Gallium Nitride on Silicon on Insulator Metal- Organic Vapor Phase Epitaxy
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Gallium Nitride (Gan) Technology Overview
EEPC_Chapt_1_P14_SB 12.3.11 The following chapter is from the First Edition of "GaN Transistors for Efficient Power Conversion" Purchase Second Edition CHAPTER 1: Gallium Nitride (GaN) Technology Overview Silicon Power MOSFETs from 1976-2010 For over three decades power management efficiency and cost showed steady improvement as innovations in power in power MOSFET (metal oxide silicon field effect transistor) structures, technology, and circuit topologies paced the growing need for electrical power in our daily lives. In the new millennium, however, the rate of improvement slowed as the silicon power MOSFET asymptotically approached its theoretical bounds. Power MOSFETs first started appearing in 1976 as alternatives to bipolar transistors. These majority carrier devices were faster, more rugged, and had higher current gain than their minor- ity-carrier counterparts. As a result, switching power conversion became a commercial reality. AC-DC switching power supplies for early desktop computers were among the earliest volume consumers of power MOSFETs, followed by variable speed motor drives, fluorescent lights, DC-DC converters, and thousands of other applications that populate our daily lives. One of the earliest power MOSFETs was the IRF100 from International Rectifier Corporation, introduced in November 1978. It boasted a 100 V drain-source breakdown voltage and a 0.1 Ω on-resistance; the benchmark of the era. With a die size over 40 mm2, and with a $34 price tag, this product was not destined to broadly replace the venerable bipolar transistor immediately. Many generations of power MOSFETs have been developed by several manufacturers over the years. Benchmarks were set, and fell, every year or so for 30 plus years. -

Isamu Akasaki(Professor at Meijo University
Nanotechnology and Materials (FY2016 update) Meeting the challenge of "impossible" technology Succeeded in the practical implementation of blue light-emitting diode! Research in the unattainable territory that won the Nobel Prize The 2014 Nobel Physics Prize was presented to blue LED. The development of blue LED resulted in the three researchers, Professor Isamu Akasaki, Professor commercialization of much brighter and energy-saving Hiroshi Amano and Professor Shuji Nakamura for the white light, thus contributing to energy conservation invention of an efficient blue light-emitting diode (LED). in the world and an improvement of people's lives in Red LEDs and yellow-green LEDs were developed in the areas without sufficient electricity. In addition to their 1960s; however, practical implementation of blue LEDs use as light sources, blue LEDs are now being widely was so difficult that it was even said that "it would be applied in various fields such as information technology, impossible to realize blue LEDs by the end of the 20th transportation, medicine and agriculture. Additionally, century." Amid such a circumstance, Professor Akasaki, the technology to put gallium nitride into practical Professor Amano and Professor Nakamura worked on implementation developed by the three researchers is the high-quality single crystallization and the p-type expected to find various applications in the future, such doping of gallium nitride (GaN), both of which had been as an application in power devices that serve as electric given up by researchers around the world. Their efforts power converters in electric vehicles and smart grids, from the 1980s to the 1990s finally led to their success next-generation power distribution grids,. -
Fundamentals of Gallium Nitride Power Transistors EFFICIENT POWER CONVERSION
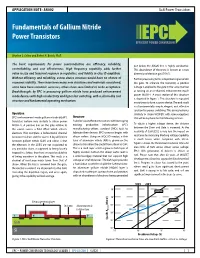
APPLICATION NOTE: AN002 GaN Power Transistors Fundamentals of Gallium Nitride Power Transistors EFFICIENT POWER CONVERSION Stephen L. Colino and Robert A. Beach, Ph.D. The basic requirements for power semiconductors are efficiency, reliability, just below the AlGaN that is highly conductive. controllability, and cost effectiveness. High frequency capability adds further This abundance of electrons is known as a two value in size and transient response in regulators, and fidelity in class D amplifiers. dimensional electron gas (2DEG). Without efficiency and reliability, a new device structure would have no chance of Further processing forms a depletion region under economic viability. There have been many new structures and materials considered; the gate. To enhance the transistor, a positive some have been economic successes, others have seen limited or niche acceptance. voltage is applied to the gate in the same manner Breakthroughs by EPC in processing gallium nitride have produced enhancement as turning on an n-channel, enhancement mode mode devices with high conductivity and hyper fast switching, with a silicon-like cost power MOSFET. A cross section of this structure is depicted in figure 1. This structure is repeated structure and fundamental operating mechanism. many times to form a power device. The end result is a fundamentally simple, elegant, cost effective solution for power switching. This device behaves Operation similarly to silicon MOSFETs with some exceptions EPC’s enhancement mode gallium nitride (eGaN®) Structure that will be explained in the following sections. transistors behave very similarly to silicon power A device’s cost effectiveness starts with leveraging To obtain a higher voltage device, the distance MOSFETs. -

