Innovation Using Oak and Oxygenation for Winemaking
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Basics of Oak Barrels and Oak Additives
The Basics of Oak Barrels and Oak Additives Presented By: Daniel Brick 231-642-1112 [email protected] Objective To provide the basic and simple information about the selection of oak barrels and oak additives in order to develop an oak program that enhances your wine style and budget. Oak Species Over 250 different oak species throughout the world Over 60 different oak species in the United States Three species used for barrels (wine & spirits) Quercus Alba / American Oak Quercus Petrae / French – Eastern European Quercus Robur / French – Eastern European Predominately used for spirits Very wide grain High tannins / low aromatics Basic Difference Between American and French / Eastern European Oak American Oak has greater levels of whiskey lactones Very high aromatics Very sweet, coconut flavor Bold and aggressive flavors French and Eastern European Oak has two to three times more tannin Wider range of flavors Softer, more elegant American Oak Primary Growing Regions: Missouri Oak Missouri, Illinois, Indiana, W. Kentucky Very sweet, coconut, cloves Bold and aggressive Widest grain of American Oak Used for bourbon Minnesota Oak Minnesota, Wisconsin, N. Iowa, Michigan Tightest grain of American Oak Closest to the French, respectful of the fruit Appalachian Oak Pennsylvania, Virginia, W. Virginia Spice characteristic, pepper, clove Eastern European Oak Similar to French Oak, just different terroir Forests not managed (mixed Petrae and Robur) Grain width critical Aging time depends on grain French Oak Forest Designation: Allier, Troncais, Never, Vosges, Limousin Oak Forests Grain Width vs. Forest: Medium Grain, 3.5 – 2.5 mm, <12 mo. Semi-Fine Grain, 3.0 – 2.0 mm, 8-14 mo. -

No Oak CHARDONNAY 2017 Central Coast
No Oak CHARDONNAY 2017 Central Coast WINEMAKER NOTES The No Oak Chardonnay is a classic representation of a cool climate Chardonnay. This wine is fermented and aged in stainless steel tanks, showcasing the true nature of the varietal. The cool climate shines in this wine’s tension and bright acidity. Malolactic conversion was not encouraged to preserve the freshness, while time on the lees built up the mouthfeel and mid-palate. The long finish is a true testament of its quality and persistence. The beauty of this wine is that it serves many purposes: its backbone of acidity makes for a delicious accompaniment with food and its refreshing personality is perfect to be enjoyed on a warm California day. Anytime is the right tine to drink a wine this attractive and tasty. ABOUT THE VINEYARD The Central Coast of California and its proximity to the Pacific Ocean offers the ideal climate for Chardonnay and is famed as a premier region for quality Chardonnay. The Central Coast vineyards receive a moderating influence from the misty marine layer and refreshing sea breeze. With the cool climate, the Chardonnay grapes experience a long hang time on the vine to achieve optimal ripeness, while maintaining a crisp acidity and fresh aromas. The coastal climate gives rise to a sophisticated and elegant wine with lower alcohol. Color Straw with a touch of a green hue On the Nose Candied apple rings, dried mango, ripe honeydew melon, vanilla blossom and salinity On the Palate Bright acidity start to finish, fresh white peach, Granny Smith apple, wet ABOUT TOLOSA stone minerality and showcasing a rich mid-palate At Tolosa, we are true believers in the special terroir that is Edna Valley, nestled amongst the Blend Chardonnay northwest to southeast running volcanic hills of San Luis Obispo County and the frontier Fermentation Stainless steel tanks for the most complex cool-climate varietals in California. -

