Proceedings of the Second U.S. Water Jet Conference Held in 1983 at the University of Missouri-Rolla
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Information to Users
INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand corner and continuing from left to right in equal sections with small overlaps. Each original is also photographed in one exposure and is included in reduced form at the back of the book. Photographs included in the original manuscript have been reproduced xerographically in this copy. Higher quality 6" x 9" black and white photographic prints are available for any photographs or illustrations appearing in this copy for an additional charge. Contact UMI directly to order. University M crct. rrs it'terrjt onai A Be" 4 Howe1 ir”?r'"a! Cor"ear-, J00 Norte CeeD Road App Artjor mi 4 6 ‘Og ' 346 USA 3 13 761-4’00 600 sC -0600 Order Number 9238197 Selected literary letters of Sophia Peabody Hawthorne, 1842-1853 Hurst, Nancy Luanne Jenkins, Ph.D. -

High Pressure Waterjet
Application Note High Pressure Waterjet A water jet is a cutting tool capable of slicing metal or other materials by using a narrow stream of water at high velocity and pressure, or a mixture of water and an abrasive substance. The process erodes the materials in the same way as water erosion found in nature but accelerated and concentrated through high pressure. It is often used in the fabrication or manufacture of parts for machinery and other industries. It is used in applications in the mining to aerospace industries where it performs operations such as cutting, shaping, carving, and reaming. The water jet is usually connected to a high-pressure water pump (Viatran supplies units at 60K PSI) where the water is then ejected from the nozzle, cutting through the material by spraying it with the jet of high-speed water. Adding suspended grit or other abrasives, such as garnet and aluminum oxide, can accelerate this process. Because the characteristics of the cutting stream can be easily modified, water jets can be used to cut materials from processed food to exotic metals. There are few materials that cannot be effectively cut with a water jet cutter. Two of these are tempered glass and certain ceramics are resistant to water jet cutting. Water jet cuts are not typically limited by the thickness of the material, and are capable of cutting materials over a foot (30 cm) thick. An important benefit of the water jet cutter is the ability to cut material without compromising the material's inherent structure. The effects of heat are minimized by the water jet. -

COURT of CLAIMS of THE
REPORTS OF Cases Argued and Determined IN THE COURT of CLAIMS OF THE STATE OF ILLINOIS VOLUME 39 Containing cases in which opinions were filed and orders of dismissal entered, without opinion for: Fiscal Year 1987 - July 1, 1986-June 30, 1987 SPRINGFIELD, ILLINOIS 1988 (Printed by authority of the State of Illinois) (65655--300-7/88) PREFACE The opinions of the Court of Claims reported herein are published by authority of the provisions of Section 18 of the Court of Claims Act, Ill. Rev. Stat. 1987, ch. 37, par. 439.1 et seq. The Court of Claims has exclusive jurisdiction to hear and determine the following matters: (a) all claims against the State of Illinois founded upon any law of the State, or upon an regulation thereunder by an executive or administrative ofgcer or agency, other than claims arising under the Workers’ Compensation Act or the Workers’ Occupational Diseases Act, or claims for certain expenses in civil litigation, (b) all claims against the State founded upon any contract entered into with the State, (c) all claims against the State for time unjustly served in prisons of this State where the persons imprisoned shall receive a pardon from the Governor stating that such pardon is issued on the grounds of innocence of the crime for which they were imprisoned, (d) all claims against the State in cases sounding in tort, (e) all claims for recoupment made by the State against any Claimant, (f) certain claims to compel replacement of a lost or destroyed State warrant, (g) certain claims based on torts by escaped inmates of State institutions, (h) certain representation and indemnification cases, (i) all claims pursuant to the Law Enforcement Officers, Civil Defense Workers, Civil Air Patrol Members, Paramedics and Firemen Compensation Act, (j) all claims pursuant to the Illinois National Guardsman’s and Naval Militiaman’s Compensation Act, and (k) all claims pursuant to the Crime Victims Compensation Act. -