High-Quality, Low-Cost Bulk Gallium Nitride Substrates
ADVANCED MANUFACTURING OFFICE High-Quality, Low- Cost Bulk Gallium Nitride Substrates Electrochemical Solution Growth: A Scalable Semiconductor Manufacturing Process The ever-growing demand in the past decade for more energy efficient solid-state lighting and electrical power conversion is leading to a higher demand for wide bandgap semiconductor-based devices, such as gallium nitride (GaN), over traditional silicon (Si)-based devices. High cost and limited availability, how- ever, have hindered the adoption of GaN substrates to date. When utilizing GaN, current LED and power electronic device applications employ GaN epitaxially grown on top of non-GaN substrates. The lattice mismatch between the epitaxial GaN layer and the non-native substrate surface leads to con- siderable stress and high defect densities, ultimately compromising device yield and Conceptual diagram of the ESG reactor. Photo courtesy of Sandia National Laboratories performance. While bulk growth of GaN can combat these issues, current growth methods for bulk GaN have not fostered widespread adoption to date due to lim- This project will help develop ESG into a viable GaN bulk growth process that is well ited scalability, low material quality, high suited for scalability to large-area wafer manufacturing. Bulk GaN is important to bol- operating temperatures and pressures, stering U.S. competitiveness in high-efficiency power electronics and solid-state lighting. and slow growth rates. A fundamentally different manufacturing route for bulk Benefits for Our Industry and Our Nation growth of GaN not driven by thermal pro- Scaling the ESG growth method to large area GaN crystals could reduce the production cesses is needed to provide an adequate cost of bulk GaN wafers by up to a factor of 10. -

Study on the Application of Gallium Nitride Transistors in Power Electronics Renan R
Study on the Application of Gallium Nitride Transistors in Power Electronics Renan R. Duarte, Guilherme F. Ferreira, Marco A. Dalla Costa, Carlos H. Barriquello, J. MarcosSTUDY Alonso ON THE APPLICATION OF GALLIUM NITRIDE TRANSISTORS IN POWER ELECTRONICS Renan R. Duarte1, Guilherme F. Ferreira1, Marco A. Dalla Costa1, Carlos H. Barriquello1, J. Marcos Alonso2 1Universidade Federal de Santa Maria, Santa Maria - RS, Brazil 2Universidad de Oviedo, Gijón, Spain e-mail: {renan.duarte, guilhermefarias, marcodc, barriquello}@gedre.ufsm.br, [email protected] Abstract – Wide bandgap semiconductors have emerged components in the circuit [7]. However, it is necessary to as an attractive option for silicon (Si) replacement in minimize losses in the semiconductors, since these are one of the recent years. Among the new materials, gallium the major limiting factors in power converters [8]. nitride (GaN) has been considered as the most promising Many advances have been made in Si semiconductor candidate. This paper presents an overview of the manufacturing technology, allowing circuits to boost their GaN technology in power electronics. The review power density in a virtually linear trend, increasing about focuses on the main aspects of GaN transistors, such tenfold since they appeared in the market [9]. However, as Si as electrical, thermal and economical characteristics. A technology approaches its theoretical limits of performance, comparison between Si and GaN switching devices in a the need for a substitute of the same relevance becomes more family of synchronous buck converters designed for LED evident. The use of new wide bandgap semiconductors such lighting applications is also presented. This comparison as gallium nitride (GaN) is still rather modest. -

