Super Clip User Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Students, Police Clash
Push Atlantic Highlands Renewal SEE STORY BELOW Weather HOME •Mostly Many and cod today, THEMW Ugh SMt. Clear «oa coot to- night, low Is aid 4h Pair, lit. T Red Bank, Freehold 7" tie milder, tomorrow1! high la FINAL mid Mi. Sunday's outlook, le|r (^ Long Branch J ud seasonable, > MONMOUTH COUNTY'S HOME NEWSPAPER FOR 89 YEARS DIAL 741-0010 VOL 00, NO. 82 RED BANK, N. J., FRIDAY, OCTOBER 20, 1967 10c PER COPY PAGE ONE Middletown Still Hoping to Get New Library By LEE STARNES the complex is built. layout and style of the main library "leave much to be The reading room is exceptionally well stocked with the MIDDLETOWN — The trustees of the township library The township may acquire part or all of an estimated 50- desired." latest magazines and best sellers, but can accommodate three caid yesterday they had very little knowledge of what was acre tract on die north side of Kings Hwy. Mr. Makely headed The library, located on Kings Hwy. is filled to an overflow persons seated and only one person standing. happening-regarding the proposed new library building that the committee that recommended the site. Negotiations are capacity of 15,000 books. Because of the crowded conditions, locating a title in the has become a minor controversy here. being handled by Richard Seuffert, business administrator. "We have to get rid of books because we just can't find • card catalogue, waiting to get through the aisles and locating Committeeman Edward Makely told The Register "every- If the township acquires the plot, 10 acres will be for space for them here," he said. -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Common Saw Types
Common Saw Types “Basic” Handsaw This is the most recognizable and the simplest to operate of all of saws. It works on wood of all types but is best for “soft” woods. Can be used for all types of cuts. Hack Saw This type of handsaw features a fine-toothed replaceable blade on a C-frame. Commonly used for cutting metals and plastics. Japanese Saws A saw type with a thinner blade with crosscut teeth on one side and rip teeth on the other. These saws are more often found in a fine woodworking or furniture making situation. Coping Saw Popular with artists, this simple but useful cutting tool consists of a thin replaceable blade in a C-shaped frame that uses interchangeable blades for both metal and wood. It can cut tight radiuses but perhaps its most useful feature is the ability to remove the blade and thread it through a drilled hole to cut inside profiles. Jigsaw/Reciprocating Saw If you’ve ever needed to cut a custom shape out of a sheet of plywood or even plastic, this is a great saw. If a perfectly straight line is what you need, then leave this tool on the shelf. Even in the hands of a skilled operator the blade will drift easily. Circular Saw This saw is the standard for making cross and rip cuts. If you van only have one powered saw, this is the one. When it is paired with a saw guide it can make surprisingly accurate cuts. Table Saw Ripping and beveling are the things the table saw does best. -
Jointing Sharpening Now Observe How the Clock
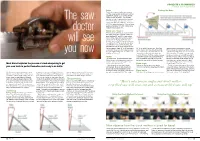
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Technical Information
Technical Information ID and OD Circular and Helical Interpolation circular interpolation: Consists of a cutter rotating about its own axis circumference without any vertical shift during the operation. This while traveling in an orbiting motion about an ID or OD workpiece orbiting movement utilizes the “X” and “Y” axis. Inserts Face Mills End Mills ID circular interpolation OD circular interpolation helical interpolation: This application requires a milling machine with calculation of feed rate for circular and helical interpolation: three-axis control capability. The operation consists of a cutter rotating On most CNC machines, the feed rate required for programming about its own axis together in an orbiting motion about an ID or OD contour (circular or helical) milling is calculated based on the Die and Mold workpiece circumference in the “X” and “Y” plane. The circular centerline of the tool. When dealing with linear tool movement, the movement about the “X” and “Y” plane, with a simultaneous linear feed rate at the cutting edge and centerline are identical, but with movement in the Z-axis plane (which is perpendicular to the “X” and circular tool movement, this is not the case. “Y” plane), creates the helical movement. For example, the path from point A to point B on the envelope of the cylinder combines a circular Slotting movement in the “X” and “Y” plane with a linear movement in the “Z” calculate feed rate at the cutting edge: First calculate the tool feed direction. On most CNC systems, this function can be executed in two rate at the cutting edge with the following formula. -

