The US Natural Gas Compression Infrastructure: Opportunities for Efficiency Improvements
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
![Yntfletic Fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS](https://docslib.b-cdn.net/cover/9387/yntfletic-fne-r-oil-shale-0-coal-0-oil-sands-0-natural-gas-599387.webp)
Yntfletic Fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS
2SO yntfletic fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS VOLUME 28 - NUMBER 4- DECEMBER 1991 QUARTERLY Tsit Ertl Repository Artur Lakes Library C3orzdo School of M.ss © THE PACE CONSULTANTS INC. ® Reg . U.S. P.I. OFF. Pace Synthetic Fuels Report is published by The Pace Consultants Inc., as a multi-client service and is intended for the sole use of the clients or organizations affiliated with clients by virtue of a relationship equivalent to 51 percent or greater ownership. Pace Synthetic Fuels Report Is protected by the copyright laws of the United States; reproduction of any part of the publication requires the express permission of The Pace Con- sultants Inc. The Pace Consultants Inc., has provided energy consulting and engineering services since 1955. The company experience includes resource evalua- tion, process development and design, systems planning, marketing studies, licensor comparisons, environmental planning, and economic analysis. The Synthetic Fuels Analysis group prepares a variety of periodic and other reports analyzing developments In the energy field. THE PACE CONSULTANTS INC. SYNTHETIC FUELS ANALYSIS MANAGING EDITOR Jerry E. Sinor Pt Office Box 649 Niwot, Colorado 80544 (303) 652-2632 BUSINESS MANAGER Ronald L. Gist Post Office Box 53473 Houston, Texas 77052 (713) 669-8800 Telex: 77-4350 CONTENTS HIGHLIGHTS A-i I. GENERAL CORPORATIONS CSIRO Continues Strong Liquid Fuels Program 1-1 GOVERNMENT DOE Fossil Energy Budget Holds Its Ground 1-3 New SBIR Solicitation Covers Alternative Fuels 1-3 USA/USSR Workshop on Fossil Energy Held 1-8 ENERGY POLICY AND FORECASTS Politics More Important than Economics in Projecting Oil Market 1-10 Study by Environmental Groups Suggests Energy Use Could be Cut in Half 1-10 OTA Reports on U.S. -
Reducing Emissions When Taking Compressors Off-Line (PDF)
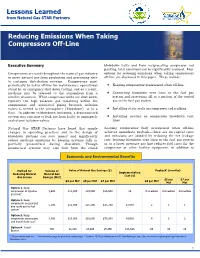
Lessons Learned from Natural Gas STAR Partners Reducing Emissions When Taking Compressors Off-Line Executive Summary blowdown valve and from reciprocating compressor rod packing, total emissions can be significantly reduced. Four Compressors are used throughout the natural gas industry options for reducing emissions when taking compressors to move natural gas from production and processing sites off-line are discussed in this paper. These include: to customer distribution systems. Compressors must periodically be taken off-line for maintenance, operational Keeping compressors pressurized when off-line. stand-by, or emergency shut down testing, and as a result, methane may be released to the atmosphere from a Connecting blowdown vent lines to the fuel gas number of sources. When compressor units are shut down, system and recovering all, or a portion, of the vented typically the high pressure gas remaining within the gas to the fuel gas system. compressors and associated piping between isolation valves is vented to the atmosphere (‘blowdown’) or to a Installing static seals on compressor rod packing. flare. In addition to blowdown emissions, a depressurized system may continue to leak gas from faulty or improperly Installing ejectors on compressor blowdown vent sealed unit isolation valves. lines. Natural Gas STAR Partners have found that simple Keeping compressors fully pressurized when off-line changes in operating practices and in the design of achieves immediate payback—there are no capital costs blowdown systems can save money and significantly and emissions are avoided by reducing the net leakage reduce methane emissions by keeping systems fully or rate. Routing blowdown vent lines to the fuel gas system partially pressurized during shutdown. -

