Installation and Maintenance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Design and Selection of Check Valves
VM‐DSCV/WP White Paper Design and Selection of Check Valves Table of Contents Introduction. .. 2 Lift Check Valves. 3 Swing Check Valves . 4 Dashpot‐Assisted Check Valves . .. 6 Check Valve Selection Criteria. 7 Initial Costs. 7 Maintenance Costs. 8 Headloss . 10 Energy Costs. 11 Total Valve Costs . 12 Non Slam Characteristics. 13 Fluid Compatibility. 15 Selection Methodology. 15 Conclusion. 16 References. 17 Val‐Matic Valve & Mfg. Corp. • www.valmatic.com • [email protected] • PH: 630‐941‐7600 Copyright © 2018 Val‐Matic Valve & Mfg. Corp. Design and Selection of Check Valves INTRODUCTION An essential element in the design of water and wastewater pumping systems is the proper selection of the pump discharge check valve, whose purpose is to automatically open to allow forward flow and automatically return to the closed position to prevent reverse flow when the pump is not in operation. Another function that is often overlooked is the valve’s ability to minimize energy consumption. Patton estimated that water and wastewater plants in the United States consume 75 billion kW∙h of energy annually and nearly 80% of that energy is consumed for high service pumping costs to overcome the static head and friction losses. But just as important, the valve should protect the pumping system and piping from pressure surges caused by sudden closure. Every pump station designer has witnessed check valve slam, which is caused by the sudden stoppage of reverse flow through a closing check valve. To prevent slam, an automatic check valve must either close very quickly or close slowly by using oil dashpot devices. -
Forged Steel Valves
Edward Forged Steel Valves Experience In Motion Table of Contents Figure Number Index 5 Univalve® Stop-Check Valves Class 4500 55 Edward Valves Availability Chart 6 Univalve® Piston Check Valves Class 4500 56 Edward Description of Figure Number System 8 Hydraulic Stop Valves 57 Hydraulic Check Valves 58 Introduction Features and Descriptions of Edward PressurCombo Valves 59 PressurCombo Class 1690 60 High Performance for Critical Service 10 PressurCombo Class 2680 61 A History of Firsts 13 PressurCombo Class 4500 62 Miscellaneous Technical Data 14 Strainers Class 800 and Series 1500 63 Special Application Valves 15 Features and Descriptions of Features and Description of Edward Hermavalve® Hermetically-Sealed Valves 64 Edward Univalve® Globe Valves 16 Part Specification List For Edward Hermavalve® 66 Part Specification List for Edward Univalve® 17 Hermavalve® Hermetically-Sealed Valves 67 Edward Forged Steel Valves Feature Body-Guided Disks 18 Here’s How the Unique Stem-Disk Assembly is Made... 19 Features and Description of Accessories/Actuators Edward Bolted Bonnet Globe Valves 20 Accessories – Forged Steel 68 Part Specification List for Actuators – Forged Steel 69 Edward Bolted Bonnet Globe Valves 21 Required Information for Motor Actuators 70 Forged Steel Valves Reference Blow-Off Valves Class 300 22 Material Chemical Analysis (ASTM) for Edward Valves 72 Blow-Off Valves Class 400 & 600 24 ASME B16.34 – 2009 Pressure/Temperature Ratings 73 Blow-Off Valves Class 1500 & 2500 26 Continuous Blowdown Valves Class 1925 27 Technical Information -

Ball Butterfly Check Gate Globe Plug Valves Differences Applications Suitability
ADELAIDE • BRISBANE • PERTH VALVE TYPES There are a large variety of valves and valve configurations to suit all services and conditions; different uses (on/off, control), different fluids (liquid, gas etc; combustible, toxic, corrosive etc) different materials and different pressure and temperature conditions. Valves are for starting or stopping flow, regulating or throttling flow, preventing back flow or relieving and regulating pressure in fluid or gaseous handling applications. Common valve types include: Ball, Butterfly,Check, Diaphragm, Gate, Globe, Knife Gate, Parallel Slide, Pinch, Piston, Plug, Sluice, etc. The following types of valves are used in a variety of applications, these descriptions may provide a basic guideline in the selection of valves. BALL VALVES BUTTERFLY VALVES Because of their excellent operating The butterfly valve derives its name from the characteristics, ball valves are used for the wing-like action of the disc which operates at broadest spectrum of isolation applications and right angles to the flow. It’s main advantage is a are available in a wide range of sizes and seating surface which is not critical. It is materials and are available in full flow and full designed for flow isolation. The disc impinges through conduit. Advantages - quick acting, against a resilient liner to provide bubble straight through flow in either direction, low tightness with low operating torque. Compact pressure drop, bubble tight shut off & operating and with a simple construction, butterfly valves torque, easily actuated. Disadvantages - facilitate easy pipe arrangement. Due to disc, temperature limitations on seating material, long they have slightly reduced flow characteristics. “relative” face to face dimension. -

