Disassembly Assembly Quick
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

How Do I Set the Torque on S/R Preset Torque Wrenches?
Needed Items: • S/R preset torque wrench from the LTC, LTCR, or LTCS Series. • If LTC wrench, an SD or SDRT interchangeable head must be used. Frequently Asked Questions • S/R Combination Adjusting and Release Tool (CART Tool). • Torque Tester of +/- 1% I.V. Accuracy or better. • Veritorq, Torq-Tronics® (Used in this demonstration.) or System 4/5 How do I set Start torque tester. the torque • Allow tester to warm up. on S/R • Check tester for zero. preset torque • Set tester to use selected unit of measure. • Set tester to capture initial peak torque. wrenches? Torque Adjustment Procedure: The CART Tool has two hex keys, one inside the S/R Preset Torque Wrenches: LTC, other. The inner hex key is “T” shaped, enclosed in LTCR, and LTCS Series a vinyl cushion, and is pointed. This is the Torque Adjustment Key. It is used to adjust the torque setting. Rotating it clockwise when it is engaged with the adjustment nut increases the torque setting; rotating it counter-clockwise when it is engaged with the torque adjustment nut decreases the torque setting. The outer key is the Locking Key. It is “L” shaped and has a larger hex size. This key engages a jam nut inside the wrench to lock the torque setting in place. To adjust the torque, the nuts must first be disengaged from contact with each other. Align the CART Tool with the rear of the torque wrench as shown here. Insert the Torque Adjustment Key into the wrench as shown. The Locking Key should not yet be engaged. -

Specialty Tools Brake Tools
Specialty Tools SPECIALTY TOOLS • Includes sizes T-40, T-45, T-50. • All Torxbits are made of heat-treated alloy steel. 27740 - 3 pc. set includes T-40, T-45, T-50 sizes BRAKE TOOLS for servicing disc brakes fitting GM and Ford brake caliper Torx bolts. • 3-Stone Hone Fits Cylinders to 2" (21.4-50.8mm). • Available Individually: 26620 T-40 3/8" drive, 26630 T-45 3/8" drive, 26640 T-50 3/8" drive • Controlled pressure makes it possible to polish or hone with just one stone grit. Square ends of stones hone to the end in Lisle Brake Caliper Torx Bit Set LST 27740 step-cut and blind-end cylinders. 240 grit stones are 1 1/8" long. Flexible driver. • # 10050 Replacement Stones • Hardened alloy steel bits. Lisle Brake Cylinder Hone LST 10000 • Professional sand finish. • Sizes: T40, T45 & T50. Performance Tool 3 Pc Brake Caliper Star Bit Set • 2-Stone Hone Fits Cylinders 11/16" to 2 1/2" (17.4 - 63.5mm). WIL W1337 • Controlled pressure makes it possible to polish or hone with just one stone grit. Square ends of stones hone to the end in step-cut and blind-end cylinders. 240 grit stones are • Hangs the Disc Brake Caliper Out of the Way During Service While 1-1/8" long. Flexible driver. Keeping Tension Off the Brake Line. • # 10550 Replacement Stones • Helps prevent damage to calipers and lines when servicing brakes, Lisle Brake Cylinder Hone LST 10500 suspension, hubs and more. • Overall length of 9" for hanging the disc brake caliper out of the way while keeping tension off the brake line. -
Installation Instructions
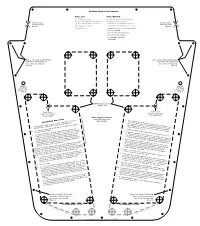
JK Hood Louver Cut Template Parts List Tools Needed (1) JK Hood Louver Panel • Scissors & sharp hobby knife or razor blade (1) Cut Template with Instructions (this sheet) • Masking tape & fine-tip felt marker Cut out template Cut out template (24) 10-24 X 3/4 SS button head cap screw • Automatic center-punch or punch and hammer along outer edge along outer edge (Step 2) (24) 10-24 nylon insert lock nut • Drill motor with 7/32” drill bit, 3/4“ & 1” hole saws (Step 2) (24) #10 flat washer • High speed cut-off wheel (electric or pneumatic) • Anti-sieze compound • 1/8“ hex key (flat-end, NOT ball-end) • 3/8” wrench or socket & ratchet • Files, sandpaper or burr-knife • Touch-up paint At these hole locations: Drill through At these hole locations: Drill through inner brace, then hole-saw nut inner brace, then hole-saw nut access hole