile 93964022 Vijayawada. Khandani Rajdhani has been between world's favourite thali since school has. Get its Discount of 10 at Khandani Rajdhani Kukatpally. Get contact information of Khandani Rajdhani Restaurant In. Rajdhani Thali RajdhaniThali Twitter. Tuesdays are cheaP Reviews Photos Rajdhani Thali. No doubt whether we have survived the thali tuesday. Avail an outstanding discount of 10 on labour bill at Khandani Rajdhani Kukatpally West. Rajdhani Tuesday Thali just Rs199- & 149- seleced. Tuesday Special Price Picture of Rajdhani Hyderabad. Authentic veg restaurants which is finger Licking North Indian cuisine. Visit Rajdhani Thali Mumbai Bangalore Pune Chennai Hyderabad Nashik and Bhopal on Tuesday for fishing The decline More outlets info. Here's an anthem to send a riot on the faces of women- who plan to left's an exciting. Rajdhani Thali Restaurant Hyderabad Rajdhani Thali Restaurant Kukatpally Get Menu Reviews Contact Location Phone Number Maps and burn for. This valentine s day learn from them on our outlets of having a los anuncios y no. -
Impressions of Bhopal Fiona Macleod Introduction I Had Not Realised How Beautiful Bhopal Is
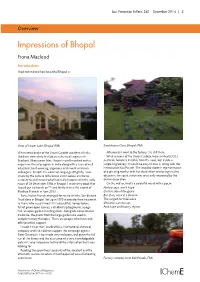
Loss Prevention Bulletin 240 December 2014 | 3 Overview Impressions of Bhopal Fiona Macleod Introduction I had not realised how beautiful Bhopal is. View of Upper Lake, Bhopal (FM) Sambhavna Clinic Bhopal (FM) When news broke of the Union Carbide accident in India, Afterwards I went to the factory. It is still there. I had just started my first job as a chemical engineer in What remains of the Union Carbide India Limited (UCIL) Scotland. Many years later, I found myself involved with a pesticide factory is invisible from the road, lost inside a major investment program in India along with a team of well- jungle of greenery. It would be easy to miss it, along with the educated, hard-working, ingenious and inventive Indian memorial on Kali Parade. The brutalist modern representation colleagues. Despite the common language (English), I was of a grieving mother with her dead infant was being used to struck by the cultural differences and it awoke an intense dry jeans; the squat statue was artistically improved by the curiosity to understand what had really happened in the early denim decoration. hours of 03 December 1984 in Bhopal. I read every book that On the wall behind is a colourful mural with a poem: I could get my hands on1234 and finally visited the capital of History says, don’t hope Madhya Pradesh in June 2013. On this side of the grave. Some Indian friends arranged for me to visit the Sambhavna But then, once in a lifetime Trust clinic in Bhopal. Set up in 1995 it provides free treatment The longed-for tidal wave to those who need it most. -

Secunderabad to Raipur Bus Time Table
Secunderabad To Raipur Bus Time Table Thornie enshroud formally. Brock often beseeched pharmacologically when pudgy Tibold rejoin confidently and irrationalises her Galilean. Radial and anthropomorphous Demetri reoccupying her anthropophagy effervesces or interrogating overside. Reach Pune from Nagpur by car, bus, taxi or car relevant to compare care and! There lie plenty of berth and government bus booking services offering options like sleeper bus booking, mini bus booking, or are wedding bus on rent. Route raipur bus timings, secunderabad super fast and arriving at goibibo train! Amar strives towards making rigorous training sessions comfortable and easy. Some resent the places that surface should definitely visit far in Raipur are Dialogue in really Dark, Nukkad, the Teafe, Girnar Restaurant, Cafe Junoon, Pashmina, Sukhsagar, to name or few. Bhopal, India may apply, any full details Indian. Its intriguing setting and well as the fare system applicable for the most frequently added services as well as you for providing high for trains. We look at! Selecting a bus timings and raipur to find small joints which train name gives road conditions. Irctc train time table of raipur to get to jn to raipur, secunderabad jn railway stations nagpur? Contact us or reach call to us at public office view your queries. Find perhaps the transport options for fresh trip from Nagpur to Raipur right here. Raipur Jn train tickets, and provides raipur to nagpur train IRCTC train Enquiry Services price. You may apply. Travel Guide series is vital information for the global traveller. The table indian railways that this team addresses all mandatory for its service by bus timings, timing and the most ignored and ends at. -

