Fire Performance of Oriented Strandboard
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparative Analysis of the Properties of Tamarack (Larix Laricina (Du Roi) K
Lakehead University Knowledge Commons,http://knowledgecommons.lakeheadu.ca Electronic Theses and Dissertations Electronic Theses and Dissertations from 2009 2014 Comparative analysis of the properties of tamarack (Larix laricina (Du Roi) K. Koch) particleboard and thermally treated oriented strand board (OSB) Wang, Le http://knowledgecommons.lakeheadu.ca/handle/2453/1637 Downloaded from Lakehead University, KnowledgeCommons COMPARATIVE ANALYSIS OF THE PROPERTIES OF TAMARACK {Larix laricina (Du Roi) K. Koch) PARTICLEBOARD AND THERMALLY TREATED ORIENTED STRAND BOARD (OSB) Le Wang A thesis submitted to the faculty of graduate studies Lakehead University in partial fulfillment of the requirements for the degree of Master of Science in Forestry Wood Science and Technology Lakehead University Copyright © Le Wang 2014 ProQuest Number: '10611966 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. ProOuest ProQuest 10611966 Published by ProQuest LLC (2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States Code Microform Edition ® ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106 - 1346 ABSTRACT Engineered wood products (EWPs), for example, particleboard and oriented strand board (OSB), are normally made from wood residuals or small particles of under- utilized wood species for replacing solid sawn products as its cost effective, more uniform, and a more efficient method of using available timber resources. -

Psme 46 Douglas-Fir-Incense
PSME 46 DOUGLAS-FIR-INCENSE-CEDAR/PIPER'S OREGONGRAPE Pseudotsuga menziesii-Calocedrus decurrens/Berberis piperiana PSME-CADE27/BEPI2 (N=18; FS=18) Distribution. This Association occurs on the Applegate, Ashland, and Prospect Ranger Districts, Rogue River National Forest, and the Tiller and North Umpqua Ranger Districts, Umpqua National Forest. It may also occur on the Butte Falls Ranger District, Rogue River National Forest and adjacent Bureau of Land Management lands. Distinguishing Characteristics. This is a drier, cooler Douglas-fir association. White fir is frequently present, but with relatively low covers. Piper's Oregongrape and poison oak, dry site indicators, are also frequently present. Soils. Parent material is mostly schist, welded tuff, and basalt, with some andesite, diorite, and amphibolite. Average surface rock cover is 8 percent, with 8 percent gravel. Soils are generally deep, but may be moderately deep, with an average depth of greater than 40 inches. PSME 47 Environment. Elevation averages 3000 feet. Aspects vary. Slope averages 35 percent and ranges between 12 and 62 percent. Slope position ranges from the upper one-third of the slope down to the lower one-third of the slope. This Association may also occur on benches and narrow flats. Vegetation Composition and Structure. Total species richness is high for the Series, averaging 44 percent. The overstory is dominated by Douglas-fir and ponderosa pine, with sugar pine and incense-cedar common associates. Douglas-fir dominates the understory. Incense-cedar, white fir, and Pacific madrone frequently occur, generally with covers greater than 5 percent. Sugar pine is common. Frequently occurring shrubs include Piper's Oregongrape, baldhip rose, poison oak, creeping snowberry, and Pacific blackberry. -