from underside access hole from underside (Step 13) (Step 13) Existing Existing Windshield Windshield Bumper Hole Bumper Hole (Step 3) (Step 3) Drill/Hole Saw Locations (Steps 4 & 6) Inside Corner Inside Corner (Step 4 - punch/mark (Step 4 - punch/mark but do not drill) but do not drill) Cut HoodAlong Dotted Lines (Step 8) Poison Spyder Customs www.poisonspyder.com 8. Use a cut-off wheel to cut along the cut lines made in the previous step. DO (951) 849-5911 Installation Procedure NOT CUT INTO the X-brace on the underside of the hood. There is a thin layer of adhesive material between the outer sheetmetal and the X-brace, which will allow you to carefully cut through the outer layer of sheetmetal without cutting in to the X-brace. -

Ergonomic Hand Tools Computorq3 Electronic
SALES BLASTER NEW! RATCHETING COMBINATION WRENCHES Ratcheting gear minimizes swing arc in tight places See Page 6 IMPACT WRENCHES High power to weight ratio, fast rundown and no torque reaction to operator See Page 10 COMPUTORQ3 ERGONOMIC HAND TOOLS ELECTRONIC TORQUE WRENCH We use a scientific approach to Simple to use. Sleek new design. develop ergonomic hand tools See Pages 8 - 9 See Page 2 OFFER VALID WHILE SUPPLIES LAST APRIL 1, 2018 TO JULY 31, 2018 Trust CDI's Factory Service Center for all your CDI torque product repair and calibration work. www.cdifactoryservice.com COMPUTORQ 3 ELECTRONIC TORQUE WRENCHES HEAVY-DUTY TORQUE & ANGLETM TORQUE WRENCH LEADING THE WAY IN HEAVY-DUTY TORQUE AND ANGLE APPLICATIONS WITH The COMPUTORQ 3 Electronic Torque Wrench is a simple to use digital readout wrench INNOVATIVE SOLUTIONS THAT MAKE A DIFFERENCE IN DOING THE JOB RIGHT. that displays real time torque values in any of four torque units, ft.lbs., in.lbs., Nm, kg.cm. The CDI 600 ft.lb. Heavy-Duty Torque & AngleTM Torque Wrench eliminates the need for Simply set the desired torque value and apply force until the green LED illuminates. Great for angle gauges and protractors, providing the most accurate and efficient way to achieve torque light industrial, automotive, motorcycle, watercraft and aircraft applications. plus angle tightening sequences now specified by many manufacturers. The digital readout displays a torque setting then with a push of a button, switches to the angle mode. Angle readout Product Code Description List Price: Sale Price: not affected by ratcheting. Angle calculation based on the same gyroscopic technology that 2401CI3 1/4" Drive 24-240 ft. -

Projected Tool List
The Vancouver Tool Library - Projected Tool List Tool Category Tool Tool Category Tool Awl Brick and Jointing Tools Chalk line Bull Float draw knife bull float handles, 6 ft flatbar cement finishing tools hammers (various) darby trowels, edgers, groovers, level (various) cement mixer, electric mallet, rubber cement mixing box miter box chisels: brick, cold, bull point nail puller concrete tamper (jitterbug) Concrete and Masonry nail set sledge hammer planes, various saw, tile (wetsaw) plum bob Grinder plybars, various Grout Float, various rasp, wood mortar hoe router table mortar mixing box router rebar cutter / bender Carpentry and saw, hand crosscut rotary hammer Woodworking saw horses x2 rotary hammer bits speed square pipe clamps, 2'-8' screwdriver set spring clamps squares, various c-clamps, various Clamps stud finder hand-screw tape measure, various vice-grips utility knife corner-clamps wood chisels, various Box cable cutter Screw gun circuit tester Electricians drill extension cords, <50' angle grinder, Electrical extension cords, >50' random orbital sander soldering iron saw, circular (skilsaw) wire stripper saw, power miter (chop) Multimeter saw, reciprocating (sawzall) saw, saber (jigsaw) saw, table The Vancouver Tool Library - Projected Tool List Caulking gun Bow saw drywall mud knives, various digging bar, various drywall corner knife posthole digger drywall hand sander garden trowel drywall pole sander hedgeshear, manual drywall T-square hedgetrimmer, electric Floor and Wall floor and roof scraper hoe, planters heat gun -

Big Help Out!
