Surface Preparation of Building Substrates
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rubbermaid HYGEN™ 2/2/09
™ FINAL PROOF Rubbermaid HYGEN 2/2/09 MICROFIBER CLEANING SYSTEM SMARTER CLEANING FOR HEALTH RCP 519 HYGEN 24pp Brochure.indd 1 2/2/09 2:36:08 PM FINAL PROOF Rubbermaid HYGEN™ 2/2/09 n Superior microfiber textiles proven to remove microorganisms1 BleaCH- Cleans floors n Helps reduce cross-transmission* Proven Performance n Withstands up to 500 commercial launderings % TO ENSURE HEALTHY, SAFE ENVIRONMENTS n Patents pending Safe 45 in hot & cold water better than Certified to tolerate CDC hot and cold string mops** water laundering requirements n Reduces chemical consumption up to 95% vs. traditional mopping % n Reduces water consumption up to 90% vs. traditional mopping 25 2 ProPrietary ZIG-ZAG Complete System n Cleans floors more than 3 times faster than traditional string mops better than Weave PACKS TO MAXIMIZE PRODUCTIVITY AND value n Proven to reduce worker strain conventional n Unique innovative tools to maximize productivity % microfiber n Features legendary Rubbermaid durability 17 flat mops more microfiber n Dedicated Rubbermaid HYGEN™ Training Team in every mop n Detailed guidelines for approved cleaning procedures (Patents Pending) Training & Support n Comprehensive on-site implementation and training TO DELIVER OPTIMAL results on topics including: • Patient Room Cleaning • Restroom Cleaning • Operating Room Cleaning • Guest Room Cleaning • MRI Room Cleaning • Classroom Cleaning n Ongoing training support Proven to remove over % Rubbermaid HYGEN™ 1 95 When used with detergent or QUAT cleaners. Detergent cleaner w/microfiber mop - 94.5% of microorganisms System provides Detergent cleaner w/standard string mop - 67.8% (vs. as low as 67% with innovative solutions QUAT cleaner w/microfiber mop - 95.3% standard string mops)1 QUAT cleaner w/standard string mop - 94.8% and proven superior William A. -

Bloomington for the Years 1883, 1887, 1892, 1898, 1907, 1913, 1927, and 1947
PREFACE TO THE REVISED EDITION It has now been over twenty-seven years since something inspired me to care about how many early limestone mills there were in the Indiana Limestone District and where they were located. Whatever it was, I am glad the spirit moved me and I have been able to preserve a record of their existence. I have now visited or revisited almost all of the one hundred and six mills identified in the original work. The only reason I have to say “almost” is because a few of the sites are now buried under tons of limestone grout piles or are flat open areas where the stone on which the mill previously sat has now been quarried.1 Housing additions and business buildings have made their contribution to obliterating these old mill sites. And while that is as it should be, it makes me happy to have at least in some way preserved the memory of when those once busy businesses were striving to provide the stone to build America. Rather than merely keeping the exact same title of the original work and calling this a revision, for that is what it is, I chose to add “Illustrated” to the title and thus make it have a new, albeit similar, one. There are so many pictures and new maps that a slightly different title seemed justified. The part of the original that is revised is not much in the way of new material but the correction of several errors that I made before. I only wish I could say I have found them all. -

Are You Still Using a Mop and Bucket? Nilfisk Has a Better Solution