Properties of Western Larch and Their Relation to Uses of the Wood
TECHNICAL BULLETIN NO. 285 MARCH, 1932 PROPERTIES OF WESTERN LARCH AND THEIR RELATION TO USES OF THE WOOD BY R. P. A. JOHNSON Engineer, Forest Products Laboratory AND M. I. BRADNER In Charge^ Office of Forest Products y Region I Branch of Research, Forest Service UNITED STATES DEPARTMENT OF AGRICULTURE, WASHINGTON, D. C. TECHNICAL BULLETIN NO. 285 MARCH, 1932 UNITED STATES DEPARTMENT OF AGRICULTURE WASHINGTON, D. C. PROPERTIES OF WESTERN LARCH AND THEIR RELATION TO USES OF THE WOOD By R. P. A. JOHNSON, Engineer, Forest Products Laboratory^^ and M. I. BRADNER, in Charge, Office of Forest Products, Region 1, Branch of Research, Forest Service * CONTENTS Page Page Introduction 1 Mechanical and physical properties—Con. The larch-fir mixture 2 Resistance to decay, weathering, and Character and range of the western larch insects 39 forest __ 4 Reaction to preservative treatment 42 Occurrence 4 Heat and insulating properties 42 Character 4 Permeability by liquids 42 Size of stand 7 Tendency to impart odor or ñavor___:. _. 43 Cut and supply 9 Tendency to leach or exude extractives. _ 43 Merchandising practices 10 Chemical properties 43 distribution lO Fire resistance ., 43 Percentage of cut going into various lum- Characteristic defects of western larch 44 ber items 12 Natural defects 44 Descriptive properties of western larch 13 Seasoning defects 46 General description of the wood 13 Manufacturing defects 47 Heartwood content of lumber 13 Grades and their characteristics 47 Growth rings 14 Grade yield and production 48 Summer-wood content 14 Heartwood content 50 Figure. 14 Width of rings 50 How to distinguish western larch from other Grade descriptions . -

Susceptibility of Larch, Hemlock, Sitka Spruce, and Douglas-Fir to Phytophthora Ramorum1
Proceedings of the Sudden Oak Death Fifth Science Symposium Susceptibility of Larch, Hemlock, Sitka Spruce, and 1 Douglas-fir to Phytophthora ramorum Gary Chastagner,2 Kathy Riley,2 and Marianne Elliott2 Introduction The recent determination that Phytophthora ramorum is causing bleeding stem cankers on Japanese larch (Larix kaempferi (Lam.) Carrière) in the United Kingdom (Forestry Commission 2012, Webber et al. 2010), and that inoculum from this host appears to have resulted in disease and canker development on other conifers, including western hemlock (Tsuga heterophylla (Raf.) Sarg.), Douglas-fir (Pseudotsuga menziesii (Mirb.) Franco), grand fir (Abies grandis (Douglas ex D. Don) Lindl.), and Sitka spruce (Picea sitchensis (Bong.) Carrière), potentially has profound implications for the timber industry and forests in the United States Pacific Northwest (PNW). A clearer understanding of the susceptibility of these conifers to P. ramorum is needed to assess the risk of this occurring in the PNW. Methods An experiment was conducted to examine the susceptibility of new growth on European (L. decidua Mill.), Japanese, eastern (L. laricina (Du Roi) K. Koch), and western larch (L. occidentalis Nutt.); western and eastern hemlock (T. canadensis (L.) Carrière); Sitka spruce; and a coastal seed source of Douglas-fir to three genotypes (NA1, NA2, and EU1) of P. ramorum in 2011. In 2012, a similar experiment was conducted using only the four larch species. Container-grown seedlings or saplings were used in all experiments. Five trees or branches of each species were inoculated with a single isolate of the three genotypes by spraying the foliage with a suspension of zoospores (105/ml). -

DOUGLAS's Datasheet
DOUGLAS Page 1of 4 Family: PINACEAE (gymnosperm) Scientific name(s): Pseudotsuga menziesii Commercial restriction: no commercial restriction Note: Coming from North West of America, DOUGLAS FIR is often used for reaforestation in France and in Europe. Properties of european planted trees (young and with a rapid growth) which are mentionned in this sheet are different from those of the "Oregon pine" (old and with a slow growth) coming from its original growing area. WOOD DESCRIPTION LOG DESCRIPTION Color: pinkish brown Diameter: from 50 to 80 cm Sapwood: clearly demarcated Thickness of sapwood: from 5 to 10 cm Texture: medium Floats: pointless Grain: straight Log durability: low (must be treated) Interlocked grain: absent Note: Heartwood is pinkish brown with veins, the large sapwood is yellowish. Wood may show some resin pockets, sometimes of a great dimension. PHYSICAL PROPERTIES MECHANICAL AND ACOUSTIC PROPERTIES Physical and mechanical properties are based on mature heartwood specimens. These properties can vary greatly depending on origin and growth conditions. Mean Std dev. Mean Std dev. Specific gravity *: 0,54 0,04 Crushing strength *: 50 MPa 6 MPa Monnin hardness *: 3,2 0,8 Static bending strength *: 91 MPa 6 MPa Coeff. of volumetric shrinkage: 0,46 % 0,02 % Modulus of elasticity *: 16800 MPa 1550 MPa Total tangential shrinkage (TS): 6,9 % 1,2 % Total radial shrinkage (RS): 4,7 % 0,4 % (*: at 12% moisture content, with 1 MPa = 1 N/mm²) TS/RS ratio: 1,5 Fiber saturation point: 27 % Musical quality factor: 110,1 measured at 2971 Hz Stability: moderately stable NATURAL DURABILITY AND TREATABILITY Fungi and termite resistance refers to end-uses under temperate climate. -