United States Patent (19) 11 Patent Number: 5,001,957 Steckler 45 Date of Patent: Mar
United States Patent (19) 11 Patent Number: 5,001,957 Steckler 45 Date of Patent: Mar. 26, 1991 (54) OFFSET BANDSAW 3,668,961 6/1972 Blue ...................................... 83/820 76) Inventor: Edward T. Steckler, 124 Hershey Mill Primary Examiner-Hien H. Phan Rd., Apt. # A-1, Mountville, Pa. Attorney, Agent, or Firm-Buchanan Ingersoll; Michael 17554 L. Dever 21) Appl. No.: 279,664 57 ABSTRACT (22 Filed: Dec. 5, 1988 An offset bandsaw uses a drive pulley and a second pulley which is angularly offset from the first drive 51 int. C. .............................................. B27B 13/10 pulley. A bandsaw blade is formed by twisting the blade 52 U.S. C. ........................................ 83/792; 83/661; 360 before welding the two ends together to form a 83/817; 83/820 continuous belt. The combination of the offset rollers 58) Field of Search ................. 83/807, 817, 820, 661, and the 360' twist permit the bandsaw blade to follow a 83/792 more natural path which improves blade life. Rollers (56) References Cited may be provided intermediate the drive pulley and top U.S. PATENT DOCUMENTS pulley to position the bandsaw blade portions in the same plane. Alternatively one may provide a third or 1,461,004 7/1923 Napier ................................... 83/66 1,916,903 7/1933 Wine ...... ... 83/820 fourth pulley to create a precision saw which can cut 2,355,124 8/1944 Testo . ... 83/661 tight radii in a workpiece and make sizeable square cuts 3,390,598 7/1968 Sands et al. ... 83/820 through stock of any length. 3,474,693 10/1969 Wilkie et al.. -
June 2007 No. 127 Chaff from the President
Committee Reports page 4 Area Meets page 5 Quimby S. Backus: Part 1 page 10 The Challenge Plane page 15 Collection Spotlight page 24 M-WTCA Auxiliary page 28 Rarest of the Rare, Brown's 30th page 32 A Publication of the Mid-West Tool Collectors Association What's It page 37 M-WTCA.ORG The Challenge Plane story begins on page 15 June 2007 No. 127 Chaff From The President It is early April, and I am looking forward are languishing. In this collecting environment knowledge to the June meeting in Milwaukee. These and a good reference library are essential. meetings don't just happen. They are the culmination of a lot of planning, the most One other point, it looks like user tools and collectable tools difficult being to find a suitable meeting are beginning to take two clearly different paths. The price facility and a Host. It is the willingness of Lie-Nielsen and Veritas tools are setting the maximum of members to take on the chores of hosting price for many vintage tools in user grade condition by Stanley Semi-annual and Area meetings, putting and other makers. Collectors used to be satisfied with Good+ on demonstrations or presentations at to near/Fine condition with 90% or better finish, now it has to meetings, serving as officers and directors, be Fine to Fine+ with 97% or better finish to sell well. and doing some of the other time intensive jobs like treasur er and Gristmill Editor that keep us running smoothly and David Stanley's spring auction was on the same day as the make M-WTCA what it is. -

Special Ty Fluids