Chemical Injection Quills
Distributed by: Chemical Injection Quills Chemical Injection Quills & Corporation Stops Injection quills are designed to ensure a uniform and rapid dispersal of injection chemicals into the center stream of a process pipeline. This With or without check valves. prevents corrosive liquids from clinging to the side of the pipe. Standard lengths of 2 3/4” for 4” pipes. Injection quills are available in a variety of materials and pressure ranges as Custom lengths to 36” (SP). shown in the chart below. Pressure and temperature are dependent on the material of construction and vary from 150 to 3000 psi and 100 °F (37 °C) Materials: PVC, Stainless Steel, C-20, and 500 °F (260 °C). Kynar. Chemical Injection Quills - with Built-in High Pressure Check Valve (QC) Installation Position Chemical Injection Quills - No Check Valves (QB) For lines smaller than 4” diameter, trim quill so chemical is released near center of line. Use as is for lines over 4” diameter or order special length that will disperse the chemical near the center of the pipe. Install with “Telltale” V-notch facing upstream so flow strikes angled face at end of quill for most rapid dispersal of injected chemical. QC-316-100-50FNPT For maintenance ease, installation of an isolation valve, rated above line Standard 2 3/4” Quills are designed for 4” pipes. operating pressure, immediately behind the quill is recommended. QC-316-100 Order Directly online at www.ChemWorld.com Distributed by: Corporation Stops Lever operated stop eliminates the need for a wrench. Protection chain prevents withdrawal before Corporation Stop is closed. -

Methods and Devices for the Prevention of Backflow and Back
Chapter Four Air Gap (2) The air gap may be easily Methods and Devices defeated in the event that the Air gaps are non-mechanical “2D” requirement was purposely backflow preventers that are or inadvertently compromised. for the Prevention of very effective devices to be used Excessive splash may be encoun- where either backsiphonage or tered in the event that higher Backflow and backpressure conditions may than anticipated pressures or exist. Their use is as old as flows occur. The splash may be a Back-Siphonage piping and plumbing itself, but cosmetic or true potential only relatively recently have hazard—the simple solution standards been issued that being to reduce the “2D” wide choice of devices standardize their design. In dimension by thrusting the Aexists that can be used to general, the air gap must be supply pipe into the receiving prevent backsiphonage and twice the supply pipe diameter funnel. By so doing, the air gap backpressure from adding but never less than one inch. is defeated. contaminated fluids or gases See Figure 12. into a potable water supply (3) At an air gap, we expose the system. Generally, the selection water to the surrounding air FIGURE 12. with its inherent bacteria, dust of the proper device to use is Air gap. based upon the degree of hazard particles, and other airborne posed by the cross-connection. pollutants or contaminants. In addition, the aspiration effect of Additional considerations are Diameter based upon piping size, location, “D” the flowing water can drag down and the potential need to surrounding pollutants into the periodically test the devices to “2D” reservoir or holding tank. -
Pocket Guide to Inspecting, Testing and Maintaining Fire Protection Equipment
1 Pocket Guide to Inspecting, Testing and Maintaining Fire Protection Equipment Fourth Edition Emergency Response Consultants Pocket Guide to Inspecting, Testing and Maintaining Fire Protection Equipment Fourth Edition Emergency Response Consultants This pocket guide is made available for informational purposes only in support of the insurance relationship between FM Global and its clients. This information does not change or supplement policy terms or conditions. No liability is assumed by or through the use of this information. The liability of FM Global is limited to that contained in its insurance policies. This pocket guide is produced in partnership with Emergency Response Consultants, a member of the FM Global Group. Emergency Response Consultants offers detailed hands-on training to site-level emergency response staff and management. Table of Contents 3 Introduction . 4 General Sprinkler System Layout . 5 Control Valves . 6 Post Indicator Valve (PIV) . 7 Wall-Mounted Post Indicator Valve (WPIV) . 11 Post Indicator Valve Assembly (PIVA) . 15 Indicating Butterfly Valve (IBV) . 18 Outside Screw and Yoke (OS&Y) Valve . 21 Curb Box or Roadway Valve . 24 Performing a Main Drain Test . 27 Common Valve Problems . 29 Hydrants . 30 Sprinklers and Piping . 34 Alarm Check Valves (Wet Valves) . 36 Check Valves . 40 Dry-Pipe Valves . 41 Performing a Flushing Investigation . 47 Fire Pumps – Diesel . 52 Fire Pumps – Electrical . 62 Pressure-Reducing Valves (PRVs) . 68 Pumper and Standpipe Connections . 70 Special Protection Systems . 72 Fire Alarm Systems . 74 Extinguishers . 77 Fire Doors . 79 Establishing an Inspection, Testing and Maintenance Program . 82 Maintenance of Fire Protection Equipment . 88 4 Introduction Prevention and readiness are the keys to property loss control . -