A Brief Review of Compressor Stations Prepared By: Nathan Kloczko, Yale University Graduate Student Assistant November 2015
www.environmentalhealthproject.org A Brief Review of Compressor Stations Prepared by: Nathan Kloczko, Yale University Graduate Student Assistant November 2015 Compressor Stations and Pipelines To transport natural gas across the country, the oil and gas industry relies on an extensive network of inter- and intrastate pipelines. A crucial component of this network is the compressor station. As gas is transported, it needs to remain under pressure (800-1500 psi) to ensure consistent movement against the friction and elevation changes it experiences through the pipeline. Compressor stations, located every 40- 70 miles along the pipeline, are used to increase the gas pressure and to scrub the gas of any liquids or solids that may have accumulated through transport. These stations typically consist of 8-16 compressors of 1,000 horsepower or more running in parallel, operating continuously.i Sources of Emissions There are three types of compressor stations: reciprocal, centrifugal, and electric. Reciprocal and centrifugal stations are powered by unprocessed natural gas taken directly from the pipeline. Depending on the composition of the shale play from which the gas in the pipeline was extracted, this gas can be considered 'dry' or 'wet.' Wet gas, or gas that contains a higher composition of C2+ hydrocarbons such as ethane and butane, (commonly found in the Marcellus shale playii), often does not meet the necessary specifications for compressor engines, causing incomplete combustion of the natural gas and increased emissions of a number of chemicals, explained in detail below. Electric compressors are powered independently, so there are significantly fewer emissions associated with their operation. Two other sources of pollutant emissions from compressor stations are from fugitive emissions (leaks) and blowdowns. -

Origins and Growth of the British Gas Plant Operations Department
The Origins and Growth of the British Gas Plant Operations Department The Plant Operations Department had its origins in the organizational changes which took place in the gas industry in the 1960s to pave the way for the arrival of natural gas. It was to be responsible for the operation of all terminals, storage plants and compressor stations which were to form part of the new National Transmission System. Six maps of the developing National Transmission System from 1966 to 1977 are attached as an Appendix. The Importation of Algerian LNG After experimenting with liquefied natural gas (LNG) cargoes from Lake Charles, Louisiana, the Gas Council began in 1964 to ship LNG from Algeria into a newly-built onshore storage terminal at Canvey Island. Gas produced there was fed into an 18inch diameter “Backbone Feeder” which was built specially to take natural gas from Canvey towards Leeds with offshoots to Sheffield and Manchester for use in reformer plants to produce town’s gas. The Arrival of North Sea Gas The discovery of natural gas in commercial quantities off the east coast of England in 1965 led to the signing of a contract with BP in 1966 for the delivery of natural gas from the offshore West Sole field to a new onshore terminal at Easington near Hull. This was also connected into the 18 inch feeder. Later in 1966, further substantial offshore discoveries were made in the southern sector of the North Sea and it became clear that enough natural gas would be available to supply the whole of the UK directly and to justify the construction of the major new transmission network which became known as the National Transmission System (NTS). -

Natural Gas Pipeline Compressor Stations | 2
Business & Technology Strategies Tech Surveillance c&i case studies in beneficial electrification Electrifying Natural Gas Opportunities for Beneficial Electrification and Load Flexibility in Natural Gas Pipeline Compressor Stations BY PETER MAY-OSTENDORP AND KATHERINE DAYEM , XERGY CONSULTING, MAY 2018 subject matter expert for questions on this topic Brian Sloboda, Program and Product Line Manager-Energy Utilization/Delivery/ Energy Efficiency, [email protected] INTRODUCTION The wise use of electricity, Beneficial Electrification, has sparked widespread re-thinking of policies that encourage or mandate less electricity use and promote infrastructure planning. Advancements in electric technologies continue to create new opportunities to use electricity as a substitute for on-site fossil fuels like natural gas, propane, gasoline and fuel oil, with increased efficiency and control. It also offers local economic development and enhances the quality of the product used by the customer. Electrifying industrial and commercial processes is a proven method to help local businesses stay competitive. Beneficial electrification strengthens the cooperative presence in the community and offers benefits to the electric system, such as environmental performance, reduced total energy costs to the consumer, and grid flexibility. Cooperatives can start by working with their C&I members to identify opportunities amongst potentially large loads. To provide examples of various approaches to working with C&I customers on beneficial electrification initiatives, NRECA is developing a series of case studies . s business and technology strategies distributed energy resources work group C&I Case Studies in Beneficial Electrification: Natural Gas Pipeline Compressor Stations | 2 This case study focuses on electric cooperatives in oil-and-gas country that have started promoting the adoption of electric and dual-drive (gas-electric) compressors for natural gas pipeline compressor stations. -