Tel: 201-518-8461 / Fax: 201-596-3427 TAR OOL UPPLY / RAND OOL UPPLY S T S G T S 650 Huyler St / So. Hackensack, NJ 07606 USA MACHINIST JACK “LITTLE GIANT” SERIES 508: JACK SCREWS STARRETT SERIES 190, 191: • Base is made of heavy cast steel. • Adjustable screw and tilting swivel head. For leveling work on planer beds, • Range: 3-4”/75-100mm upright drills and setting up machinery. • Approximately 1”/25mm adjustment The versatility of this tool is greatly • 1000 lb. lifting capacity. increased by the number of • For use on various machine tools or attachments available. wherever leveling is necessary. Ability to lift 1,000 lbs. or more. • • 20-pitch screws for fine adjustments. Order No. 5080001 • Can be used on uneven and round surfaces. Price Catalog EDP No. Order No. Description Price HEAVY DUTY SET INCLUDES: Range 2-1/4” - 3-3/8” • Jack, extension bases & attachments. • Range: 2-1/4 - 3-3/8”mm / 75-100mm S190 50680 Set Complete with all Attachments Order No. 5080150 Range 1-1/2” - 2-1/4” Price S191 50687 Set Complete with all Attachments HEAVY DUTY “INDUSTRIAL” We also distribute See page 725 BENCH GRINDERS BALDOR grinders. SERIES 508: See our website or inquire. for grinders. SPECIALTY FLUIDS SPECIALTY • Pre-lubricated and enclosed ball Model No. BG6 BG8 BG10 bearings ensure smooth operation Wheel Size 6” x 3/4” x 1/2” 8” x 3/4” x 5/8” 10” x 1” x 1” under full load. • Complete with eye shields, spark Motor / 1/3 HP, 1PH 3/4 HP, 1PH 1-1/2 HP,1 PH shields, adjustable tool rests, fine & Electricals 110V 110V 110V coarse wheels. -

Lewiston for the Fiscal Year Ending February 28, 1905, Together with Other Annual Reports and Papers Relating to the Affairs of the City
The University of Maine DigitalCommons@UMaine Maine Town Documents Maine Government Documents 1905 Forty-Second Annual Report of the Receipts and Expenses of the City of Lewiston for the Fiscal Year Ending February 28, 1905, Together with Other Annual Reports and Papers Relating to the Affairs of the City. Lewiston (Me.) Follow this and additional works at: https://digitalcommons.library.umaine.edu/towndocs Repository Citation Lewiston (Me.), "Forty-Second Annual Report of the Receipts and Expenses of the City of Lewiston for the Fiscal Year Ending February 28, 1905, Together with Other Annual Reports and Papers Relating to the Affairs of the City." (1905). Maine Town Documents. 4676. https://digitalcommons.library.umaine.edu/towndocs/4676 This Report is brought to you for free and open access by DigitalCommons@UMaine. It has been accepted for inclusion in Maine Town Documents by an authorized administrator of DigitalCommons@UMaine. For more information, please contact [email protected]. Forty second annual report o f t h e R E C E I P T S A N D E X P E N S E Sof thecity of LEWISTON • f o r t h e / fiscal year ending F ebruary together with the annual reports and papers relating to the affairs of the city it L ew iston, M aine Press of Lewiston Journal Com pany 1905 FORTY-SECOND ANNUAL REPORT O F T H E RECEIPTS AND EXPENSES O F T H E C ity of L ew iston f o r T H E FISCAL YEAR ENDING FEBRUARY 28, 1905, TOGETHER WITH OTHER ANNUAL REPORTS AND PAPERS RELATING TO THE AFFAIRS OF THE CITY. -

How Scroll Saw Blades Are Made There Are Three Ways We Manufacture Scroll Saw Blades
lson has been a leading manufacturer of scroll saw blades for more than 80 years, offering a full Oline of superior quality blades to satisfy almost every scrolling application. Olson blades are for use with scroll/jig saw machines sold by Delta, DeWalt, Dremel, Skil, Rockwell, Pro-Tech, Powermatic, RB Industries, Hegner, Sakura, Shopsmith, Excalibur, Rexon, Ryobi, Sears Craftsman, and Makita. (virtually all domestic and imported scroll saws). They can also be used in hand held fret and jewelers saw frames. The Olson Saw Co. has introduced many innovative blades, including: PGT® (Precision Ground Tooth) Scroll Saw Blades in skip and new double tooth styles with reverse teeth are simply the finest scroll saw blades there are! Considered among experts as “the best blade available”, PGT® blades are made with an exclusive grinding process that forms teeth in hardened steel. The blades are double ground to ensure that every edge of the tooth (face, tip, and gullet) is as sharp as possible. Crown Tooth™ Blades are a recent edition to the line. They have a unique tooth design that cuts on both the up and down stroke. Because of this two-way cutting action, Crown Tooth blades allow for cutting with more control while leaving a smooth, splinter-free finish. Also, they can be turned over for cutting with a fresh set of teeth. They are also excellent for cutting many kinds of plastics. Reverse Skip Tooth Blades with special reverse teeth on the lower end of the blade for a smooth, splinter-free finish on the bottom surface. Olson is continually improving and expanding its blade selection.