Can Gallium Nitride Replace Silicon? for the Past Three Decades, Silicon-Based Power Management Efficiency and Cost Have Shown Steady Improvement
30 POWER SEMICONDUCTORS www.epc-co.com Can Gallium Nitride Replace Silicon? For the past three decades, Silicon-based power management efficiency and cost have shown steady improvement. In the last few years, however, the rate of improvement has slowed as the Silicon power MOSFET has asymptotically approached its theoretical bounds. Gallium Nitride grown on top of a silicon substrate could displace Silicon across a significant portion of the power management market. Alex Lidow, CEO Efficient Power Conversion Corp., El Segundo, USA Power MOSFETs appeared in 1976 as Silicon Carbide substrates, Eudyna GaN devices rated at 200V. alternatives to bipolar transistors. These designed such transistors for the RF market. The new generation of enhancement majority carrier devices were faster, more The HEMT structure demonstrated mode GaN transistor is very similar in its rugged, and had higher current gain than unusually high electron mobility near the behaviour to existing power MOSFETs and their minority-carrier counterparts. As a interface between an AlGaN and GaN therefore users can greatly leverage their result, switching power conversion became heterostructure interface. Adapting this past design experience. Two key areas a commercial reality. AC/DC switching phenomenon to Gallium Nitride grown on stand out as requiring special attention: power supplies for early desktop Silicon Carbide, Eudyna was able to relatively low gate dielectric strength (and computers were among the earliest produce benchmark power gain in the finite gate leakage on the order of µA per volume consumers of power MOSFETs, multi-gigahertz frequency range. In 2005, mm of gate width) and relatively high followed by variable speed motor drives, Nitronex Corp. -
Indium Gallium Nitride Barriers Enhance LED Power and Efficiency
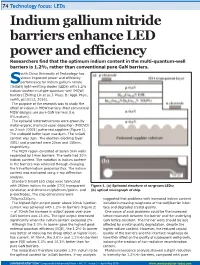
74 Technology focus: LEDs Indium gallium nitride barriers enhance LED power and efficiency Researchers find that the optimum indium content in the multi-quantum-well barriers is 1.2%, rather than conventional pure GaN barriers. outh China University of Technology has shown improved power and efficiency Sperformance for indium gallium nitride (InGaN) light-emitting diodes (LEDs) with 1.2% indium-content multiple-quantum-well (MQW) barriers [Zhiting Lin et al, J. Phys. D: Appl. Phys., vol49, p115112, 2016]. The purpose of the research was to study the effect of indium in MQW barriers. Most commercial MQW designs use pure GaN barriers (i.e. 0% indium). The epitaxial heterostructures were grown by metal-organic chemical vapor deposition (MOCVD) on 2-inch (0001) patterned sapphire (Figure 1). The undoped buffer layer was 4µm. The n-GaN contact was 3µm. The electron-blocking layer (EBL) and p-contact were 20nm and 150nm, respectively. The MQW region consisted of seven 3nm wells separated by 14nm barriers. The wells had 20% indium content. The variation in indium content in the barriers was achieved through changing the trimethyl-indium precursor flux. The indium content was evaluated using x-ray diffraction analysis. Standard InGaN LED chips were fabricated with 250nm indium tin oxide (ITO) transparent Figure 1. (a) Epitaxial structure of as-grown LEDs; conductor, and chromium/platinum/gold n- and (b) optical micrograph of chip. p-electrodes. The chip dimensions were 750µmx220µm. suggested that problems with increased indium content The highest light output power above 20mA injection included increasing roughness of the well/barrier inter- current was achieved with 1.2%-In barriers (Figure 2) face and degraded crystal quality. -