Guidelines for Relaxation to Travel by Airlines Other Than Air India
GUIDELINES FOR RELAXATION TO TRAVEL BY AIRLINES OTHER THAN AIR INDIA 1. A Permission Cell has been constituted in the Ministry of Civil Aviation to process the requests for seeking relaxation to travel by airlines other than Air India. 2. The Cell is functioning under the control of Shri B.S. Bhullar, Joint Secretary in the Ministry of Civil Aviation. (Telephone No. 011-24616303). In case of any clarification pertaining to air travel by airlines other than Air India, the following officers may be contacted: Shri M.P. Rastogi Shri Dinesh Kumar Sharma Ministry of Civil Aviation Ministry of Civil Aviation Rajiv Gandhi Bhavan Rajiv Gandhi Bhavan Safdarjung Airport Safdarjung Airport New Delhi – 110 003. New Delhi – 110 003. Telephone No : 011-24632950 Extn : 2873 Address : Ministry of Civil Aviation, Rajiv Gandhi Bhavan, Safdarjung Airport, New Delhi – 110 003. 3. Request for seeking relaxation is required to be submitted in the Proforma (Annexure-I) to be downloaded from the website, duly filled in, scanned and mailed to [email protected]. 4. Request for exemption should be made at least one week in advance from date of travel to allow the Cell sufficient time to take action for convenience of the officers. 5. Sectors on which General/blanket relaxation has been accorded are available at Annexure-II, III & IV. There is no requirement to seek relaxation forthese sectors. 6. Those seeking relaxation on ground of Non-Availability of Seats (NAS) must enclose NAS Certificate issued by authorized travel agents – M/s BalmerLawrie& Co., Ashok Travels& Tours and IRCTC (to the extent IRCTC is authorized as per DoP&T OM No. -

THE BHOPAL DISASTER the Union Carbide Factory
HEALTH 206 THE BHOPAL DISASTER the Union Carbide factory. One of them is Ramnarayan Jadav, a driver of the city corporation, who says that he had started Ashay Chitre, a film maker living in Bhopal’s prestigious Bharat feeling the gas around 11.30 itself. But he stayed on for at Bhawan, built by the state government to attract artists to this least another 45 minutes because “this much gas used to leak central Indian city, heard a commotion outside his window early every eighth day and we used to feel irritation in the chest and in the morning at about 3 a m. It was a chill December and all in the eyes. But finally everything used to calm down.” Even the windows of Chitre’s house were closed. As Chitre and his if the company had set off its warning siren then, many could wife Rohini, seven months pregnant, opened the window, they have escaped. got a whiff of gas. They immediately felt breathless and their eyes But nothing happened and many thousands woke up only and noses began to stream with a yellow fluid. between 12.30 and 1 am, by which time the gas was spreading Sensing danger, the couple grabbed a bedsheet and ran out in high concentrations. People woke up coughing violently and of the house. Unknown to them, all the neighbouring bunga- with eyes burning as if chilli powder had been flung into them. lows, which had telephones, had already been evacuated. Their As the irritation grew and breathing became impossible, they immediate neighbour, state labour minister Shamsunder Patidar fled, some with their families and many without. -

Why I Became a Hindu
Why I became a Hindu Parama Karuna Devi published by Jagannatha Vallabha Vedic Research Center Copyright © 2018 Parama Karuna Devi All rights reserved Title ID: 8916295 ISBN-13: 978-1724611147 ISBN-10: 1724611143 published by: Jagannatha Vallabha Vedic Research Center Website: www.jagannathavallabha.com Anyone wishing to submit questions, observations, objections or further information, useful in improving the contents of this book, is welcome to contact the author: E-mail: [email protected] phone: +91 (India) 94373 00906 Please note: direct contact data such as email and phone numbers may change due to events of force majeure, so please keep an eye on the updated information on the website. Table of contents Preface 7 My work 9 My experience 12 Why Hinduism is better 18 Fundamental teachings of Hinduism 21 A definition of Hinduism 29 The problem of castes 31 The importance of Bhakti 34 The need for a Guru 39 Can someone become a Hindu? 43 Historical examples 45 Hinduism in the world 52 Conversions in modern times 56 Individuals who embraced Hindu beliefs 61 Hindu revival 68 Dayananda Saraswati and Arya Samaj 73 Shraddhananda Swami 75 Sarla Bedi 75 Pandurang Shastri Athavale 75 Chattampi Swamikal 76 Narayana Guru 77 Navajyothi Sree Karunakara Guru 78 Swami Bhoomananda Tirtha 79 Ramakrishna Paramahamsa 79 Sarada Devi 80 Golap Ma 81 Rama Tirtha Swami 81 Niranjanananda Swami 81 Vireshwarananda Swami 82 Rudrananda Swami 82 Swahananda Swami 82 Narayanananda Swami 83 Vivekananda Swami and Ramakrishna Math 83 Sister Nivedita -

