Bicycle Frame Design Independent Research – Honors Thesis
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
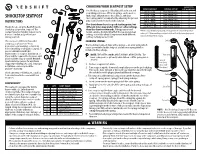
Shockstop Seatpost Is Fully Adjustable to T You and Your Riding Preference
4 CHOOSING YOUR SEATPOST SETUP SUGGESTED RIDER WEIGHT SPRING SETUP INITIAL PRELOAD 9 3 The Shockstop seatpost is fully adjustable to t you and your riding preference. Dierent springs can be used to < 110 lb / 50 kg Main Spring Only 1 make large adjustments to the stiness, and then 132lb / 60 kg Main Spring Only 2 SHOCKSTOP SEATPOST ne-tuning can be accomplished by adjusting the preload 154 lb / 70 kg Main Spring Only 3 plug located at the bottom of the seatpost. 176 lb / 80 kg Main Spring Only 4* INSTRUCTIONS 11 2 198 lb / 90 kg Main + Inner Spring 2 The chart shown here is a good starting point, but 220 lb / 100 kg Main + Inner Spring 3 Thanks for choosing the Redshift Sports dierent riders may prefer stier or softer settings 242 lb / 110 kg (max) Main + Inner Spring 4 ShockStop Suspension Seatpost! The 5 than the chart recommends. Riding position and *When using the Main Spring Only, the maximum recommended preload seatpost provides tunable suspension to terrain can also dramatically aect the required preload setting is 4. Riders needing more preload should add the Inner Spring and increase comfort and performance setting, so don’t be afraid to experiment with dierent 10 start at a lower preload setting. during your ride. settings to nd your best ride! This seatpost is dierent than other CHANGING SPRINGS End Cap seatposts, so please read these instructions and warnings completely The ShockStop Seatpost ships with 2 springs – an outer spring which before installing or using the seatpost. If comes pre-installed in the seatpost, and an inner spring which is you are unfamiliar with bike 9 included in the package. -

Collapsible Bicycle Frame Keith Stone Central Washington University, [email protected]
Central Washington University ScholarWorks@CWU Mechanical Engineering and Technology Senior Student Scholarship and Creative Works Projects Spring 4-27-2015 Collapsible Bicycle Frame Keith Stone Central Washington University, [email protected] Follow this and additional works at: http://digitalcommons.cwu.edu/cwu_met Part of the Mechanical Engineering Commons Recommended Citation Stone, Keith, "Collapsible Bicycle Frame" (2015). Mechanical Engineering and Technology Senior Projects. Book 28. http://digitalcommons.cwu.edu/cwu_met/28 This Book is brought to you for free and open access by the Student Scholarship and Creative Works at ScholarWorks@CWU. It has been accepted for inclusion in Mechanical Engineering and Technology Senior Projects by an authorized administrator of ScholarWorks@CWU. Collapsible Bicycle Frame By Keith Stone Table of Contents INTRODUCTION ............................................................................................................................................. 1 Motivation ................................................................................................................................... 1 Function Statement ..................................................................................................................... 1 Requirements .............................................................................................................................. 1 Engineering merit....................................................................................................................... -

Bicycles, Tandems and More