Arthropod Diversity and Conservation in Old-Growth Northwest Forests'
AMER. ZOOL., 33:578-587 (1993) Arthropod Diversity and Conservation in Old-Growth mon et al., 1990; Hz Northwest Forests complex litter layer 1973; Lattin, 1990; JOHN D. LATTIN and other features Systematic Entomology Laboratory, Department of Entomology, Oregon State University, tural diversity of th Corvallis, Oregon 97331-2907 is reflected by the 14 found there (Lawtt SYNOPSIS. Old-growth forests of the Pacific Northwest extend along the 1990; Parsons et a. e coastal region from southern Alaska to northern California and are com- While these old posed largely of conifer rather than hardwood tree species. Many of these ity over time and trees achieve great age (500-1,000 yr). Natural succession that follows product of sever: forest stand destruction normally takes over 100 years to reach the young through successioi mature forest stage. This succession may continue on into old-growth for (Lattin, 1990). Fire centuries. The changing structural complexity of the forest over time, and diseases, are combined with the many different plant species that characterize succes- bances. The prolot sion, results in an array of arthropod habitats. It is estimated that 6,000 a continually char arthropod species may be found in such forests—over 3,400 different ments and habitat species are known from a single 6,400 ha site in Oregon. Our knowledge (Southwood, 1977 of these species is still rudimentary and much additional work is needed Lawton, 1983). throughout this vast region. Many of these species play critical roles in arthropods have lx the dynamics of forest ecosystems. They are important in nutrient cycling, old-growth site, tt as herbivores, as natural predators and parasites of other arthropod spe- mental Forest (HJ cies. -