Submersible Pump Check Valves Installation Instructions Models 80VFD 2” Thru 8” Flomatic Corporation
Submersible Pump Check Valves Installation Instructions Models 80VFD 2” thru 8” Flomatic Corporation Operation: Flomatic 80VFD check valves are designed to prevent backflow, minimizing hydraulic shocks and give years of trouble-free operation without maintenance when installed properly and sized to the pumping application with regards to flow and maximum system pressures. The valve can be installed vertically or horizontally. Construction: The Flomatic 80VFD check valve body has been constructed to handle the rated system flow and pressures as stated, and in addition support the weight of the submersible pump, pipe and the water in the riser pipe. In addition, the valves have been uniquely designed to absorb some of the hydraulic water shocks associated with well water pumping when the check valve installation instructions are followed below. IMPORTANT INSTALLATION INSTRUCTIONS It is very important to install a check valve properly to help insure a trouble free water system. If the installation instructions are not followed or the valve is disassembled, warranty or any warranty claims will be void. On the back of this page is a diagram of a typical submersible valve installation (Fig. 1). A. Pipe Flow Velocities: Flomatic 80VFD is designed for both low and high flow conditions. For best service life a normal flow velocity range is 1 to 10 feet per second. B. System pressure: It is important to take the total system hydraulics into the calculation and not only the pump’s well setting when selecting valve type and model. In general, Flomatic 80VFD valve bodies are pressure rated 600 psi or 1,384 feet of static water column pressure. -

Design and Use of Check Valves
NIBCO INC. 1516 MIDDLEBURY ST. PHONE: 574.295.3000 WORLD HEADQUARTERS ELKHART, IN 46516-4740 FAX: 574.295.3307 USA WEB: www.nibco.com TECHNICAL BULLETIN Review Date: 01/18/2012 Original Date: 07/01/2003 Document ID: NTB-0703-02 Design and Use of Check Valves The simplicity of the check valve should not hide the importance of its function or its potential to cause problems. Check valves are installed to protect piping systems, equipment, and our health. Improperly installed check valves can result in costly repairs and system shutdowns. CHECK VALVE APPLICATION The check valve is an automatic shut-off valve. Under pressure and flow, the closure mechanism opens allowing the media to flow freely. When the flow and pressure stops, the closure mechanism returns automatically to the closed position, preventing the media from returning upstream. The most common installation is at the pump. A check valve may be installed on the suction side of the pump to maintain the pump's prime in the event of a pump shutdown. A check valve will be used commonly on the discharge of the pump to prevent backflow from the downstream system, when the pump shuts off. Check valves are used to prevent contaminated media in branches from flowing back into the main trunk line. The most common example is the use of backflow-prevention devices installed on any connection to a city water main. The backflow prevention device, a special form of check valve, prevents possibly contaminated water at a facility from flowing into the city water system when there is a sudden loss of water pressure in the main utility line. -
Hose Bibb Vacuum Backflow Preventer with Double Check Valve Breaker Atmospheric Vent (Continuous Pressure)
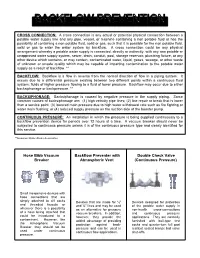
CROSS CONNECTION: A cross connection is any actual or potential physical connection between a potable water supply line and any pipe, vessel, or machine containing a non potable fluid or has the possibility of containing a non potable fluid, solid or gas, such that it is possible for the non potable fluid, solid or gas to enter the water system by backflow. A cross connection could be any physical arrangement whereby a potable water supply is connected, directly or indirectly, with any non potable or unapproved water supply system, sewer, drain, conduit, pool, storage reservoir, plumbing fixture, or any other device which contains, or may contain, contaminated water, liquid, gases, sewage, or other waste of unknown or unsafe quality which may be capable of imparting contamination to the potable water supply as a result of backflow. ** BACKFLOW: Backflow is a flow in reverse from the normal direction of flow in a piping system. It occurs due to a differential pressure existing between two different points within a continuous fluid system; fluids of higher pressure flowing to a fluid of lower pressure. Backflow may occur due to either backsiphonage or backpressure. ** BACKSIPHONAGE: Backsiphonage is caused by negative pressure in the supply piping. Some common causes of backsiphonage are: (1) high velocity pipe lines; (2) line repair or break that is lower than a service point; (3) lowered main pressure due to high water withdrawal rate such as fire fighting or water main flushing; or (4) reduced supply pressure on the suction side of the booster pump. CONTINUOUS PRESSURE: An installation in which the pressure is being supplied continuously to a backflow prevention device for periods over 12 hours at a time. -
Types of Backflow Preventers
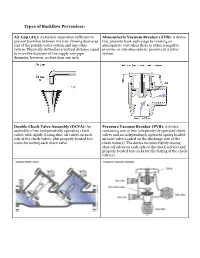
Types of Backflow Preventers: Air Gap (AG): A physical separation sufficient to Atmospheric Vacuum Breaker (AVB): A device prevent backflow between the free- flowing discharge that prevents back-siphonage by creating an end of the potable water system and any other atmospheric vent when there is either a negative system. Physically defined as a vertical distance equal pressure or sub-atmospheric pressure in a water to twice the diameter of the supply side pipe system. diameter, however, no less than one inch. Double Check Valve Assembly (DCVA): An Pressure Vacuum Breaker (PVB): A device assembly of two independently operating check containing one or two independently operated check valves with tightly closing shut-off valves on each valves and an independently operated spring loaded side of the check valves, plus properly located test air inlet valve located on the discharge side of the cocks for testing each check valve. check valve(s). The device includes tightly closing shut-off valves on each side of the check valve(s) and properly located test cocks for the testing of the check valve(s). Backflow Preventer with Intermediate Hose Bibb Vacuum Breaker: A device connected Atmospheric Vent (BPIAV): A device having two to a hose bib acting as an Atmospheric Vacuum independently operating check valves separated by Breaker; this device is not to be used under constant an atmospheric vent chamber. pressure. Residential Dual Check: An assembly of two Reduced Pressure Backflow Preventer loaded, independently operating check valves (RPBP): An assembly consisting of two without tightly closing shut-off valves and test cocks. independently operating check valves with an Generally employed immediately downstream of the automatically operating differential relief valve water meter to act as a containment device. -