2008 BICYCLES, TANDEMS AND MORE SINCE 1973 5627 University Way NE Seattle, WA 98105 206-527-4822 Fax 206-527-8931 35 Years and still rollin’ strong! www.rodcycle.com 1. Who are we? “Buy a shop? Me?”, you ask. Yes, you. That’s the As you look through our 2008 catalog, you’ll notice that best advice that you can get when you are shopping we manufacture more than just bikes. You’ll notice that for a bicycle. What it means is the difference be- we write software, manufacture highly specialized bicycle tween shops is greater than the difference between parts, and made our own phenomenal adjustable fi tting bike brands. machine. All of these products were designed, engi- neered, and produced right here in our shop by people Our philosophy is that when you choose your bi- who have dedicated their lives to the bicycle business. cycle, you should choose it based on the folks who will not only build your bicycle, but also those who A lot of people are surprised when they learn that we will help you get comfortable on the bike, as well as are just 15 people, fi tting, selling, manufacturing, and provide service down the road as you need it. servicing bicycles all in one shop in Seattle’s University District. The truth is, the talented people that work Have you heard of us? here do it because of their love for bicycles and our If you’ve heard of us, it’s not because you saw us in customers who ride them. -
BICYCLE USER MANUAL 1 CER-GUM-V16 2020-07-13 CERVÉLO BICYCLE USER MANUAL for Multi-Speed Racing Bicycles
BICYCLE USER MANUAL 1 CER-GUM-V16 2020-07-13 CERVÉLO BICYCLE USER MANUAL For Multi-Speed Racing Bicycles 16th Edition, 2020 This manual meets EN Standards 14764, 14766 and 14781. All Cervélo bicycles are tested to ISO 4210 and CPSC 16 CFR Part 1512 Bicycle Regulations. IMPORTANT: This manual contains important safety, performance and service information. Read it before you take the first ride on your new bicycle, and keep it for reference. Your Cervélo bicycle will be delivered to you fully assembled by your authorized Cervélo retailer according to the requirements set out in this manual. Additional safety, performance and service information for specific components such as pedals, or for accessories such as helmets or lights that you purchase, may also be available. Make sure that your retailer has given you all the manufacturers’ literature that was included with your bicycle or accessories. In case of a conflict between the instructions in this manual and information provided by a component manufacturer, always follow the component manufacturer’s instructions. If you have any questions or do not understand something, take responsibility for your safety and consult with your retailer as a first point of contact, or with Cervélo directly. NOTE: This manual is not intended as a comprehensive use, service, repair or maintenance manual. Please see your retailer for all service, repairs or maintenance. Your retailer may also be able to refer you to classes, clinics or books on bicycle use, service, repair or maintenance. 2 TABLE OF CONTENTS General Warning ..................... 4 4. Technology ......................19 A Special Note for Parents .............. -
The Custom Bicycle
THE CUSTOM BICYCLE Michae J. Kolin and Denise M.de la Rosa BUYING. SETTING UP, AND RIDING THE QUALITY BICYCLE Copyright© 1979 by Michael J. Kolin and Denise M. de la Rosa All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopy, recording, or any information storage and retrieval system, without the written permission of the publisher. Book Design by T. A. Lepley Printed in the United States of America on recycled paper, containing a high percentage of de-inked fiber. 468 10 9753 hardcover 8 10 9 7 paperback Library of Congress Cataloging in Publication Data Kolin, Michael J The custom bicycle. Bibliography: p. Includes index. 1. Bicycles and tricycles—Design and construction. 2. Cycling. I. De la Rosa, Denise M., joint author. II. Title. TL410.K64 629.22'72 79-1451 ISBN 0-87857-254-6 hardcover ISBN 0-87857-255-4 paperback THE CUSTOM BICYCLE BUYING, SETTING UP, AND RIDING i THE QUALITY BICYCLE by Michael J. Kolin and Denise M. de la Rosa Rodale Press Emmaus, Pa. ARD K 14 Contents Acknowledgments Introduction Part I Understanding the Bicycle Frame CHAPTER 1: The Bicycle Frame 1 CHAPTER 2: Bicycle Tubing 22 CHAPTER 3: Tools for Frame Building 3 5 Part II British Frame Builders CHAPTER 4: Condor Cycles 47 CHAPTER 5: JRJ Cycles, Limited 53 CHAPTER 6: Mercian Cycles, Limited BO CHAPTER 7: Harry Quinn Cycles, Limited 67 CHAPTER 8: Jack Taylor Cycles 75 CHAPTER 9: TI Raleigh, Limited 84 CHAPTER 10: Woodrup Cycles 95 Part III French Frame Builders CHAPTER 11: CNC Cycles 103 CHAPTER 12: Cycles Gitane 106 CHAPTER 13: Cycles Peugeot 109 THE CUSTOM BICYCLE Part IV Italian Frame Builders CHAPTER 14: Cinelli Cino & C. -