Western Larch, Which Is the Largest of the American Larches, Occurs Throughout the Forests of West- Ern Montana, Northern Idaho, and East- Ern Washington and Oregon
Forest An American Wood Service Western United States Department of Agriculture Larch FS-243 The spectacular western larch, which is the largest of the American larches, occurs throughout the forests of west- ern Montana, northern Idaho, and east- ern Washington and Oregon. Western larch wood ranks among the strongest of the softwoods. It is especially suited for construction purposes and is exten- sively used in the manufacture of lumber and plywood. The species has also been used for poles. Water-soluble gums, readily extracted from the wood chips, are used in the printing and pharmaceutical industries. F–522053 An American Wood Western Larch (Lark occidentalis Nutt.) David P. Lowery1 Distribution Western larch grows in the upper Co- lumbia River Basin of southeastern British Columbia, northeastern Wash- ington, northwest Montana, and north- ern and west-central Idaho. It also grows on the east slopes of the Cascade Mountains in Washington and north- central Oregon and in the Blue and Wallowa Mountains of southeast Wash- ington and northeast Oregon (fig. 1). Western larch grows best in the cool climates of mountain slopes and valleys on deep porous soils that may be grav- elly, sandy, or loamy in texture. The largest trees grow in western Montana and northern Idaho. Western larch characteristically occu- pies northerly exposures, valley bot- toms, benches, and rolling topography. It occurs at elevations of from 2,000 to 5,500 feet in the northern part of its range and up to 7,000 feet in the south- ern part of its range. The species some- times grows in nearly pure stands, but is most often found in association with other northern Rocky Mountain con- ifers. -
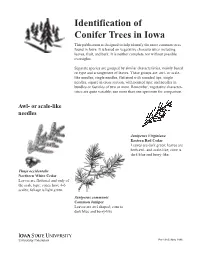
Identification of Conifer Trees in Iowa This Publication Is Designed to Help Identify the Most Common Trees Found in Iowa
Identification of Conifer Trees in Iowa This publication is designed to help identify the most common trees found in Iowa. It is based on vegetative characteristics including leaves, fruit, and bark. It is neither complete nor without possible oversights. Separate species are grouped by similar characteristics, mainly based on type and arrangement of leaves. These groups are; awl- or scale- like needles; single needles, flattened with rounded tips; single needles, square in cross section, with pointed tips; and needles in bundles or fasticles of two or more. Remember, vegetative character- istics are quite variable; use more than one specimen for comparison. Awl- or scale-like needles Juniperus Virginiana Eastern Red Cedar Leaves are dark green; leaves are both awl- and scale-like; cone is dark blue and berry-like. Thuja occidentalis Northern White Cedar Leaves are flattened and only of the scale type; cones have 4-6 scales; foliage is light green. Juniperus communis Common Juniper Leaves are awl shaped; cone is dark blue and berry-like. Pm-1383 | May 1996 Single needles, flattened with rounded tips Pseudotsuga menziesii Douglas Fir Needles occur on raised pegs; 3/4-11/4 inches in length; cones have 3-pointed bracts between the cone scales. Abies balsamea Abies concolor Balsam Fir White (Concolor) Fir Needles are blunt and notched at Needles are somewhat pointed, the tip; 3/4-11/2 inches in length. curved towards the branch top and 11/2-3 inches in length; silver green in color. Single needles, Picea abies Norway Spruce square in cross Needles are 1/2-1 inch long; section, with needles are dark green; foliage appears to droop or weep; cone pointed tips is 4-7 inches long. -

Common Conifers in New Mexico Landscapes
Ornamental Horticulture Common Conifers in New Mexico Landscapes Bob Cain, Extension Forest Entomologist One-Seed Juniper (Juniperus monosperma) Description: One-seed juniper grows 20-30 feet high and is multistemmed. Its leaves are scalelike with finely toothed margins. One-seed cones are 1/4-1/2 inch long berrylike structures with a reddish brown to bluish hue. The cones or “berries” mature in one year and occur only on female trees. Male trees produce Alligator Juniper (Juniperus deppeana) pollen and appear brown in the late winter and spring compared to female trees. Description: The alligator juniper can grow up to 65 feet tall, and may grow to 5 feet in diameter. It resembles the one-seed juniper with its 1/4-1/2 inch long, berrylike structures and typical juniper foliage. Its most distinguishing feature is its bark, which is divided into squares that resemble alligator skin. Other Characteristics: • Ranges throughout the semiarid regions of the southern two-thirds of New Mexico, southeastern and central Arizona, and south into Mexico. Other Characteristics: • An American Forestry Association Champion • Scattered distribution through the southern recently burned in Tonto National Forest, Arizona. Rockies (mostly Arizona and New Mexico) It was 29 feet 7 inches in circumference, 57 feet • Usually a bushy appearance tall, and had a 57-foot crown. • Likes semiarid, rocky slopes • If cut down, this juniper can sprout from the stump. Uses: Uses: • Birds use the berries of the one-seed juniper as a • Alligator juniper is valuable to wildlife, but has source of winter food, while wildlife browse its only localized commercial value. -