Are you still using a mop and bucket? Nilfisk has a better solution The Problem • You have a small, hard surface area in a high-traffic location • This space is highly visible and it is critical to keep it clean sanitary, presentable and safe Typical Solution: Mop & Bucket • One of the most common solutions for a space like this is a mop and bucket. But this approach isn’t ideal. • Unsanitary: Each dip of the mop contaminates 18-20% of the clean water (after 5 dips, the entire bucket has been contaminated) • Ineffective: The mop is merely spreading dirt, grime and chemicals around the area, leaving a dirty, hazy and sticky residue • Dangerous: After mopping, the area remains wet, increasing the risk of slip-and-falls ADVANCE SC100™ ADVANCE SC351™ Cord Electric Upright Scrubber Battery Operated Micro Scrubber Nilfisk’s Recommended Solution: Automatic micro scrubbers • Efficiency: Clean 4,873 square feet per hour with • Visitor safety: Floors are left clean and dry in one pass a 14” scrubber, while a 24-oz mop will cover only • Operator safety: Recovery tanks and accessories limit 2,564 in the same amount of time contact with germs and waste • Portability: Battery power can make these • Containment: Fewer contaminants are released machines just as portable as a mop and bucket into the air, protecting both visitors and operators • Storage: Compact footprint allows for • Sanitary: Use anti-bacterial detergents for easy storage maximum impact Nilfisk, Inc. 9435 Winnetka Avenue North Phone 800.989.2235 Brooklyn Park, MN 55445 Fax 800.989.6566 -

Print Catalog
Product Catalog 2017—2018 Janitorial—Sanitation—Maintenance—Equipment—Supplies Keep Clean Products Product Catalog Table of Contents A. Paper .................................................................................................... 2 B. Skin Care .............................................................................................. 9 C. Safety .................................................................................................. 14 D. Food Service ....................................................................................... 17 E. Trash Liners ....................................................................................... 20 F. Receptacles / Trash ............................................................................ 21 G. Cleaning Supplies .............................................................................. 25 H. Matting ............................................................................................... 51 I. Cleaning Equipment .......................................................................... 53 J. Absorbents & Sweeping Compounds ............................................... 64 K. Chemicals ........................................................................................... 65 L. Batteries .............................................................................................. 81 M. Restroom ........................................................................................... 83 N. Tapes & Adhesive ............................................................................. -
Guide to Concrete Repair Second Edition
ON r in the West August 2015 Guide to Concrete Repair Second Edition Prepared by: Kurt F. von Fay, Civil Engineer Concrete, Geotechnical, and Structural Laboratory U.S. Department of the Interior Bureau of Reclamation Technical Service Center August 2015 Mission Statements The U.S. Department of the Interior protects America’s natural resources and heritage, honors our cultures and tribal communities, and supplies the energy to power our future. The mission of the Bureau of Reclamation is to manage, develop, and protect water and related resources in an environmentally and economically sound manner in the interest of the American public. Acknowledgments Acknowledgment is due the original author of this guide, W. Glenn Smoak, for all his efforts to prepare the first edition. For this edition, many people were involved in conducting research and field work, which provided valuable information for this update, and their contributions and hard work are greatly appreciated. They include Kurt D. Mitchell, Richard Pepin, Gregg Day, Jim Bowen, Dr. Alexander Vaysburd, Dr. Benoit Bissonnette, Maxim Morency, Brandon Poos, Westin Joy, David (Warren) Starbuck, Dr. Matthew Klein, and John (Bret) Robertson. Dr. William F. Kepler obtained much of the funding to prepare this updated guide. Nancy Arthur worked extensively on reviewing and editing the guide specifications sections and was a great help making sure they said what I meant to say. Teri Manross deserves recognition for the numerous hours she put into reviewing, editing and formatting this Guide. The assistance of these and numerous others is gratefully acknowledged. Contents PART I: RECLAMATION'S METHODOLOGY FOR CONCRETE MAINTENANCE AND REPAIR Page A. -