Elementary Aspects of Road Bicycle Design, Engineering
VIEW C 3 6 25 9,62 549,4 VIEW B-B SECTION - 376,4 B 16,08 5,50 8 149,7 72,82° 17,20 C B 562,4 522,9 A E E 10 5 27 150 SECTION A-A R8,20 74 46,3 R 10 9,46 32,50° 77,31° 411 574,1 A 141 147 153 brand 50teeth 53teeth Shimano 141mm 147mm 8,70 SRAM 141mm 147mm 25 Campagnolo 142mm 148mm R1,5 12 3,5° R7,6 6 5 R R 8,4 8,15 2 SECTION E-E SCALE 1 : 1 Elementary aspects of road bicycle design, engineering and fabrication © Motion Devices SA, 2015 © Motion Devices SA Page 1 Over the course of the last one hundred years, the design of the Contents diamond frame road racing bicycle has evolved surprisingly little. A quick look at frame building 2 Nonetheless, many riders complain about not feeling comfortable What has custom meant? 3 on their bicycles but do not always understand why that is the case. When is a monocoque a monocoque? 4 Few complain that their bicycles do not handle as they would wish, A quick background on carbon fiber 5 silently accepting that a new bicycle does not feel as intuitive as the Why a custom lay-up? 6 bicycles of their youth. They usually ascribe the difference to their It turns out that geometry is not as easy as it looks 7 rose colored backward looking glasses. The rule of thirds 8 Stack and reach explained 8 In fact, while correct bicycle design and engineering requires a The importance of being consistent 8 thorough understanding in order to produce a very high performing Top tube length 9 bicycle, it is not impossible to achieve. -
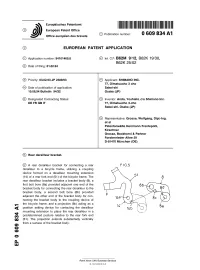
Rear Derailleur Bracket
Europaisches Patentamt J European Patent Office © Publication number: 0 609 834 A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 94101469.8 int. CIA B62M 9/12, B62K 19/30, B62K 25/02 @ Date of filing: 01.02.94 © Priority: 03.02.93 JP 2389/93 © Applicant: SHIMANO INC. 77, Oimatsucho 3 cho @ Date of publication of application: Sakai-shi 10.08.94 Bulletin 94/32 Osaka (JP) © Designated Contracting States: @ Inventor: Ando, Yoshiaki, c/o Shimano Inc. DE FR GB IT 77, Oimatsucho 3-cho Sakai-shi, Osaka (JP) © Representative: Grosse, Wolfgang, Dipl.-lng. et al Patentanwalte Herrmann-Trentepohl, Kirschner Grosse, Bockhorni & Partner Forstenrieder Allee 59 D-81476 Munchen (DE) (§v Rear derailleur bracket. © A rear derailleur bracket for connecting a rear FIG.5 derailleur to a bicycle frame, utilizing a coupling device formed on a derailleur mounting extension (14) of a rear fork end (51) of the bicycle frame. The rear derailleur bracket includes a bracket body (8), a first bolt bore (8a) provided adjacent one end of the bracket body for connecting the rear derailleur to the bracket body, a second bolt bore (8b) provided adjacent the other end of the bracket body for con- necting the bracket body to the coupling device of the bicycle frame, and a projection (8c) acting as a position setting device for contacting the derailleur mounting extension to place the rear derailleur in a 00 predetermined posture relative to the rear fork end 00 (51). The projection extends substantially vertically from a surface of the bracket body. o> o CO Rank Xerox (UK) Business Services (3. -
Structural Test Procedures for Bicycles