The Potential of Gallium-Nitride As an Alternate Semiconductor Material in Transistors
Conference Session B4 8071 Disclaimer – This paper partially fulfills a writing requirement for first year (freshman) engineering students at the University of Pittsburgh Swanson School of Engineering. This paper is a student, not a professional, paper. This paper is based on publicly available information and may not provide complete analyses of all relevant data. If this paper is used for any purpose other than these authors’ partial fulfillment of a writing requirement for first year (freshman) engineering students at the University of Pittsburgh Swanson School of Engineering, the user does so at his or her own risk. THE POTENTIAL OF GALLIUM-NITRIDE AS AN ALTERNATE SEMICONDUCTOR MATERIAL IN TRANSISTORS Claibourne Countess, [email protected], Mandala 2:00, Avery Peiffer, [email protected], Mandala 2:00 Abstract – A semiconductor is a compound whose SEMICONDUCTORS, TRANSISTORS, AND conductance lies between that of an insulator and a THE NEED FOR NEW MATERIALS conductor. A semiconductor can be treated with non-intrinsic elements of varying electron count to either allow or block the Conductivity and Transistors flow of electric current. By applying these principles, transistors manipulate the flow of electricity in circuits to perform desired computations. The extent to which a compound can conduct electricity Since the transistor’s invention in 1947, silicon has been is determined by the number of valence electrons it possesses. the standard semiconductor in circuits due to its availability Valence electrons are the farthest electrons from the nucleus and ease of manufacturing. Over the last seventy years, of an atom, lying in what is known as the valence shell, and silicon-based transistors have decreased in size from the palm therefore “experience the least force of attraction to the of a hand to the molecular scale. -

Gallium Nitride Transistor on Silicon with 250Ghz Cut-Off Frequency
96 Technology focus: Nitride transistors Gallium nitride transistor on silicon with 250GHz cut-off frequency Lower costs could benefit the next generation of communication systems for 5G telecoms, vehicles and Internet of Things. esearchers based in Singapore and the USA devices operating at mm-wave bands with low cost claim the highest cut-off frequency so far for and high-efficiency”, comment the researchers from Rgallium nitride (GaN) high-electron-mobility Singapore’s Nanyang Technological University, transistors (HEMTs) produced on silicon (Si) substrates Singapore–MIT Alliance of Research and Technology, [Weichuan Xing et al, IEEE Electron Device Letters, Temasek Laboratories Singapore, and Massachusetts published online 13 November 2017]. The devices with Institute of Technology in the USA. The 1cm to 1mm indium aluminium nitride (InAlN) barrier layer and range of wavelengths covers frequencies from 30GHz gate length of 40nm achieved a cut-off of 250GHz. to 300GHz. The performance compares well with GaN HEMTs The epitaxial structure (Figure 1) was grown by produced on silicon carbide (SiC) substrates, which metal-organic chemical vapor deposition (MOCVD) on have smaller diameter and are much more expensive. (111)silicon with high-resistivity greater than 6000Ω-cm. silicon-based production methods could open up many High-resistance substrates are preferred in high- commercial opportunities. The III-nitride material sys- frequency applications to avoid energy losses from tem with its wide bandgaps enables higher breakdown induced current flows. The InAlN barrier layers was fields and high electron saturation velocity with potential lattice matched with 17% indium content. Hall meas- applications for high-frequency and high-power per- urement gave a carrier concentration of 2.04x1013/cm2 formance. -

The Preparation Methods of Gallium Nitride Powder Wen-Zhi YANG
4th Annual International Conference on Material Science and Engineering (ICMSE 2016) The Preparation Methods of Gallium Nitride Powder Wen-Zhi YANG1, a, *, Wei HUANG1, 2,b, Ya-Feng LI3,c, Wei-Ming HUANG1,d, Fu-Jun SHANG1,e, Zi-Ming CHEN1,f 1Ningbo Branch of China Academy of Ordnance Science, Ningbo, 315103, China 2College of Mechanical Engineering and Mechanics, Ningbo University, Ningbo, 315103, China 3Zhejiang Business Technology Institute, Ningbo, 315103, China aemail:[email protected], bemail:[email protected], cemail:[email protected], demail:[email protected], eemail:[email protected], f email:[email protected] *Corresponding author Keywords: Gallium nitride; Preparation methods; Nano powder Abstract. Gallium nitride (GaN) has attracted much attention for a long time as a promising material for semiconductor device application in the transistors, visible light-emitting sources and high powder diodes. Many investigations are paid to the synthesis method, the process of crystal growth, structure and optical properties of GaN powder and its film. In this article, the preparation methods of GaN powder using the different kinds of raw materials have been reviewed. Introduction Due to outstanding physical properties such as high thermal conductivity, wide and direct band gap, low compressibility, the Gallium nitride (GaN) has attracted considerable attentions in recent years for its application in optical devices [1]. Because its direct band gap energy is to be 3.4 eV, the research interesting is focus on the optical properties of GaN. Most studies of GaN have been made in synthesizing nanopowder [2], membranes [3], nanorods [4], and bulk single crystals [5]. In the present work, the synthesis methods of GaN powder through the different kinds of raw materials (Ga, Ga2O3, GaI3, and other Ga compounds) have been reviewed, and the characteristics of preparation methods have also been discussed. -