FLOOR COVERING TOOLS BIG HELP OUT! NO. 280 AIR LIFTER NEW LONGER AIR PLATES HELP KEEP LOADS LEVEL! 2018 CATALOG Corners No. 575 Multi-Undercut Saw This versatile saw undercuts along walls, door jambs, under toe spaces, and will also undercut inside corners. The height of cut is easily adjustable from flush to one inch above the floor. The large, flat base prevents tipping and assures accurate, level cutting. The dual-angle depth gauge allows undercutting at a “straight-on” or a 45° an- gle. The visual scale provides precision depth control at 1 No. 575 Toe-Spaces /8" increments. Each saw comes with a 36-tooth No. 556 Carbide Blade. The blade is bell-shaped for added rigidity and should not be used on any other saw. Also comes with custom molded carrying case, a hex key for blade removal, and detailed instructions. Order No. Description Volts Amps. Weight 575 Multi-Undercut Saw 120 6.2 11 lbs. 556 Carbide Blade (36 tooth) --- --- 6 oz. No. 812 Super Saw FULLY UNDERCUTS INSIDE The Super Saw provides the most powerful motor of any 1 CORNER AREAS undercut saw available. The 13 AMP motor and 6 /2" di- HEIGHT COMES WITH CASE, CARBIDE BLADE, AND ameter flush-cutting blade can fully undercut the inside ADJUSTMENT UNDERCUTS DOORS AS MASONRY BLADE corner even in extremely tight areas. Doors as thick as 3 THICK AS 1¾" WITHOUT 1 /4" can be undercut without removal. Blade height is 1 REMOVAL adjustable from a flush cut to a maximum of 1 /4" off the floor. -
Install Guide
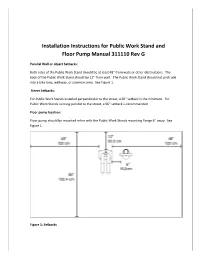
Installation Instructions for Public Work Stand and Floor Pump Manual 311110 Rev G Parallel Wall or object Setbacks: Both sides of the Public Work Stand should be at least 48” from walls or other obstructions. The back of the Public Work Stand should be 12” from wall. The Public Work Stand should not protrude into a bike lane, walkway, or common area. See Figure 1. Street Setbacks: For Public Work Stands installed perpendicular to the street, a 60” setback is the minimum. For Public Work Stands running parallel to the street, a 96” setback is recommended. Floor pump location: Floor pump should be mounted inline with the Public Work Stands mounting flange 6” away. See Figure 1. Figure 1: Setbacks Typical Tools Needed for Installation Tape Measure ½” Masonry Drill Bit Drill (Hammer drill recommended) Hammer Anchor Set Tool (included) Triple Slot Nut Driver (included) 3/8” drive ratchet Marker or Pencil SAE hex key set Level Installation 1. Place the repair stand and pump in the desired location (see setbacks). Use a marker or pencil to outline the holes of the flange onto the base material. We recommend checking the hole locations after each new anchor is placed. Ensure the holes are at least 6” away from any cracks in the base material. 2. The drop in anchor is a female anchor designed for use in solid concrete only and can’t be used in brick or block base material. The anchor size is designated by the inside diameter of the anchor. The Bike Fixtation Public Work Stand and Floor Pump comes with 3/8”-16 anchors. -