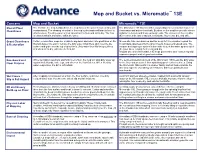
Mop Bucket Vs Micromatic
™ Mop and Bucket vs. Micromatic 13E Concern Mop and Bucket Micromatic™ 13E Overall Floor The first time the mop is dipped into the mop bucket, the water becomes dirty and The Micromatic 13E floor scrubber always dispenses a solution mixture of Cleanliness contaminated. The cleaning chemical in the mop bucket water will start to lose its clean water and active chemicals. Brushes on the scrubber provide intense effectiveness. The dirty water is then spread on the floor and left to dry. The floor agitation to loosen and break up tough soils. The vacuum on the scrubber is left wet with dirt and grime still in the water. then removes the water and dirt, leaving the floor clean, dry, and safe. Grout Cleanliness Cotton or microfiber mops are unable to dig down and reach into grout lines on tile Micromatic 13E uses brushes and the weight of the machine to push the & Restoration floors to loosen the soil or remove the dirty water. Mop fibers skim over the tile brush bristle tips deep into the grout lines to loosen embedded soils. The surface and glide over the top of grout lines. Dirty water then fills the grout lines vacuum and squeegee system is then able to suck the water up and out of and when left to dry, will leave behind dirt. the grout lines, leaving them clean and dry. Regular use of the Micromatic 13E helps prevent the time consuming and expensive project work of grout restoration. Baseboard and While swinging mops back and forth over a floor, the mop will sling dirty water up The semi-enclosed scrub deck of the Micromatic 13E keeps the dirty water Floor Fixtures against baseboards, table legs, and other on the floor fixtures. -

T€ Siinitiiiiesis F1H T F
:t€ SIiNiTiIiIESIS F1H t f U U L1 TRANSPORTATION RESEARCH BOARD EXECUTIVE COMMITTEE 1991 Officers Chairman C. MICHAEL WALTON, Bess Harris Jones Centennial Professor of Natural Resource Policy Studies and Chairman, Civil Engineering Department, University of Texas at Austin Vice Chairman WILLIAM W. MILLAR, Executive Director, Port of Allegheny County Executive Director THOMAS B. DEEN, Transportation Research Board Members JAMES B. BUSBY IV, Federal Aviation Administrator, US. Department of Transportation (ex officio) GILBERT E. CARMICHAEL, Federal Railroad Administrator, U.S. Department of Transportation (ex officio) BRIAN W. CLYMER, Urban Mass Transportation Administrator, US. Department of Transportation (ex officio) JERRY R. CURRY, National Highway Traffic Safety Administrator, U.S. Department of Transportation (ex officio) TRAVIS P. DUNGAN, Research & Special Programs Administrator, US. Department of Transportation (ex officio) FRANCIS B. FRANCOIS, Executive Director, American Association of State Highway and Transportation Officials (ex officio) JOHN GRAY, President, National Asphalt Pavement Association (ex officio) THOMAS H. HANNA, President and Chief Executive Officer, Motor Vehicle Manufacturers Association of the United States. Inc. (ex officio) HENRY J. HATCH, Chief of Engineers and Commander, U.S. Army Corps of Engineers (ex officio) THOMAS D. LARSON, Federal Highway Administrator, US. Department of Transportation (ex officio) GEORGE H. WAY, JR., Vice President for Research and Test Department, Association of American Railroads (ex officio) ROBERT J. AARONSON, President, Air Transport Association of America JAMES M. BEGGS, Chairman, Spacehab, Inc. J. RON BRJNSON, President and Chief Executive Officer, Board of Commissioners of,The Port of New Orleans L. GARY BYRD, Consulting Engineer, Alexandria, Virginia - A. RAY CHAMBERLAIN, Executive Director, Colorado Department of Highways L. -
Tooling & Consumables