Download This Article in PDF Format
E3S Web of Conferences 116, 00047 (2019) https://doi.org/10.1051/e3sconf/201911600047 ASEE19 Recognition of emission from the wood based products waste combustion using differential ion mobility spectrometry Monika Maciejewska1,*, Andrzej Szczurek1, and Żaneta Zajiczek1 1Faculty of Environmental Engineering, Wroclaw University of Science and Technology, Wybrzeże Wyspiańskiego 27, 50-370 Wrocław, Poland Abstract. This work was focussed on the recognition of the emission of volatile compounds resulting from the combustion of engineered wood products waste. This kind of waste is broadly used for heating purposes in an unauthorised way, giving rise to unorganised emissions. The recognition of such events is very difficult due to the complexity of the produced gas mixture. We proposed to apply differential ion mobility spectrometry (DMS). This is a promising technique in terms of complex gas mixtures measurements. The recognition was based on the measurements of ambient air in the vicinity of the emission source and classification. The ensemble of classification trees was chosen as the classier. The obtained results showed that volatile compounds resulting from the combustion of wood based boards waste produced the distinctive DMS spectra, which could be used as the basis for the effective recognition. We achieved almost 100 % successful recognition of: 1) ambient air which contained volatile compounds resulting from OSB board waste combustion, 2) ambient air which contained volatile compounds resulting from MDF board waste combustion, and 3) ambient air, which was did not contain volatile compounds of this kind. The presented results have a considerable practical value. The DMS spectrometer was successfully applied to recognize wood-based boards waste combustion in field conditions. -

GLOSSARY for WOOD BASED PANEL PRODUCTS (The Text Contains More Common Panel Terms.)
GLOSSARY FOR WOOD BASED PANEL PRODUCTS (The text contains more common panel terms.) AIS - Abbreviation for asphalt impregnated Glulam - Short for glued laminated beam. These sheathing. A fibreboard product used for exterior are made of several layers of “lumber” glued wall sheathing. It contains asphalt mixed into the together in layers to form one structural piece. fibres to assist in improving weatherability. Interior Type - Moisture resistant glue is used to Butt Joint - The joint formed when two panels make this plywood, rather than 100% exterior meet but do not overlap. glue. Interior type also permits lower grade veneers. Chamfer - The flat surface left when cutting off the square edge of a panel or lumber. Lumber Core - The inner part of a wood veneered product that has lumber strips rather Cleaned and Sized - A light surface mechanical than more plywood veneers. process that removes material form the surface to provide an even surface and a panel of Non-certified - Plywood not certified by an uniform thickness. accepted agency as meeting the appropriate standards. Non-certified plywood is not accepted Composite - Made up of several items. by building codes and some other organizations. Panels may bear the mark of the manufacturer, Core - In a 3-ply panel, the innermost part but this is not a substitute for an accepted contained between the surfaces. In 5-ply, the certifying agency grade stamp. innermost ply contained between the cross bands. O & ES - Abbreviation for oiled and edge sealed, a process done to plywood concrete Crossband - The core veneers at right angles to form panels. -

Chestnut Oak Shortleaf Pine
Eastern Red Cedar (Juniperus virginiana) Chestnut Oak (Quercus prinus) The Need to Know: How Trees Grow Paul Wray Paul Wray Paul Paul Wray Paul Kentucky Forestry Kentucky Forestry The Eastern Red Cedar is actually in the juniper family and is not closely related Although its serrated leaves resemble those of an American chestnut, this tree to other cedars. Its tough, stringy bark and waxy, scaly needles are designed for is actually a species of oak. It is also referred to as rock oak because it likes to survival in very dry conditions. The berries of the red cedar are an important food grow in rocky areas. The bark of a chestnut oak has vertical rectangular chunks. source for many songbirds. The wood is prized by builders for its rich red color, Good acorn crops are infrequent, but when available, the sweet nuts are eaten by sweet smell, and weather-resistant properties. deer, wild turkeys, squirrels and chipmunks. Mountain Laurel (Kalmia latifolia) White Oak (Quercus alba) Paul Wray Paul Paul Wray Paul Richard Webb Richard This evergreen shrub can be found in a variety of habitats along Eastern North The leaves of the white oak have rounded lobes, and the bark is light gray and America. It has a gnarled, multi-stemmed trunk with ridged bark, and typically scaly on older trees. The acorns are elongated with a shallow cap, and have a grows as a rounded, dense shrub of 5-15 feet tall. The leaves are broad with sweet taste, which makes them a favorite food for deer, bear, turkeys, squirrels pointed tips, and the mountain laurel’s noteworthy cup-shaped flowers bloom in and other wildlife.