Dynamictoolsspring2019.Pdf
layout DYNAMIC_SPRING_2019 2/13/19 10:00 AM Page 1 Tool Storage D096004-FO 125 Piece Auto Mechanic Set Bundle An ideal tool kit for the aspiring auto mechanic, or those moving to the next step in their career. Most tools are backed by a worry-free lifetime warranty. Bundle Includes: • 124 tools $1,872.99 (with bonus foam organizers) • 28" Roller Cabinet • 5 FREE foam organizers for all tools Auto Mechanic Set Tool Content * Sockets and accessories: 1/4",3/8,Regular,6 point,SAE & metric;Wrenches: SAE & metric combination wrenches; 3/8" Torque Wrench; Screwdrivers: slotted,Phillips®; Punches and Chisels: pin punches,centre punch,cold chisels; Hex keys: SAE and metric; Pliers: locking, linesman,diagonal cutting,long nose,groove joint; Hammers: ball pein,dead blow; 12" Hack saw 99 D069201 $616.99 D069206 $748. D069203 28” Roller Cabinet - 7 Drawers 28” Roller Cabinet - 10 Drawers 42” Roller Cabinet - 12 Drawers • Load capacity per drawer (top 5) is 66 lbs • Load capacity per drawer (top 8) is 66 lbs • Load capacity per drawer is 88 lbs • Load capacity per drawer (bottom 2) is 88 lbs • Load capacity per drawer (bottom 2) is 88 lbs • Net weight: 220 lbs • Net weight: 129 lbs • Net weight: 163 lbs • 41”(h) x 42”(w) x 18”(d) (overall with casters) • 40”(h) x 28”(w) x 18”(d) (overall with casters) • 43 1/4”(h) x 28”(w) x 18”(d) (overall with casters) List Price: $1,533.27 List Price: $925.30 List Price: $1,122.26 $1,022.99 D069202 D069208 D069204 28”Top Chest - 8 Drawers 28”Top Chest - 9 Drawers 42”Top Chest - 8 Drawers • Load capacity per drawer -

Screwdrivers, Nutdrivers, Hex Keys & Bits
SCREWDRIVERS, NUTDRIVERS, HEX KEYS & BITS Introducing an entirely new range of screwdrivers and power bits. Featuring tri-material handles and wrench bolsters on the larger sizes, the Blackhawk™ by Proto® screwdriver line now includes more sizes and fastener types than ever before, including a seven bit ratcheting screwdriver with straight and pistol grips. Screwdriver tips feature grit blasted contact points to reduce chrome peel and provide tighter contact with the fastener head. Our power insert bits now come in convenient sets for bulk and job specific use. hex bolsters on larger sizes Grit blasted tips & BITS Tri-material ergonomic handles molded around bar high-strength tool steel bars hot stamped dimensions and part numbers SCREWDRIVERS ETS S 22 PIECE COMBINATION SCREWDRIVER SET 9 PIECE COMBINATION SCREWDRIVER SET Item #: ST-22CS Item #: ST-9CS • Weight (lbs): 4.36 • Weight (lbs): 2.86 DRIVER W CRE S Shank Length Overall Length Contents Tip Size (in) (in) ST-1008SB 3/8 8 12-1/2 ST-12010SB 1/2 10 14-1/2 ST-252C 3/32 1-59/64 5-13/16 Shank Length Overall Length ST-303S 1/8 2-7/8 6-3/4 Contents Tip Size (in) (in) ST-353C 9/64 3 7 ST-1008SB 3/8 8 12-1/2 ST-404S 5/32 3-31/64 7-7/8 ST-12010SB 1/2 10 14-1/2 ST-555C 3/16 4-7/8 6 ST-353C 9/64 3 7 ST-555S 7/32 5 9-1/8 ST-555S 7/32 5 9-1/8 ST-655S 1/4 4-57/64 