TOOLING & CONSUMABLES PRODUCT DIRECTORY DIAMOND BLADES • DIAMOND TOOLING • TROWEL ACCESSORIES • TERMINATOR ACCESSORIES CAGES & CUTTERS • CORE BITS • CHEMICALS rtell F a am B il y o f C o m p a n i e s www.blanchardmachinery.net THE BARTELL FAMILY OF COMPANIES HISTORY 1946 BARTELL INCORPORATED BY ART BARTELL INTRODUCTION OF THE FIRST 1962 BARTELL TROWEL SPE FOUNDED BY TONY MANSFIELD 1983 SPE MOVES TO NEW 5 ACRE SITE IN RURAL LINCOLNSHIRE 1989 1993 INNOVATECH FOUNDED BY ROGER WIGGINS INNOVATECH AQUIRES FIRST 1997 TERMINATOR PATENT 1999 BARTELL SOLD TO TEREX SPE AWARDED HIREX SUPPLIER OF THE YEAR INNOVATECH SELLS ITS FIRST TO THE UK RENTAL INDUSTRY 2001 BATTERY POWERED TERMINATOR AQUIRED BALSTFORCE COMPANY AND MERGED INTO SPE 2004 SPE BECAME RECOGNIZED AND ACCREDITED TRAINERS IN SURFACE INNOVATECH DEVELOPS ITS FIRST PREPARATION EQUIPMENT BY THE 2005 PLANETARY GRINDER HIRE ASSOCIATION OF EUROPE SPE HELPED DEVELOP, DRAFT, AND WRITE THE Q&A PAPERSFOR THE NVQ APPRENTICE MORRISON BROUGHT TO CANADA SCHEME THROUGH NSAC WHICH WERE A 2006 FROM SOUTH CAROLINA PART OF THE CITB BARTELL MORRISON INC. 2013 BARTELL MORRISON INC. ACQUIRES INNOVATECH ACQUIRES THE SPE GROUP THE INTRODUCTION OF THE BARTELL FAMILY OF COMPANIES Blanchard Machinery Inc. 1890 North East 150 Street North Miami Fla.33181 TABLE OF CONTENTS [email protected] www.blanchardmachinery.net Content Page Small/Medium Diameter Turbo 4"-14" Blades - Wet or Dry 4 Small Diameter Segmented 4"-10" Blades - Wet or Dry 5 Medium Diameter Segmented 12"-20" Blades - Wet or Dry 6 Large Diameter Segmented -

Dimension Stone Feasibility Study
DIMENSION STONE FEASIBILITY STUDY: DEVELOPMENT POTENTIAL IN MICHIGAN'S UPPER PENINSULA H. James Bourque and Associates 402 Ashmun Street, P.O. Box 292 Sault Ste. Marie, MI 49783 (906) 635-9191 July 1, 1999 Page 2 Table of Contents Acknowledgements ................................................................................................... 4 Project Background.................................................................................................... 5 In Recent Years . ...................................................................................................... 5 Study Methods............................................................................................................ 7 Geology of the Upper Peninsula................................................................................. 7 Dimension Stone Production ...................................................................................... 8 1997 Dimension Stone Production By Types: ...........................................................9 Dimension Stone Pricing ...........................................................................................11 Sandstone ..............................................................................................................12 Granite...................................................................................................................12 Limestone ..............................................................................................................12 Stone Sites Investigated -

Torrington Brush Works “Working Brushes for Working People” #5/2019
Torrington Brush Works “Working Brushes for Working People” #5/2019 FREE SHIPPING On Orders Over $100 See page 2 for details. Call Toll Free: 1-800-262-7874 1-800-525-1416 Fax Toll Free: Visit us at: 1-800-528-0109 www.torringtonbrushes.com We Make It Easy To Order Table Of Contents Bristle Paint Brushes ..............................................................................3-8, 13-15, 17, 25 Call Toll Free: Synthetic Paint Brushes ................................................................................8-12, 14 & 25 Vehicle Wash Brushes and Flow Thru Handles................................................51 & 59 1-800-525-1416 Automotive Parts Cleaning & Detail Brushes............................................................ 25 Floor Sweeps & Street Brooms.................................................................................54-57 1-800-262-7874 Staple Set Vat and Floor Scrub Brushes ..................................................................... 