Lunariceprospecting V1.0.Pdf
WHITE PAPER Ice Prospecting: Your Guide to Getting Rich on the Moon Version 1.0 // May 2019 // This work is licensed under a Creative Commons Attribution-NoDerivatives 4.0 International License. Kevin M. Cannon ([email protected]) Introduction Water ice has been detected indirectly and directly within permanently shadowed regions (PSRs) at both poles of the Moon. This ice is stable against sublimation on billion-year timescales, and represents an attractive target for mining to produce oxygen and hydrogen for propellant, and water and oxygen for human life support. However, the mere presence of ice at the poles does not provide much information: Where is it exactly? How much is there? Is it thick layers of pure ice, or small amounts mixed in the soil? How hard is it to excavate? This white paper attempts to offer answers to these questions based on interpretations of the best data currently available. New prospecting missions in the future–particularly landers and Figure 1. Ice accumulation mechanisms. rovers–will continue to change and improve our understanding of ice on the Moon. This guide will be updated on an ongoing expected to be old. (2) Solar wind. The solar wind is a stream of basis to incorporate new findings. electrons, protons and other particles that are constantly colliding with the unprotected surface of the Moon. This Why is there ice on the Moon? process can create individual OH and H2O molecules that are Two factors create conditions that allow ice to accumulate able to ballistically hop across the surface, eventually migrating and persist at the lunar poles: (1) the Moon has a very small axial to the PSRs. -

The Tennessee Meteorite Impact Sites and Changing Perspectives on Impact Cratering
UNIVERSITY OF SOUTHERN QUEENSLAND THE TENNESSEE METEORITE IMPACT SITES AND CHANGING PERSPECTIVES ON IMPACT CRATERING A dissertation submitted by Janaruth Harling Ford B.A. Cum Laude (Vanderbilt University), M. Astron. (University of Western Sydney) For the award of Doctor of Philosophy 2015 ABSTRACT Terrestrial impact structures offer astronomers and geologists opportunities to study the impact cratering process. Tennessee has four structures of interest. Information gained over the last century and a half concerning these sites is scattered throughout astronomical, geological and other specialized scientific journals, books, and literature, some of which are elusive. Gathering and compiling this widely- spread information into one historical document benefits the scientific community in general. The Wells Creek Structure is a proven impact site, and has been referred to as the ‘syntype’ cryptoexplosion structure for the United State. It was the first impact structure in the United States in which shatter cones were identified and was probably the subject of the first detailed geological report on a cryptoexplosive structure in the United States. The Wells Creek Structure displays bilateral symmetry, and three smaller ‘craters’ lie to the north of the main Wells Creek structure along its axis of symmetry. The question remains as to whether or not these structures have a common origin with the Wells Creek structure. The Flynn Creek Structure, another proven impact site, was first mentioned as a site of disturbance in Safford’s 1869 report on the geology of Tennessee. It has been noted as the terrestrial feature that bears the closest resemblance to a typical lunar crater, even though it is the probable result of a shallow marine impact. -