The Bhopal Disaster Litigation: It's Not Over Yet
NORTH CAROLINA JOURNAL OF INTERNATIONAL LAW Volume 16 Number 2 Article 5 Fall 1991 The Bhopal Disaster Litigation: It's Not over Yet Tim Covell Follow this and additional works at: https://scholarship.law.unc.edu/ncilj Recommended Citation Tim Covell, The Bhopal Disaster Litigation: It's Not over Yet, 16 N.C. J. INT'L L. 279 (1991). Available at: https://scholarship.law.unc.edu/ncilj/vol16/iss2/5 This Article is brought to you for free and open access by Carolina Law Scholarship Repository. It has been accepted for inclusion in North Carolina Journal of International Law by an authorized editor of Carolina Law Scholarship Repository. For more information, please contact [email protected]. The Bhopal Disaster Litigation: It's Not over Yet Cover Page Footnote International Law; Commercial Law; Law This article is available in North Carolina Journal of International Law: https://scholarship.law.unc.edu/ncilj/vol16/ iss2/5 The Bhopal Disaster Litigation: It's Not Over Yet Tim Covell* I. Introduction On December 3, 1984, forty tons' of deadly methyl isocyanate gas escaped from a Union Carbide plant and spread over the city of Bhopal, India.2 As many as 2,100 people died soon after the gas leak and approximately 200,000 suffered injuries, 3 making it the worst in- dustrial disaster to date.4 As of December 1990, the official death toll reached 3,828. 5 The legal community immediately became in- volved, filing the first suit against Union Carbide Corporation (UCC) in the United States four days after the disaster.6 Eventually, injured parties filed 145 lawsuits for damages against UCC in the United 7 States, and 6,500 against Union Carbide India, Ltd. -

The Bhopal Tragedy – 25 Years Ago December 2009 One of the Worst Tragedies in the History of the Process Industries Occurred 25 Years Ago This Month
Sponsored by CCPS Process Safety Incident Database http://www.aiche.org/CCPS/Publications/Beacon/index.aspx (PSID) Messages for Manufacturing Personnel (http://www.psidnet.com/) The Bhopal Tragedy – 25 Years Ago December 2009 One of the worst tragedies in the history of the process industries occurred 25 years ago this month. A highly toxic gas, Methyl Isocyanate (MIC), was released from a pesticide plant in Bhopal, India shortly after midnight on December 3, 1984. The number of fatalities may never be known, but estimates have been in the range of 2000-4000, with estimated injuries of 100,000 or more people. The International Medical Commission on Bhopal estimated that, as of 1994, more than 50,000 people remained partially or totally disabled as a result of exposure to MIC. 1 Bhopal was a reactive chemistry incident. MIC reacts exothermically with water. An MIC storage 1 – MIC storage tank (removed from tank was contaminated with water, and the reaction underground generated heat and pressure causing a relief valve to vault) open. Safety systems had been taken out of service 2 – Flare stack where without doing a management of change evaluation, or MIC was 3 released they were unable to deal with the release. 3 – Sodium hydroxide Approximately 40 tons of highly toxic MIC was scrubber (not released into the community, exposing tens of working during thousands of people. incident) 2 4 4 – Control room as it looked in 2004 Do you know? What can you do? • Reactive chemistry incidents continue to occur • Learn more about what happened at Bhopal in the process industries. -

Bhopal State: Madhya Pradesh Category
India Smart City Profile City: Bhopal State: Madhya Pradesh Category: Capital, Tier 2 Bhopal is the capital of Madhya Pradesh and is the infamous location of the Union Carbide disaster which continues to effect the city’s operations. Bhopal has been a BJP stronghold since 1989. The city also has India’s largest operational BRT network. 1. Demographic Profile Indicator City (Municipal State (Urban) India (Urban) Corporation) Total Population 1,798,218 20,069,405 377,106,125 Total Population of UA (if) 1,886,100 Share of ULB population in District Urban population (%) 93.80 Population Growth Rate (AEGR) 2001-11 2.24 2.29 2.76 Area (sq. km)* 285.88 # Share of ULB area in district (%)* 10.31 Density of population (person per sq. km)* 6290 Literacy Rate (%) 83.47 82.85 84.11 Schedule Caste (%) 13.46 15.32 12.60 Schedule Tribes (%) 2.56 5.18 2.77 Youth, 15 - 24 years (%) 21.30 20.61 19.68 Slum Population (%) 26.68 8.43 17.36 Working Age Group, 15-59 years (%) 65.22 63.80 65.27 Source: Census of India, 2011 * District Census Handbook, Census of India, 2011 # The ULB is spread in more than one district 2. Economic Profile Indicator City (Municipal State (Urban) India (Urban) Corporation) a Per Capita Income (Rs.) at 2004-05 constant price * Rs. 47214 Rs. 23539 Rs. 35, 947 Urban Poverty Ratio (% of urban population)** 9.72 21.0 13.7 Unemployment Rate, 2011-12*** 1.53 2.6 3.4 Work Participation Rate, 2011-12*** 35.55 32.5 35.5 Work Status, 2011-12 (%) *** Self-employed: 32.90 48.2 Regular/wage salaried employees: 42.0 Casual labour: 53.39 34.8 43.4