9-1/2 ST-656C 1/4 6 10-1/2 ST-656C 1/4 6 10-1/2 ST-656SB 1/4 6 10-1/2 ST-656SB 1/4 6 10-1/2 ST-Ph2-5B #2 5 9 ST-65Sh 1/4 1-1/4 3-1/2 ST-Ph3-6B #3 6 10-1/2 ST-807S 5/16 6-61/64 11-1/2 ST-Ph4-8B #4 8 12-1/2 ST-Ph00-2 #00 1-15/16 5-13/16 ST-Ph0-3 #0 2-15/16 7 ST-Ph1-4 #1 7-59/64 8 ST-Ph1-Sh #1 1-1/8 3-1/2 ST-Ph2-5 #2 4-57/64 9 ST-Ph2-5B #2 5 9 ST-Ph2-Sh #2 1-9/64 3-1/2 ST-Ph3-6B #3 6 10-1/2 ST-Ph4-8B #4 8 12-1/2 222 Blackhawk™ by Proto® not available in all countries. -

HAND TOOLS Hablamos Español
1-877-AZTool1 (1-877-298-6651) HAND TOOLS Hablamos Español Wrench Sets Drive Bits Master Hex Bit Set ST EE L SKU 094663 25952 4999 1/4” Drive: ST EE L 1/8”, 5/32”, 3/16” and 7/32” 3/8” Drive: 1/4”, 9/32”, 5/16” and 11/32” 35-Piece Master Torx Bit Set 44-Piece Master Torx and Hex Bit Set 1/2” Drive: 3/8”, 1/2”, 9/16”, 3/4” and 5/8” SKU 466622 SKU 311698 99 99 1/4” Drive: 25951 49 25950 46 2.5, 3, 4 and 5 mm • Star: T8, T10, T15, T20, T25, T27, T30, T40, T45, Hex:, 2 2.5, 3, 4, 5, 6, 7, 8, 10; 1/8”, 5/32”, 3/16”, 7/32”, 1/4”, 5/16” and 3/8” 3/8” Drive: ST EE L T47, T50, T55 and T60 Star: T10, T15, T20, T25, T27, T30, T40, T45, T47, T50, T55 and T60 6, 7, 8 and 9 mm 16-Piece • Tamper Proof Star: T7, T8, T9, T10, T15, T20, T25, Phillips: #1, #2 and #3 1/2” Drive: 10, 12, 14, 17 and 19 mm Combo Wrench Set - SAE T30, T40, T45, T50 and T55 Slotted: 3/16”, 1/4” and 5/16” • Female Star: E4, E5, E6, E7, E8, E10, E12, E14, SKU 531642 99 E16 and E18 Bits: T7H, T8H, T9H, T10H, T15H, T20H, T25H, T27H and T30H 17329 49 11-Piece Tamper Proof Torx Plus Bit Socket Set • Sizes Include: 3/8, 7/16, 1/2, 9/16, 5/8, 11/16, 3/4, 13/16, 7/8, 15/16, 1, 1-1/16, 1-1/8 and 1-1/4" SKU 255725 • Durable Nylon Storage Pouch 13-Piece 1/4” Drive 22973 Tamper-Resistant Star Security Bits • Raised Panel Design SKU 447157 99 99 24293 29 59 • Sizes: T7-T50 • Set Includes: (1/4” Drive) 8-TPT, 10-TPT, 15-TPT, 20-TPT and 25-TPT, (3/8” Drive) 27-TPT, 30-TPT, 40-TPT, 45-TPT, 50-TPT and 55-TPT Stubby Star Drive Sets Tamper Proof 13-Piece 1/4” Drive • 3/4" Overall Length Designed -

PERFORMANCE TOOL® — Hex Key Sets Ge 8 PIECE HEX KEY SETS 8 PIECE HEAVY-DUTY HEX KEY SETS 8 PIECE L TYPE STAR WRENCH SET 8 PIECE FOLDING STAR KEY SET
WIL/4022/4023 PERFORMANCE TOOL® — Hex Key Sets ge 8 PIECE HEX KEY SETS 8 PIECE HEAVY-DUTY HEX KEY SETS 8 PIECE L TYPE STAR WRENCH SET 8 PIECE FOLDING STAR KEY SET •Tough, chrome plated steel •Complete with •Tough, chrome plated steel •Complete with &KURPH9DQDGLXPVWHHOFRQVWUXFWLRQ+HDW &KURPH9DQDGLXPVWHHOFRQVWUXFWLRQ tora KDQG\³NH\ULQJ´VW\OHKROGHUWRNHHSZUHQFKHV KDQG\³NH\ULQJ´VW\OHKROGHUWRNHHSZUHQFKHV WUHDWHGIRUVWUHQJWK+DQG\³NH\ULQJ´KROGHU &RUURVLRQUHVLVWDQWEODFNR[LGH¿QLVK6HW S organized organized •Set includes T-9, T-10, T-15, T-20, T-25, T-27, includes T-9, T-10, T-15, T-20, T-25, T-27, 7DQG7NH\V 7DQG7NH\V Part No. W1315. Part No. W1317. Equipment / Part No. Description Part No. Description SAE Tool SAE W1110C 5/64, 3/32, 1/8, 5/32, 3/16, 1/4, 5/16, 3/8 in. W1109C 1/16, 5/64, 3/32, 1/8, 