Tasting Notes
TASTING NOTES 2019 DRY RIESLING Crisp, refreshing, and bright this wine offers enticing Varietal: 100% Riesling minerality. Pleasantly dry with lively flavors of Mandarin Appellation: Oak Knoll District of Napa Valley peel, green apple, and lemon backed by zesty acidity. The Estate Vineyard: 100% Main Ranch finish is long, mouthwatering and delightfully tart. Harvest: August 30–September 17 94 POINTS (v. 2018) Residual Sugar: 4.6 grams/L (Dry) Wine Enthusiast June 2020 Alcohol: 12.0% 2018 CHARDONNAY Aromas of lemon and lime are complemented by a touch of Varietal: 100% Chardonnay apple blossom and white peach. Subtle notes of toasted oak Appellation: Oak Knoll District of Napa Valley frame the palate which features more citrus flavors and hints Estate Vineyard: 100% Main Ranch of apple and pear. Harvest: August 17–October 1 Oak: 9 months, 13% new 93 POINTS Barrel Fermentation: 61% Wine Enthusiast June 2020 Malolactic Fermentation: 4% Alcohol: 13.3% 2018 MERLOT Aromas of ripe raspberry and plum are layered with earthy Varietal: 90% Merlot, 10% Cabernet Sauvignon spices of black pepper and tea leaves. Concentrated red fruit Appellation: Oak Knoll District of Napa Valley flavors are fresh and bright on the palate leading to expansive Estate Vineyard: 100% Main Ranch notes of spice and forest floor. The finish is well-rounded with Harvest: September 17–October 23 balanced tannins and graceful acidity. Oak: 18 months, 37% new Alcohol: 14.1% 90 POINTS (v. 2017) Wine Enthusiast April 2020 2017 CABERNET SAUVIGNON Ripe, focused flavors of cherry, boysenberry, and Varietal: 87% Cabernet Sauvignon, 4% Merlot, blackcurrant are complemented by soft notes of cedar, bay 4% Cabernet Franc, 3% Malbec, 2% Petit Verdot leaf, and a savory earthiness. -

2018 Napa Valley Estate Oak Free Chardonnay
2018 Napa Valley Estate Oak Free Chardonnay St. Supéry Estate Vineyards and Winery is a 100% Estate Grown, sustainably farmed winery lo- cated in the renowned Rutherford growing region in the heart of Napa Valley. Committed to pro- ducing the highest quality estate wines without compromise, we focus on sustainable winery and farming operations to protect the land and environment for future generations. Our Napa Valley Estate collection includes Sauvignon Blanc, Cabernet Sauvignon, Oak Free Chardonnay, Rosé and Moscato. These wines are balanced and showcase bright, fruit-forward flavors. Winemaker’s Notes In the glass, the wine presents a bright, light-yellow straw color with hints of green. Rich tropical aromas combine with apricot, peach and a hint of kiwi. Apricot continues through the palate with ripe nectarine and mandarin orange flavors that are highlighted by lemon zest on the finish, creating a balanced and crisp Chardonnay. Vintage 2018 The 2018 growing season started with a relatively mild winter and spring. There was decent rain in early and mid-January, almost none in February, and a fair amount in March and April which filled our lakes and kicked off the growing season. July was warm and August saw markedly cooler temperatures absent of heat spikes, followed by ideal weather in September and October. There was a little rain in early October, but warm weather and dry breezes followed, allowing the grapes to hang on the vines longer and further develop their flavors. Harvest continued through November because of the ideal weather enabling the fruit to stay on the vine with no pressure from Mother Nature. -