All Roads in County (Updated January 2020)
All Roads Inside Deschutes County ROAD #: 07996 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) <null> <null> 211009 Other Rural Local Dirt-Graded <null> County Road Length: 0 101ST LN ROAD #: 02265 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) 10 0 101ST ST 0.262 END BULB 151204 Deschutes County Rural Local Macadam, Oil 0.262 Mat County Road Length: 0.262 101ST ST ROAD #: 02270 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) 10 0 HWY 126 0.357 MAPLE LN, NW 151204 Deschutes County Rural Local Macadam, Oil 0.357 Mat 20 0.357 MAPLE LN, NW 1.205 95TH ST 151203 Deschutes County Rural Local Macadam, Oil 0.848 Mat County Road Length: 1.205 103RD ST ROAD #: 02259 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) <null> <null> 151209 Local Access Road Rural Local AC <null> <null> <null> 151209 Unknown Rural Local AC <null> 40 2.75 BEGIN 3.004 COYNER AVE, 141228 Deschutes County Rural Local Macadam, Oil 0.254 NW Mat County Road Length: 0.254 105TH CT Page 1 of 975 \\Road\GIS_Proj\ArcGIS_Products\Road Lists\Full List 2020 DCRD Report 1/02/2020 ROAD #: 02261 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) 10 0 QUINCE AVE, NW 0.11 END BUBBLE 151204 Deschutes County Rural Local Macadam, Oil 0.11 Mat County Road Length: 0.11 10TH ST ROAD #: 02188 SEGMENT FROM TO TRS OWNER CLASS SURFACE LENGTH (mi) <null> <null> 151304 City of Redmond City Collector AC <null> <null> <null> 151309 City of Redmond City Local AC <null> <null> <null> 151304 City of Redmond City Collector Macadam, Oil <null> Mat <null> <null> 141333 City of Redmond Rural -

Appendix a Recovery of Ejecta Material from Confirmed, Probable
Appendix A Recovery of Ejecta Material from Confirmed, Probable, or Possible Distal Ejecta Layers A.1 Introduction In this appendix we discuss the methods that we have used to recover and study ejecta found in various types of sediment and rock. The processes used to recover ejecta material vary with the degree of lithification. We thus discuss sample processing for unconsolidated, semiconsolidated, and consolidated material separately. The type of sediment or rock is also important as, for example, carbonate sediment or rock is processed differently from siliciclastic sediment or rock. The methods used to take and process samples will also vary according to the objectives of the study and the background of the investigator. We summarize below the methods that we have found useful in our studies of distal impact ejecta layers for those who are just beginning such studies. One of the authors (BPG) was trained as a marine geologist and the other (BMS) as a hard rock geologist. Our approaches to processing and studying impact ejecta differ accordingly. The methods used to recover ejecta from unconsolidated sediments have been successfully employed by BPG for more than 40 years. A.2 Taking and Handling Samples A.2.1 Introduction The size, number, and type of samples will depend on the objective of the study and nature of the sediment/rock, but there a few guidelines that should be followed regardless of the objective or rock type. All outcrops, especially those near industrialized areas or transportation routes (e.g., highways, train tracks) need to be cleaned off (i.e., the surface layer removed) prior to sampling. -

Manuelian Jarce 53 2017.Pdf
The Lost Throne of Queen Hetepheres from Giza: An Archaeological Experiment in Visualization and Fabrication PETER DER MANUELIAN Abstract In 1925, one of the greatest discoveries made at Giza revealed a small, unfinished chamber (labeled “G 7000 X”) more than twenty-seven meters underground, just east of the Great Pyramid. The Harvard University–Boston Museum of Fine Arts Expedition found there the deteriorated burial equipment, sarcophagus, and other objects be- longing to Queen Hetepheres I, presumed consort of Snefru and mother of Khufu. Since the discovery of this rare Old Kingdom royal assemblage, the thousands of small fragments have remained in