5/32, 3/16, 7/32, 1/4 in. Metric Metric W1113C 2, 2.5, 3, 4, 5, 6, 8, 10 mm W1108C 1.5, 2, 2.5, 3, 4, 5, 5.5, 6 mm 9 PIECE L TYPE STAR WRENCH SET FOLDING HEX KEY SETS 10 PIECE FOLDING STAR KEY SET •Drop forged steel construction •Ball ends for hard to reach areas •Compact anodized 7DPSHUUHVLVWDQWVWDUNH\V&RPSDFWDQRGL]HGDOXPLQXP 5ROOSRXFKIRUVWRUDJH DOXPLQXPKDQGOHV6DWLQFKURPHSODWHG¿QLVKUHVLVWVFRUURVLRQ KDQGOHV&KURPHYDQDGLXPVWHHOIRUVWUHQJWKDQGGXUDELOLW\ •Set includes T-10, T-15, T-20, 6DWLQFKURPHSODWHG¿QLVKUHVLVWVFRUURVLRQ T-25, T-27, T-30, T-40, T-45, Part No. W9134. s DQG7NH\V Part No. W75933. W9132 20148 Part No. Description W9132 9 piece SAE set Hand Tool 20148 8 piece Metric set 10 PIECE T-HANDLE HEX KEY SETS 10 PIECE SAE & METRIC T-HANDLE HEX +HDWWUHDWHGDOOR\VWHHOVKDIWV3ODVWLFJULSVDGGFRPIRUWDQGWXUQLQJ KEY SET SRZHU%RQXVVWRUDJHWUD\PRXQWVRQZDOORUEHQFK +LJKYLVLELOLW\39&7KDQGOHVIRUDGGHGFRPIRUW LGHQWL¿FDWLRQDQGWRUTXH6$(ZUHQFKHVDUHRUDQJHDQG Part No. -

Screw Driving Tools E Screw Driving Accessories Screwtech® Screwdrivers & Nut Drivers
Screw Driving Tools E Screw Driving Accessories Screwtech® Screwdrivers & Nut Drivers Screwdriver Bit Technical Information . E1-3 Screwdrivers Quick Change . E16-17, 23 Insert Bits / Power Bits . E4-8 Screwdrivers Custom Imprint . E16-17 Insert Bits Tamperproof . E9 Screwdrivers & Displays . E18-19 NEW! Torsion-buffer Grooved Bits . E10 Nut Drivers & Displays . E20 NEW! Merchandiser / Dispenser . E10 NEW! Wing Nut Drivers . E20 Bit Holders / Magnetic . E11 Specialty Screwdrivers . E21 NEW! Bit Holders / Magnetic / Specialty . E11 Hangerbolt Driver . E21 Bit Holder / Driver Quick Lock . E11 Professional Screwdriver Sets . E21 Bit Holder Flexible . E11 NEW! Screwdrivers High-Voltage . E22 Nut Setters and Sets . E12 NEW! Screwdrivers Electrician's . E22 Hex Socket Extensions . E13 Screwdrivers Marine . E23 Square Drive Impact Sockets . E13 NEW! Screwdrivers Tamperproof . E23 Square Drive Bit Holders . E13 Screwdrivers Magnetic . E24 Screwdrivers Electronic . E24 Keys - L-Keys, Hex Keys, Sets . E14-15 Screwdriver Bit & Security Bit Sets . E25 Ball Hex Drivers . E25 Specialty Tools, Sets & Kits Flexible Ratcheting Driver Kit . E26 All-Purpose Tool Kit . E26 Insert Bit Kits & Dial-A-Bit Dispensers E27. Screwdriver Bit Block Sets . E27 E Screwdriver Bits Information Chart FASTENER AND SCREWDRIVER BITS USAGE BY INDUSTRY ) ® ® ® ® ® ® ® w/pin ® ® Square Driv Square Hex w/pin Spanner Phillips Recess Square (Robertson Slotted Phillips Pozidriv Torx Hex Torx Tri-Wing Profile Automotive n n n n n n n Aviation n n n n n n n Appliance n n n n n n n Furniture n n n Construction / Decking n n n n n Public Transportation n n n n Electronics n n n n HVAC n n n n Recreation n n Screwdriver Bits Information Chart Bits Information Screwdriver Hobby n n Marine n n Security n n n n n Drywall n Subfloor n Machine Tools / Metal n n • Tri-Wing®, Pozidriv®, ACR®, Phillips Square-Driv® and Phillips® are registered trademarks of the Phillips Screw Company .