2018 Oak Knoll District of Napa Valley Merlot
2018 Oak Knoll District of Napa Valley Merlot Vineyard Notes: The Silenus Merlot is a blend of Merlot from the Materra Vineyard and the Silenus Estate Vineyard both located in the heart of the Oak Knoll District of Napa Valley. The OKD is one of the most diverse growing regions in the Napa Valley. The close proximity to the San Pablo Bay provides the fruit with warm days and cool nights. It has a perfect convergence of growing conditions, the mildest climate in the Napa Valley, alluvial fan soils that provide the right balance of nutrients and stress, and the longest growing season, about 8 months, that results in full and complex flavor development in the grapes. The Materra vineyard enjoys especially cool evenings due to its proximity to Napa River and the San Pablo Bay, which is critical for growing rich and complex Merlot. The final blend is completed with Cabernet Sauvignon from our estate vineyard in Oak Knoll District in Napa Valley. Tasting Notes: Bright aromas of black cherry, blackberry jam and oak grace the nose. Dense and lush red fruit flavors of black raspberry and plum are followed by dark chocolate on the mid-palate. The finish is very long and silky with reverberating flavors of black cherry and toasted vanilla. This Merlot is wonderfully balanced with fruit, acidity, and oak all contributing to a classy and delicious wine. Blend: 92.05% Merlot: Materra Vineyard, Oak Knoll 7.95% Cabernet Sauvignon: Estate Vineyards, Oak Knoll All of the wine was aged in 40% new French oak, 10% new American oak (both medium plus and heavy toast), and 50% neutral barrels for 26 months. -

Alexander Valley Cabernet Sauvignon
2014 Alexander Valley Cabernet Sauvignon TASTING NOTES Our 2014 Alexander Valley Cabernet Sauvignon has a garnet color with a ruby red rim and bluish tint. It has an alluring nose of chocolate-covered strawberries, vanilla, nutmeg, truffle and sage. On the palate, it has a broad yet delicate entry and offers cranberry flavors. These flavors are complemented by raspberry and pluot with savory black olive characters on the mid-palate. The wine finishes with silky tannins, cedar and bramble flavors with excellent length and return. This wine is drinkable upon release, but given proper cellaring conditions can be enjoyed through 2038. BLENDING AND AGING Our 2014 Alexander Valley Cabernet Sauvignon is composed of 97.7% Cabernet Sauvignon, 1.3% Merlot, 0.5% Petit Verdot, 0.3% Malbec and 0.2% Cabernet Franc. Blended in early 2015, the wine was then aged for 24 months in 50% new and 50% once-used American oak barrels from our Missouri cooperage, The Oak. Early blending assures a balanced core and allows the components to achieve a seamless harmony during barrel aging. After bottling in the spring of 2017, each bottled was aged an additional 15 months before being released in August of 2018. VINTAGE DESCRIPTION The 2014 vintage was an even and uneventful growing season with a compressed harvest window. Dry conditions persisted as the Alexander Valley had a mild winter. Fortuitous late winter precipitation provided the vines with plenty of soil moisture for a mid-March budbreak. Most Alexander Valley vineyards went into bloom in mid-May and moved through fruit set quickly. -

2013-Sangiovese.Pdf
WINEMAKER NOTES Our 2013 Napa Valley Sangiovese displays the characteristic notes of bright red currant and strawberry rhubarb one often finds in this classic Italian varietal. The wine was fermented in stainless steel but aged in large French oak casks for 15 months, imbuing more texture than flavor and allowing the bright red fruit to take center stage. At its core, the wine reveals notes of Maraschino cherries, mint, thyme and even violets, and while sweet red fruits dominate the palate, the wine is framed with savory acidity and youthfully soft tannins. This is a wine that cries out for food, an ideal match for grilled meats and vegetables, full-flavored pasta dishes and wood-fired oven pizzas. ALL THE FACTS Appellation: Napa Valley Varieltal: 100% Sangiovese Cases Produced: 320 Aging: 5 months in a combination of oak oval casks and seasoned French oak barrels Suggested Retail Price: $30 Enjoyability: Drink now until 2020 for optimum enjoyment ON THE VINE Sangiovese is the primary grape of Chianti, and this version, grown in a southern Napa Valley vineyard where the climate is slightly cooler than the north, benefits during the prime growing season from a consistent weather pattern of cool, foggy mornings that melt into warm, sunny afternoons. Though 2012 was a stellar vintage, 2013 is a worthy competitor in terms of wine quality. In Napa Valley a warm, dry spring brought early bud break and created ideal conditions for flowering and fruit set. With the exception of one heat spike, temperatures in June and July were consistently in the zone for optimal vine activity, resulting in notably healthy vines as fruit went through veraison and ripening. -