storage in the Egyptian Museum, Cairo. Meticulous documentation allowed the excavators to reconstruct some of the queen’s furniture. However, the most exquisite piece, her “second” chair or throne, made of cedar with hundreds of faience inlays and completely gilded, was never reconstructed. This paper describes an interdisciplinary collaboration initiated by the Giza Project at Harvard University to create a full-scale reproduction of Hetepheres’s second chair in modern cedar, faience, gold, gesso, and copper. The goals for this visualization experiment were to reconstruct the excavation history, the iconog- raphy, and to document, insofar as possible, the ancient workflow the Egyptians used to construct this Old Kingdom masterpiece. The final results produced a new museum display object and research/teaching tool. Two significant features of Hetepheres’s tomb complex stand out today. One -

2017 Annual Report COVER FRONT Nationalpoint Parkreyes Foundation National 3 Seashore ( GREGORY CRESPO GREGORY Message from the President & Chair
national park foundation i1 OUR MISSION As the official nonprofit partner of the National Park Service, the National Park Foundation generates private support and builds strategic partnerships to protect and enhance America’s national parks for present and future generations. This land has long captured the imaginations of those who explore it. Its breathtaking vistas and captivating histories were forged by geological forces, OUR LEADERSHIP ancient civilizations, and the vision of peoples seeking new opportunities. It is (october 1, 2016 to september 30, 2017) a land so abundant in irreplaceable natural and cultural treasures that those president & ceo Orin S. Kramer who experienced them understood the urgency and obligation to protect it. Will Shafroth Susan LaPierre board of directors Monica Lozano Al Baldwin Henry R. Muñoz, III The National Park System was born from this understanding. A shared cause, chair John L. Nau, III propelled by ordinary citizens, built on an idea that these wonders should be Bryan Traubert vice chair Roxanne Quimby preserved as public lands for this and future generations. Their commitment Michael Reynolds Robert S. Rivkin launched a new philosophy that intertwined the ideas of environmentalism, secretary, Glenn Stearns ex-officio director conservation, and philanthropy for national parks. Ernesto M. Vasquez Brien M. O’Brien treasurer Mary Jo Veverka The Honorable Gregory Annenberg Today, we proudly champion that legacy. As the official nonprofit partner Ryan Zinke Weingarten ex-officio director of the National Park Service, the National Park Foundation is committed to Ellen S. Alberding national council protecting and enhancing these treasures. By supporting parks and programs Rhoda Altom Rhoda Altom through private philanthropy and strategic partnerships, we work to ensure chair The Honorable that all people will be able to experience them and understand the need to Elizabeth Frawley Bagley Nancy Bechtle take their place as stewards of this land. -
Tool Safeguarding and Controls'
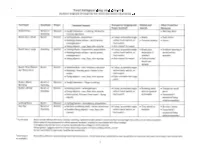
Tool Safeguarding and Controls’ (Guidance originally developed by Yale University/Issued with permission) Tool Type Size/Style Power Potential Hazards Emergency Stopping and Shields and Other Protective Power Controls2 Guards Measures Arbor Press Bench or Manual • Caught between — crushing, limited by • Warning label Standing manual operation Band Saw / Small Bench Electric • Cutting blade —lacerations • E-stop, accessible single • Blade • Push sticks • Rotating blade pulleys — pinch points, action hand switch, or • Covered pulleys • Fence entanglement foot switch • Flying objects — eye, face, skin injuries • Anti-restart for wood Band Saw / Large Standing Electric • Cutting blade — lacerations, amputation • E-stop, accessible single • Blade plus • Smallest opening in • Rotating blade pulleys — pinch points, action hand switch, or extension if work surface entanglement foot switch needed