Historic Manufactured Gas and Related Gas Storage Facilities on Long Island
Historic Manufactured Gas and Related Gas Storage Facilities on Long Island Prepared by KeySpan Corporation For The Long Island Power Authority May 2007 TABLE OF CONTENTS EXECUTIVE SUMMARY__________________________________________ PAGE 4 ABBREVIATIONS AND ACRONYMS_________________________________19 GLOSSARY _________________________________________________________21 MAP OF HISTORIC MANUFACTURED GAS AND RELATED GAS STORAGE FACILITIES ON LONG ISLAND ______________________________________26 MAJOR FACILITIES_________________________________________________28 MANUFACTURED GAS PLANTS _____________________________________29 Nassau County Sites __________________________________________________ 32 Glen Cove MGP ____________________________________________________ 33 Hempstead - Clinton Road MGP ______________________________________ 36 Hempstead - Intersection Street MGP __________________________________ 37 Suffolk County Sites ___________________________________________________ 39 Babylon MGP_______________________________________________________ 40 Bay Shore MGP _____________________________________________________ 42 Halesite MGP _______________________________________________________ 47 Patchogue MGP ____________________________________________________ 49 Sag Harbor MGP ____________________________________________________ 51 Queens County Sites __________________________________________________ 53 Far Rockaway MGP _________________________________________________ 54 Rockaway Park MGP ________________________________________________ 56 May -

16/00398/FUL Proposal: Three New
Planning and EP Committee 26 April 2016 Item 2 Application Ref: 16/00398/FUL Proposal: Three new gas compressors and enclosures, a new vent stack, site office, administration and welfare buildings and associated infrastructure Site: 1650 Lincoln Road, Peterborough, PE6 7HH, Applicant: Mr Paul Emmett National Grid Agent: Mr Ian Grimshaw The Environment Partnership Referred by: Head of Service Reason: Public Interest and previous Committee decision Site visit: 09.03.2016 Case officer: Mrs T J Nicholl Telephone No. 01733 454442 E-Mail: [email protected] Recommendation: Permit subject to conditions 1 Description of the site and surroundings and Summary of the proposal This application has been submitted following refusal of the previous scheme submitted under 15/01235/FUL. This previous application was refused against officer recommendation for the following reason: The proposed development, in particular the appearance of the three gas compressor units, constitutes alien features within a predominantly rural landscape. As such the proposals harm the visual appearance and character of the landscape setting and locality and, in addition, as a consequence, have an adverse impact on the visual amenity of the nearby residential properties given their close proximity to the site. The development is therefore contrary to policies CS16 and CS20 of the adopted Peterborough Core Strategy and policy PP2 of the Peterborough Planning Policies DPD. The current scheme is fundamentally the same in that it contains the same key pieces of infrastructure as before, except that the applicant has included various visual enhancements to overcome the sole reason for refusal set out above. They key differences between the previously submitted scheme and this proposal are set out at the end of this section. -

Guide to Establishing a Biogas Filling Station at a Logistic Centre
Guide to Establishing a Biogas Filling Station at a Logistic Centre Date of delivery: 08/01/2018 Work Package 5: Biogas for heavy transport, Activity 5.6 - Preparation of test- and demonstration activities Written by: Phuong Ninh, NTU ApS, Denmark Krzysztof Janko, NTU ApS, Denmark Acknowledged by: Kent Bentzen, NTU ApS, Denmark Contact: Phuong Ninh, Project Manager NTU ApS Vestre Havnepromenade 5, 4th floor P.O.Box 1111 9000 Aalborg Denmark Tlf.: +45 99 30 00 16 E-mail: [email protected] Partly financed by: Interreg ÖKS http://interreg-oks.eu 2 Preface This guide is an update of a report under the title “Plan concept for implementing alternative fuel hubs in Transport & Logistic Centres” issued in December 2015, which was funded by the Danish Energy Agency and conducted by The Association of Danish Transport and Logistics Centres (in Danish: Foreningen for Danske Transportcentre,). The report was revised in 2017 by Phuong Ninh and Krzysztof Janko in cooperation with Kent Bentzen, Managing Director of NTU ApS. The rationale for this update is to supplement the findings of the 2015 edition with new insights gathered through Biogas 2020 project, the establishment of a new gas filling station in Høje-Taastrup Transportcenter (Chapter 7 to be expanded), as well as to update on changes in relevant legislation. The aim of this guide is to ease the transition towards sustainable fuel alternatives in heavy transport. Logistic centres can play an instrumental role in increasing the utilization of sustainable sources in the heavy-transport sector. The EU’s White Paper: Roadmap to a single European Transport Area – Towards a competitive and resource efficient transport system indicates that transport corridors enabling sustainable movement of goods and people are a necessity (European Commission, 2011). -

Natural Gas Delivery Plan
4th Quarter 2021 – 2031 Natural Gas Delivery Plan F Natural Gas Delivery Plan 4th Quarter 2021 – 2031 Revision 1 Date: December 11, 2020 Page 1 of 121 4th Quarter 2021 – 2031 Natural Gas Delivery Plan Table of Contents Table of Figures .......................................................................................................................................................5 List of Tables ............................................................................................................................................................8 Acronyms ..................................................................................................................................................................9 Revision History .................................................................................................................................................... 11 I. Executive Summary ....................................................................................................................................... 12 A. Introduction ............................................................................................................................................... 12 B. Consumers Energy’s Natural Gas System .......................................................................................... 13 C. Pipeline Supply ........................................................................................................................................ 16 D. Asset Classes .......................................................................................................................................... -