62 Staple Set Scratch, Platers & Welders Brushes ...................................................63-65 Staple Set Bench, Counter and Shop Dusters ................................................ 52 & 53 Visit Us at: Artist Brushes & Quills .................................................................................................26-35 “Twisted-in-Wire Tube” and Gun Cleaning Brushes .......... 25, 36-40, 43-48 & 66 www.torringtonbrushes.com Corn & Fiber Brooms & Whisks ................................................................................ 19, -

Wood Fruitticher Has Cooper/Atkins Thermometers
Smallwares & Supply Office: 2900 Alton Road Birmingham, AL. 35210 Phone# 205-836-9663 Visit us on the web @ www.woodfruitticher.com SAN STACKABLE™ TUMBLERS Item# Pack Color 820753 72/5oz. Clear Tumbler 820837 72/8oz. Clear Tumbler Disposable Lids To 820878 72/9oz. Squat Clear Tumbler Fit Tumblers 820803 72/9.5oz. Clear Tumbler 820902 72/12oz. Clear Tumbler 834952 Fits San16oz. & 9oz. Squat 821009 72/16oz. Clear Tumbler 800813 Fits San 5oz. 821017 72/20oz. Clear Tumbler 800839 Fits San 8oz. 807446 48/32oz. Clear Tumbler 843193 Fits San 20oz. 859843 72/5oz. Amber Tumbler 819888 Fits Pebble Optic 20oz. 820829 72/8oz. Amber Tumbler Cambro Tumbler 826347 72/9oz. Squat Amber Tumbler 910810 72/9oz Squat Tumbler 820852 72/9.5oz. Amber Tumbler Cambro Disposable Lids 820951 72/12oz. Amber Tumbler 832485 Lid for Laguna 6oz Tumbler 821058 72/16oz. Amber Tumbler 834960 Lid for 950P Tumbler w/straw slot 821066 72/20oz. Amber Tumbler (also fits same as Dinex 1198) 821074 48/32oz. Amber Tumbler 820845 72/8oz Ruby Tumbler 820795 72/9.5oz Ruby Tumbler 820969 72/12oz. Ruby Tumbler Coffee Decanters Glass 821025 72/16oz. Ruby Tumbler 821041 72/20oz. Ruby Tumbler Item# Pack 832519 48/32oz Ruby Tumbler 062646 3ea Decaf 062604 3ea Regular CARLISLE® VERSAPOUR™ 60oz Bounce Pitchers Item# Pack Color Item# Pack Color 860510 6/60oz. Clear 825620 1/ea Granite 825463 6/60oz. Amber 32oz Bounce Pitchers Item# Pack Color 825638 6/32oz. Clear Insulated Swirl Decanters Item# Pack Color 825547 1/ea White 20oz 825562 1/ea White 40oz Beer Pitcher #862342-Clear 64oz Camwear® Pitcher Item# Pack Color 860452 1/ea Clear 64oz In-Stock Glassware (New Orleans Matches Libbey Gibraltar Pattern) New Orleans Mixing Glass Cardinal Mixing Glass 16 oz. -

Rubbermaid HYGEN™ Product Use Manual Rubbermaid HYGEN™
Rubbermaid HYGEN™ PRODUCT USE MANUAL Rubbermaid HYGEN™ n Superior microfiber textiles proven to remove microorganisms1 n Helps reduce cross-transmission* How-To: Proven Performance n Withstands up to 500 commercial launderings Use Ergo Adjustable Handle .......................................................4-5 TO ENSURE HEALTHY, SAFE ENVIRONMENTS n Patents pending Dust Mop a Room ......................................................................6-7 Dust Mop Large Areas ................................................................8-9 Prepare Charging Bucket for Use ............................................10-11 Damp Mop a Room with Charging Bucket ..............................12-13 n Reduces chemical consumption up to 95% vs. traditional mopping Use Rubbermaid PULSE™ for Damp Mopping ........................14-15 n Reduces water consumption up to 90% vs. traditional mopping Wet Mop using Press or Pedal Wring Bucket ..........................16-17 Complete System n Cleans floors more than 3 times faster than traditional string mops2 High Dust ...............................................................................18-19 TO MAXIMIZE PRODUCTIVITY AND value n Proven to reduce worker strain Use High Aborbency Mop for Big Spill Pickup .........................20-21 n Unique innovative tools to maximize productivity Use the Pull Squeegee for Wet or Dry Pickup .........................22-23 n Features legendary Rubbermaid durability Use 8 Sided Fold with Microfiber Cloths .................................24-25 Complete System