possible . Flying objects — eye, face, skin injuries • Anti-restart for wood • Fully encased band saw wheels Bead / Shot Blaster Bench Electric • Abrasive shot — skin irritation, abrasion • E-stop, accessible single (w/ Glove box) • Rotating / moving parts —blade in fan action hand switch, or motor foot switch . Flying objects — eye, face, skin injuries • Door interlocks for large units Brake, Metal Bench or Manual • Caught between —finger crushing Bending Standing Buffer, Wheel Bench or Electric • Rotating parts — entanglement • E-stop, accessible single • Rotating shaft • Clamps for small Standing • Flying objects — eye, face, skin injuries action hand -
D-Constructed Tool Glossary
UNIVERSITY OF BRITISH COLUMBIA D-CONSTRUCTED TOOL GLOSSARY MATERIALS • TOOLS • PROCESSES A 21 POLAR 23 ADDITIVE MANUFACT. 66 PROFILE SCANNER C R 18 CARTESIAN 59 ROTOMOLDING 43 CNC LATHE 44 CNC MILL S 53 CNC PRESS BRAKE 20 SCARA 54 CNC PUNCH PRESS 38 STEREOLITHOGRAPHY 55 CNC ROLLER APPARATUS (S.L.A.) 45 CNC ROUTER 25 SUBTRACTIVE MANUFACT. 56 CNC TUBE BENDER 37 SELECTIVE LASER MELTING 09 CONCEPTS (S.L.M.) 16 CUTTING TOOLS 58 SINGLE POINT FORMING (S.P.F.) D 67 STRUCTURED-LIGHT 19 DELTA 12 DEGREES OF FREEDOM T 14 TOOL PATH E 49 EDM V 57 VACUUM FORMING F 07 FOREWORDS W 27 FORMATIVE FABRICATION 48 WATER JET CUTTER 35 FUSED DEPOSITION 49 WIRE EDM MODELING (F.D.M.) 13 WORK ENVELOPE H # 31 HYBRIDS 10 2D 11 3D L 68 3D BODY SCAN 36 LAMINATED OBJECT 39 3D INK JET MANUFACTURING (L.O.M.) 12 6-DEGREES OF FREEDOM 63 LIDAR I 60 INJECTION MOLDER 61 INPUT K 15 KINEMATICS M 64 MOTION CAPTURE P 14 PATH 65 PHOTOGRAMMETRY 47 PLASMA CUTTER 03 GLOSSARY 48 WATER JET CUTTER 49 WIRE EDM 05 TABLE OF CONTENT 51 FORMING 07 FOREWORDS 53 CNC PRESS BRAKE 09 TERMS & CONCEPTS 54 CNC PUNCH PRESS 55 CNC ROLLER 10 2D 56 CNC TUBE BENDER 11 3D 57 VACUUM FORMING 12 6-DEGREES OF FREEDOM 58 SINGLE POINT FORMING 13 TOOLSPACE 59 ROTOMOLDING 14 TOOLPATH 60 INJECTION MOLDING 15 KINEMATICS 16 CARTESIAN 61 INPUT 17 G-CODE | CNC 18 CARTESIAN 63 LIDAR 19 DELTA 64 MOTION CAPTURE 20 SCARA 65 PHOTOGRAMMETRY 21 POLAR 66 PROFILE SCANNER 23 ADDITIVE 67 STRUCTURED-LIGHT 25 SUBTRACTIVE 68 3D BODY SCAN 27 FORMING 29 INPUT 71 ACKNOWLEDGMENTS 31 HYBRIDS 33 ADDITIVE MANUFACT. -

Machinery for Flat Glass Processing
Machinery for Flat Glass Processing best in glass processing 1. Turn Key Solutions Facts and figures: Everything from a single source including software. Customers benefit from the only company in the flat glass machine 1961 founding year industry that can comprehensively plan and develop large projects - also thanks to the widest product range in the industry. 1 strong brand 1,300 employees 2. Excellent Service 25 sites 230 million Euros turnover (2018) Investment security and the highest availability and productivity enable the large, global LiSEC service 95 % export rate network. A contact person familiar with the local language and customs is available close to you. 7 % of turnover for R&D more than 330 patents 3. Performance through software integration Integration of the production management software and the machinery control (digitalization/Industry 4.0) allows top operation and optimization of all integrated machines or whole glass factories. Reliable processes, good quality, solid profit: LiSEC solutions Our advanced solutions generate a great cost-to-benefit The benefits: provide flat glass processors around the world with security ratio throughout the entire lifecycle of your machines and and drive in a challenging environment. systems. Over 50 years of partnership, pioneering spirit and stability Investment security due to the size of our company Customers around the world can benefit from this: be they Leading technology with a high resale value For the last 50 years, we have been working hard to experienced manufacturers or newcomers to the industry; Great cost-to-benefit ratio throughout the entire system lifecycle enable you to sustainably boost the efficiency, the system from family businesses to industrial glass processors.