How to Install Your Double Check Valve
Backflow and Cross Conneciton Program Acton Municipal Utility District Please call 817-326-4720 if you have any questions or concerns. OUR REQUIREMENTS The Texas Environmental on Quality Commission (TECQ) has many requirements on all water purveyors. One of the requirements that they impose on us is that we have an effective backflow and cross connection program in place to eliminate any unwanted substances into our potable water supply. A cross-connection is any non-potable source of water or gas that is attached to any potable water supply. A very common cross-connection exist between irrigation systems and drinking water supplies. To help protect our water system we must make sure that there is sufficient backflow protection against any possible back flow. The main goal of the backflow program is to ensure the safety of our customers. We believe that a good program will eliminate any potential problems from existing. We have adopted the following procedures: AMUD will perform customer inspections on all new construction before lines are covered up. AMUD will be conducting inspections on all existing facilities, including residential sprinkler systems within the District. Customers will be required to repair, replace or install a viable backflow device if any cross connection hazards are found. A Permit will be required for all new Sprinkler installations or when the backflow device is replaced. Permit is not required when repairing existing sprinkler system unless the backflow device is changed. Permit is to be completed prior to the installation of the new backflow device or sprinkler system installation. The permit fee is to collected at time of permit issuance. -

DOUBLE CHECK VALVE ASSEMBLY INSTALLATION and TESTING REQUIREMENTS
Backflow Prevention Frequently Asked Questions DOUBLE CHECK VALVE ASSEMBLY INSTALLATION and TESTING REQUIREMENTS Why do I need a backflow prevention assembly? Backflow prevention keeps your drinking water safe by keeping potentially contaminated water within a building’s water lines from being drawn back into the potable water system. What is a backflow prevention assembly (or backflow preventer)? A backflow prevention assembly is a protective valve typically installed immediately behind the water meter on the customer’s side. Backflow preventers allow water to flow from the potable water system to the customer’s water lines behind the meter; however, water or other substances may not flow from the customer’s side back out into the water distribution system. What if a required backflow preventer is not installed or tested? Carroll County Water Authority will not be able to maintain water service to a property where a required backflow prevention assembly has not been installed, tested and proof of compliance has not been received by our office. What is a Double Check Valve Assembly? A Double Check Valve Assembly is a backflow preventer consisting of two independently operating spring loaded check valves with tightly closing shut off valves on each side of the check valves, plus properly located test cocks for the testing of each check valve. What is the difference between a Double Check Valve and a residential dual check? A Double Check Valve Assembly is a testable backflow prevention assembly. A residential dual check is a non-testable device. Residential dual checks are not adequate protection for commercial, industrial, irrigation, fire protection, and other non-residential services.