Types of Oak Grain, Wine Élevage in Barrel
WINEMAKING Tools to manage élevage: barrel grain analyzed over time ABSTRACT Types of oak grain, To choose the proper grain in barrels, it is crucial to understand the defini- tion of grain types and how they in- wine élevage in barrel teract differently with wine over time. Grain is defined by the average width BY Guillaume de Pracomtal, Marie tree. Trees grow outward, from the heart of annual growth rings on a tree. A Mirabel, Rémi Teissier du Cros out to the bark, adding a layer every growth ring is the succession of spring and Anne-Charlotte Monteau, year just under the bark, in the “cam- wood and summer wood. Spring Chêne & Cie (Taransaud, Canton and bium” area. This incremental layer is wood appears richer in vessels, which Kadar cooperages) called the “annual growth ring.” The conduct the sap. The composition of grain is the sum of annual growth rings summer wood is denser in fibers and added each year in the life of a tree. Oak parenchyma. This observation would inemakers always wonder belongs to the family of the “ring explain why tight-grain barrels tend how different types of oak porous” hardwoods. to taste more aromatic (more vessels) grain will interact with When looking under a microscope, a and open-grain barrels give more W their wines. To answer this, ring is composed of the succession of the structure (more fibers). we need to define oak “grain,” which is spring wood (or early wood) and sum- A study by Chêne & Cie R&D further sometimes misunderstood. mer wood (late wood). -
An In-Depth Guide to the Wines of Champagne
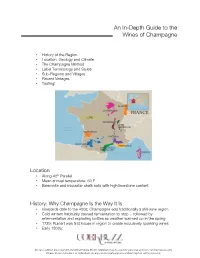
An In-Depth Guide to the Wines of Champagne • History of the Region • Location, Geology and Climate • The Champagne Method • Label Terminology and Styles • Sub-Regions and Villages • Recent Vintages • Tasting! Location • Along 48th Parallel • Mean annual temperature: 50 F • Belemnite and micraster chalk soils with high limestone content History: Why Champagne Is the Way It Is • Vineyards date to the 400s; Champagne was traditionally a still-wine region • Cold winters habitually caused fermentation to stop… followed by refermentation and exploding bottles as weather warmed up in the spring • 1729: Ruinart was first house in region to create exclusively sparkling wines • Early 1800s: All class outlines are copyright of Corkbuzz Wine Studio. Materials may be used for personal and non-commercial use only. Please do not reproduce or redistribute for any commercial purposes without express written consent. • Widow Clicquot pioneered riddling process • Jean-Pascal Chaptal identified relationship between sugar and fermentation • Improvements in glass and cork made for stronger bottles • Late 1800s: • Development of larger houses that bought grapes from smaller producers, who couldn’t afford Champagne Method • Rise of Champagne as luxury product as it gained popularity with international royalty • 1908: Champagne region delimited • 1911: Champagne riots from protesting Aube producers who were excluded from the region (Aube reinstated in 1927) • Early 1900s: Champagne occupied during WWI and WWII; vineyards and cellars suffered • 1936: Champagne added to new AOC system • 1941: Comité Interprofessional du Vin de Champagne formed • Late 1900s: Continuing rise of Champagne’s international popularity and large houses grow through mergers and acquisitions The Champagne Method • a.k.a. -