NBSIR 75-913 Structural Test Procedures for Bicycles Donald E. Marlowe Engineering Mechanics Section Mechanics Division Institute for Basic Standards National Bureau of Standards Washington, D. C. 20234 October 1975 Final Prepared for Office of Consumer Product Safety Center for Consumer Product Technology Institute for Applied Technology National Bureau of Standards Washington, D. C. 20234 NBSIR 75-913 STRUCTURAL TEST PROCEDURES FOR BICYCLES Donald E. Marlowe Engineering Mechanics Section Mechanics Division Institute for Basic Standards National Bureau of Standards Washington, D. C. 20234 October 1975 Final Prepared for Office of Consumer Product Safety Center for Consumer Product Technology Institute for Applied Technology National Bureau of Standards Washington, D. C. 20234 U.S. DEPARTMENT OF COMMERCE, Rogers C.B. Morton, Secretary James A. Baker, III. Urtder Secretary Dr. Betsy Ancker-Johnson. Assistant Secretary for Science and Technology NATIONAL BUREAU OF STANDARDS. Ernest Ambler, Acting Director TABLE OF CONTENTS page 1. SCOPE 1 1.1 Test Purpose 1 2. TEST EQUIPMENT 2 2.1 Load-Deflection Recorder 2 2.2 Loading Frame 2 3. TEST PROCEDURE 3 3.1 Test Flow 3 3.2 Drive Chain Test (1512.8) 3 3.2.1 Test Equipment 3 3.2.2 Procedure 3 3.3 Handlebar Stem to Fork Clamp (1512.18 (h)(1)) 3 3.3.1 Test Equipment 3 3.3.2 Test Procedure .3 3.4 Handlebar Strength (1512.18 (h)(2)) 4 3.4.1 Test Equipment 4 3.4.2 Test Procedure 4 3.5 Handlebar Stem Test (1512.18 (g)) 4 3.5.1 Test Equipment 4 3.5.2 Test Procedure 4 3.6 Seat Clamp Tests (1512.18 (1)) 5 3.6.1 Test Equipment 5 3.6.2 Test Procedure 5 3.7 Rear Hub Retention Test (1512.12 (a)(1) 5 3.7.1 Test Equipment 5 3.7.2 Test Procedure 5 3.8 Rim Test (1512.18 (j)) 5 3.8.1 Test Equipment 5 3.8.2 Test Procedure 5 3.9 Frame Test (1512.18 (k)(2)) 6 3.9.1 Test Equipment 6 3.9.2 Test Procedure 6 3.10 Fork Test (1512.18 (k)(l)) 6 3.10.1 Test Equipment 6 3.11.2 Test Procedure 7 4. -

R8050 Series ULTEGRA SW-R9150 SM-EWC2 SW-R9160 SM-JC40 SW-R610 SM-JC41
(English) DM-R8050-02 Dealer's Manual ROAD MTB Trekking City Touring/ URBAN SPORT E-BIKE Comfort Bike R8050 series ULTEGRA SW-R9150 SM-EWC2 SW-R9160 SM-JC40 SW-R610 SM-JC41 ST-R8050 SM-BTR1 ST-R8060 BT-DN110 ST-R8070 BM-DN100 FD-R8050 SM-BA01 RD-R8050 SM-BCR1 SM-BCR2 BR-R8070 SM-BCC1 SM-EW90-A SM-RT800 SM-EW90-B EW-RS910 EW-WU111 EW-SD50 EW-SD50-I EW-JC130 CONTENTS IMPORTANT NOTICE ..............................................................................................5 TO ENSURE SAFETY ...............................................................................................6 LIST OF TOOLS TO BE USED ................................................................................20 INSTALLATION .....................................................................................................22 Electric wire wiring diagram (overall conceptual diagram) ....................................................................22 Electric wire wiring diagram (junction A side) .........................................................................................25 Using the Shimano original tool TL-EW02 ................................................................................................33 Installation of the dual control lever and brake cable ............................................................................34 Installation of the front derailleur ............................................................................................................39 Installation of the rear derailleur ..............................................................................................................44 -
Material Comparison for a Bicycle Crank Set-Final
Weight Reduction Case Study of a Premium Road Bicycle Crank Arm Set by Implementing Beralcast® 310 By: Sean Sullivan Chris Huskamp, IBC Advanced Alloys Date: March 4, 2013 Overview The crank set is the device responsible for converting the bicycle rider’s human power to rotational mechanical power. The crank set travels in a clockwise motion, propelling the bicycle forward. Figure 1 shows the first 180º of a complete crank rotation along with the corresponding torque curve. 