02/18 Miscellaneous Sources 13.5-1 13.5 Industrial Flares 13.5.1
13.5 Industrial Flares 13.5.1 General Flaring is a high-temperature oxidation process used to burn combustible components, mostly hydrocarbons, of waste gases from industrial operations. Natural gas, propane, ethylene, propylene, butadiene and butane constitute over 95 percent of the waste gases flared. In combustion, gaseous hydrocarbons react with atmospheric oxygen to form carbon dioxide (CO2) and water. In some waste gases, carbon monoxide (CO) is the major combustible component. Presented below, as an example, is the combustion reaction of propane. C3H8 + 5 O2 → 3 CO2 + 4 H2O During a combustion reaction, several intermediate products are formed, and eventually, most are converted to CO2 and water. Some quantities of stable intermediate products such as carbon monoxide, hydrogen, and hydrocarbons will escape as emissions. Flares are used extensively to dispose of (1) purged and wasted products from refineries, (2) unrecoverable gases emerging with oil from oil wells, (3) vented gases from blast furnaces, (4) unused gases from coke ovens, and (5) gaseous wastes from chemical industries. Gases flared from refineries, petroleum production, chemical industries, and to some extent, from coke ovens, are composed largely of low molecular weight hydrocarbons with high heating value. Blast furnace flare gases are largely of inert species and CO, with low heating value. Flares are also used for burning waste gases generated by sewage digesters, coal gasification, rocket engine testing, nuclear power plants with sodium/water heat exchangers, heavy water plants, and ammonia fertilizer plants. There are two types of flares, elevated and ground flares. Elevated flares, the more common type, have larger capacities than ground flares. -
Electric Power Grid and Natural Gas Network Operations and Coordination
Electric Power Grid and Natural Gas Network Operations and Coordination Omar J. Guerra, Brian Sergi, Bri-Mathias Hodge National Renewable Energy Laboratory Michael Craig University of Michigan Kwabena Addo Pambour, Rostand Tresor Sopgwi, Carlo Brancucci encoord The Joint Institute for Strategic Energy Analysis is operated by the Alliance for Sustainable Energy, LLC, on behalf of the U.S. Department of Energy’s National Renewable Energy Laboratory, the University of Colorado-Boulder, the Colorado School of Mines, the Colorado State University, the Massachusetts Institute of Technology, and Stanford University. Technical Report NREL/TP-6A50-77096 September 2020 Contract No. DE-AC36-08GO28308 Electric Power Grid and Natural Gas Network Operations and Coordination Omar J. Guerra, Brian Sergi, Bri-Mathias Hodge National Renewable Energy Laboratory Michael Craig University of Michigan Kwabena Addo Pambour, Rostand Tresor Sopgwi, Carlo Brancucci encoord The Joint Institute for Strategic Energy Analysis is operated by the Alliance for Sustainable Energy, LLC, on behalf of the U.S. Department of Energy’s National Renewable Energy Laboratory, the University of Colorado-Boulder, the Colorado School of Mines, the Colorado State University, the Massachusetts Institute of Technology, and Stanford University. JISEA® and all JISEA-based marks are trademarks or registered trademarks of the Alliance for Sustainable Energy, LLC. The Joint Institute for Technical Report Strategic Energy Analysis NREL/TP-6A50-77096 15013 Denver West Parkway September 2020 Golden, CO 80401 www.jisea.org Contract No. DE-AC36-08GO28308 NOTICE This work was authored in part by the National Renewable Energy Laboratory, operated by Alliance for Sustainable Energy, LLC, for the U.S. -

Unconventional Gas Production: Methane Hydrates
Unconventional Gas Production: Hydrated Gas By: James Mansingh Jeffrey Melland 1 Summary........................................................................................................ 2 Introduction................................................................................................... 3 Background ................................................................................................... 3 Figure 1: Hydrate Stability Curve............................................................... 4 Results ............................................................................................................ 6 Locating ......................................................................................................................... 6 Drilling ........................................................................................................................... 7 Drilling and Measurements..................................................................................... 8 Reservoir Evaluation and Wireline......................................................................... 8 Well Service............................................................................................................ 9 Production ................................................................................................................... 10 Figure 2: Production rate vs. time............................................................ 16 Figure 3: Volume produced over time....................................................