2017 Tannat Was Bottled on August 15, 2019
TANNAT 2017 TECHNICAL DATA pH: 3.68 Acid: 5.9 g/l Alcohol 13.7% GRAPE SOURCES 100% Tannat sourced entirely from Williams Gap Vineyard APPELLATIONS Loudoun County HARVEST DATES September 26, 2017 WINEMAKING DATA The grapes were destemmed into fermentation bins. The bins were allowed to cold soak for three days to help with color extraction and then immediately heated in a hot room to allow us to inoculate the must with BM 45 yeast. Fermentation lasted 13 days and then the wine stayed on its skin for three more days of post fermentation maceration to help with tannin extraction and then was pressed off to settle for two days until it was moved into barrels. The wine aged 22 months in one-year American oak from Berthomieu cooperage and new French oak from Ermitage cooperage. 2017 Tannat was bottled on August 15, 2019. WINEMAKER NOTES Tannat is a newer variety for Virginia that was originally planted as a blending grape but has also found a home at a lot of wineries as a varietal wine. The 2017 vintage is a more brooding version than the 2015 and 2016 Tannat wines were. With abundant tannins and acidity that will allow this wine to age for a long time. Strong aromas of blackberries along with a spice note lead into the same flavor of blackberries along with dark chocolate finished off with a touch of baking spice. The wine is held together with great structure, ample acidity and a full body that finishes with a lot of length on the palate. -

A Literature Review of California Domestic Cork Production1
A Literature Review of California Domestic Cork Production1 William H. Brooks2 Abstract: As early as 1858 there were attempts by the federal government to assess the potential of developing domestic cork production in the United States. Between 1939 and 1949 cork oak (Quercus suber L.) seedlings were distributed to cooperators in more than 30 California counties to assess the possibility of relieving this nation’s dependence on foreign production of the raw material. Information collected from earlier field trials supports the contention that this renewable raw material can be produced in California. This paper briefly reviews earlier work but concentrates on a more recent analysis of domestic cork development on the Central California Coast. uring 1993, the Central Coast Resource Conservation and Development D(RC&D) Council was awarded funds from USDA Soil Conservation Service (now Natural Resources Conservation Service) and the California Department of Forestry and Fire Protection (Rural Forest Improvement Program). These funds were targeted to further explore the literature and the potential of domestic production of cork from cork oak (Quercus suber L.). The RC&D Council contracted with Professor James E. Wilen, Department of Agricultural Economics, University of California, Davis. Dr. Wilen and his students conducted an extensive review of literature accessible through the University of California system. Except where otherwise noted, this review paper is largely abstracted from the study they conducted to examine factors that might determine the feasibility of culturing cork oak trees and products from cork oak. Early Use of Cork Cork has been a useful product for at least 2,000 years of written history. -

An Overview of Properties of Cork – a Bottling Approach
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 03 Issue: 04 | Apr -2016 www.irjet.net p-ISSN: 2395-0072 AN OVERVIEW OF PROPERTIES OF CORK – A BOTTLING APPROACH Akshaykumar M. Shinde1, Ganesh J. Tate2, Rohit R. Shinde3, Sagar P. Kadam4, Pranit M. Patil5 1, 2, 3,4 BE Students, Department of Mechanical Engineering, GIT, Lavel (MH), India 5 Assistant Professor & Guide, Department of Mechanical Engineering, GIT, Lavel (MH), India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Cork is a material which has been used for Cork physical-mechanical characteristics make it an multiple applications. The most known uses of cork are excellent material for thermal insulation, most advantageously, e.g., in cold chambers where compressive in stoppers (natural and agglomerated cork) for loads are present, and also for acoustic absorption (e.g., alcoholic beverages, classic floor covering with recording studios) and vibration insulation (e.g., composite cork tiles (made by the binding of cork machinery). Its pleasant sensation to the touch, energy particles with different binders), Cork is a natural, absorbing and anti-sliding properties make it also good for renewable, sustainable raw material that has been coverings, shoes or in handles. Its compression-recovery used for many centuries. As a result of this very long properties make it the material of choice for seals and joints in civil construction, woodwind instruments and term interest, the scientific literature on cork is combustion engines and, of course, as stoppers [1,2]. extensive. Cork is resilient, strong (high specific strength), impervious to water, has a near zero Poisson 2. TYPES OF CLOSURES coefficient, very low thermal conductivity, low density There are different types of closures used in bottling and a complex chemical structure.