180º was chosen because this represents the “power stroke”, the remaining portion of the crank rotation is the “dead stroke.” The dead stroke refers to the fact that no torque is generated by the crank, assuming pedal straps are not used. The two cranks which make up the complete crank set are 180º out of phase which allows for a continuous transfer of torque. As Figure 1 illustrates, the torque increases to a maximum at 90º and begins decreasing until once again reaching zero at 180º. The torque curve assumes that the rider applies a constant pedal force. In reality, the applied force drops off as the rider’s leg extends and the torque curve does not possess perfect symmetry about the 90º point. Therefore, the first 90º are of specific interest when examining the loading conditions. There are three main loading conditions which the crank undergoes: axial torque (torque transmitted to the bicycle’s wheel), side torque (bending the crank arm out, in, or twisting), and combined torque (combination of side and axial torque). The maximums for these conditions are: 0º for side torque, 45º for combined torque, and 90º for axial torque. -

Bicycle Owner's Manual
PRE-RIDE CHECKLIST Bicycle Are you wearing a helmet and other Are your wheels’ quick-releases properly appropriate equipment and clothing, such fastened? Be sure to read the section on proper as protective glasses and gloves? Do not wear operation of quick-release skewers (See PART I, loose clothing that could become entangled in Section 4.A Wheels). Owner‘s Manual the bicycle (See PART I, Section 2.A The Basics). Are your front and rear brakes functioning Are your seatpost and stem securely fastened? properly? With V-brakes, the quick release Twist the handlebars firmly from side to side “noodle” must be properly installed. With while holding the front wheel between your cantilever brakes, the quick release straddle knees. The stem must not move in the steering cable must be properly attached. With caliper tube. Similarly, the seatpost must be secure in brakes the quick release lever must be closed. the seat tube (See PART I, Section 3. Fit). With any rim brake, the brake pads must make firm contact with the rim without the brake Are you visible to motorists? If you are riding at levers hitting the handlebar grip (See PART I, dusk, dawn or at night, you must make yourself Section 4.C Brakes). visible to motorists. Use front and rear lights With hydraulic disc brakes, check that the and a strobe or blinker. Reflectors alone do BICYCLE not provide adequate visibility. Wear reflective lever feels firm, does not move too close to the clothing (See PART I, Section 2.E Night Riding handlebar grip, and there is no evidence of and PART II, A. -

2020 & 2021 Fuel EX Service Manual
2020 & 2021 FUEL EX SERVICE MANUAL SUPPLEMENT 2020 & 2021 Fuel EX Table of Contents 1. Knock Block headset 1 2. Bottom bracket 1 3. Down tube storage (carbon frames only) 2 4. Rear derailleur hanger 2 5. Frame guards 3 6. Cable routing 4 7. Suspension hardware replacement parts 6 8. Dropout hardware 8 9. Specifications 8 NOTE This manual has the unique design features and components for the 2020 & 2021 Fuel EX bicycle. 1 Knock Block headset 2 Bottom bracket Description Part number The 2020 and 2021 Fuel EX models use the BB92 press-fit standard bottom bracket. Knock Block 58-degree complete 5252156 headset Use your bottom bracket manufacturer’s manual for Knock Block 58-degree upper 5252157 removal and installation instructions. assembly UPPER BEARING CHIP BOLT COVER KNOCK BLOCK COMPRESSION RING CHIP UPPER BEARING HEAD TUBE ILLUSTRATION: SRAM LOWER BEARING CROWN RACE 1. Apply grease to the upper and lower head tube bearing-bores. 2. Apply grease to the inside bearing seats for the compression ring and the crown race. 3. Install the crown race, then the lower bearing on the steerer tube. 4. Insert the steerer tube into the bottom of the head tube. 5. Install the upper bearing and the compression ring onto the steerer tube. 6. Insert the Knock Block chip into the frame. Do not tighten. 7. Install the upper bearing cover. 8. Install spacers as necessary. 9. Insert the Knock Block chip bolt and tighten to 2 Nm. 1 3 Down tube storage (carbon frames only) 4 Rear derailleur hanger Item Item number Description Part number number Description Part number Storage door, window Derailleur hanger, bolt 1 W583862 1 W583423 frame and hardware and 30 mm washer For derailleur with Active Braking Pivot hardware kit, see page 7.