Bulk Aluminium Nitride Platform for Gallium Nitride High Voltage And
82 Technology focus: Nitride electronics Bulk aluminium nitride platform for gallium nitride high voltage and power Researchers claim first measurements on quantum well field-effect transistors achieve record high drain current of 2A/mm. he USA’s University of Notre Dame and Cornell University have claimed the first Tmeasurements on aluminium nitride/ gal- lium nitride (AlN/GaN/AlN) quantum well (QW) field-effect transistors (FETs) on bulk AlN sub- strates with re-grown ohmic contacts [Meng Qi et al, Appl. Phys. Lett., vol110, p063501, 2017]. A device with 65nm gate length achieved a record-high drain current of 2A/mm, it is claimed. The researchers see potential for future high- voltage and high-power microwave electronics. The use of AlN increases the bandgap to 6.2eV, while a large conduction band offset increases the electron confinement in GaN QWs. The GaN/AlN charge polarization contrast should also increase carrier densities and drive currents. Another attractive feature of AlN is a high ther- mal conductivity of 340W/m-K, close to that of silicon carbide substrates (370W/m-K), which are often used for state-of-the-art AlGaN/GaN devices. High thermal conductivity relieves heat dissipation in high-power operation. The AlN/GaN/AlN quantum well structures (Figure 1) were grown by radio frequency plasma molecular beam epitaxy (MBE) on semi- insulating aluminium-polar bulk AlN substrates. The wafers were 400µm thick. The structure also included a 1.5nm GaN cap to prevent oxi- dation of the 6nm AlN top barrier. The conductivity of the two-dimensional elec- tron gas (2DEG) that forms near the AlN/GaN QW interface through charge polarization effects Figure 1. -

( Gan) Based Solid State Power Amplifiers for Satellite Communication
A new generation of Gallium Nitride (GaN) based Solid State Power Amplifiers for Satellite Communication C. Damian, VP Product Line Management and Business Development, D. Gelerman President and CEO Advantech Wireless Inc, Dorval, QC, Canada Abstract The introduction of Gallium Nitride High Electron Mobility Transistors (GaN HEMT) in early 2000 has left an undeniable mark on the entire satellite communication landscape. It is now possible for the first time since the introduction of the Solid State Microwave Technology to design and manufacture Power Amplifiers that exceed by several orders of magnitude the reliability, linearity, power density and energy efficiency of all existing technologies, being GaAs, LDMOS, or TWT. A comparison study between these technologies is presented in the current paper, with emphasis on linearity and efficiency. The Technology Today for both military and commercial satellite markets, GaN-based technology, without a doubt, is a hot topic. GaN –based devices began to surface in the commercial applications about 8 years ago. They were primarily used for low-frequency L, S, and C-band applications like radar, cable TV and power management. In early stages of technology Advantech has realized the tremendous potential of these new types of devices for high frequency satellite communication. As a result, and ambitious R&D program was put in place back in 2006 to design and manufacture a complete line of C, X, and Ku-band Solid State Power Amplifiers, able to meet the most demanding and stringent requests. In partnership with key technology providers, Advantech engineers have focused on technology transition to high frequency, high efficiency, and high performance, as demanded by the growing Satcom on the Move, Mobile, man pack, broadcast and teleport markets Early challenges were identified in the non-linear characteristics of these devices, difficulties in processes and materials and in biasing new devises, as well as in their poor yield and hence very high cost, making them an exotic material.