Construction of an Enclosed Trough EOR System in South Oman
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Glasspoint Comments LCFS Comment Letter 2-17-15 V1
Clerk of the Board February 17, 2015 California Air Resources Board 1001 I Street Sacramento, CA 95814 Via electronic submittal to: http://www.arb.ca.gov/lispub/comm/bclist.php Re: Notice of Public Hearing to Consider a Low Carbon Fuel Standard (LCFS) GlassPoint Solar Inc. (GlassPoint) appreciates and supports ARB’s efforts to readopt the Low Carbon Fuel Standard (LCFS) to create a workable regulatory framework. We are pleased to provide these comments on the December 30, 2014 LCFS regulatory adoption package. The proposed regulation is the result of a cooperative rulemaking process that GlassPoint believes has made the regulation better, and specifically the Innovative Crude Provisions. We look forward to the conclusion of the rulemaking in an expeditious manner as possible. GlassPoint is ready to build new low-carbon projects once regulatory standards are set. GlassPoint is a California company that manufactures solar steam generators for thermal enhanced oil recovery (EOR). Our renewable energy technology has proven reliable, safe and economical in field operations in California and the Middle East. We were pleased to be selected by the U.S. State Department as one of nine finalists for the Secretary of State’s prestigious 2014 Award for Corporate Excellence (ACE) for our technology and corporate behavior. Thermal EOR, or steam injection, extends the value and the life of California’s oilfields. Today, thermal EOR accounts for more than 40% of California’s oil production and consumes more than 200 MM MMBTU per year of fuel for steam generation. Solar energy can replace a substantial fraction of that existing fuel use, reducing emissions resulting from upstream production. -

Performance of an Enclosed Trough EOR System in South Oman
Available online at www.sciencedirect.com ScienceDirect Energy Procedia 49 ( 2014 ) 1269 – 1278 SolarPACES 2013 Performance of an enclosed trough EOR system in South Oman B. Biermana*, C. Treynora, J. O’Donnella, M. Lawrencea, M. Chandraa, A. Farvera, P. von Behrensa, W. Lindsayb aGlassPoint Solar, 46485 Landing Parkway, Fremont, CA 94538, USA bPetroleum Development Oman, P.O. Box 81, Muscat, Sultanate of Oman Abstract Concentrating solar energy systems can serve many applications beyond electric power generation. GlassPoint Solar has introduced an Enclosed Trough Once-Through Steam Generator system that is adaptable to challenging environments and meets all requirements for Solar Thermal Enhanced Oil Recovery (EOR). In this system, troughs are enclosed in a modified agricultural glasshouse. This innovation, when combined with an air filtration system and automatic roof washers, dramatically reduces energy losses due to soiling and wind. In addition, the Once-Through design allows the use of feed-water with total dissolved solids as high as 30,000 ppm to produce 80% quality steam at 100 bar, matching typical EOR specifications. Performance during the first four months of production operation is reviewed. A dust storm during the period confirms the efficacy of the glasshouse and roofwasher in minimizing operational impacts of weather phenomena common in the MENA region. Output is determined to be consistent with the company’s energy yield model. Plant reliability is monitored and 99.8% uptime is measured in the fourth month of operation. © 2013 B. Bierman. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license ©(http://creativecommons.org/licenses/by-nc-nd/3.0/ 2013 The Authors. -
GPS15 09 Miraah Fact Sheet A4 Rev A.Indd
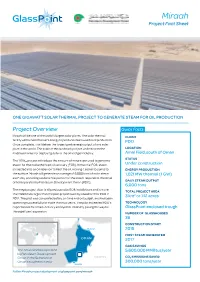
Miraah Project Fact Sheet ONE GIGAWATT SOLAR THERMAL PROJECT TO GENERATE STEAM FOR OIL PRODUCTION Project Overview Quick Facts Miraah will be one of the world’s largest solar plants. The solar thermal CLIENT facility will harness the sun’s energy to produce steam used in oil production. PDO Once complete, it will deliver the largest peak energy output of any solar plant in the world. The scale of this landmark project underscores the LOCATION massive market for deploying solar in the oil and gas industry. Amal Field,south of Oman STATUS The 1 GWth project will reduce the amount of natural gas used to generate steam for thermal enhanced oil recovery (EOR). In thermal EOR, steam Under construction is injected into an oil reservoir to heat the oil, making it easier to pump to ENERGY PRODUCTION the surface. Miraah will generate an average of 6,000 tons of solar steam 1,021 MW thermal (1 GW) each day, providing a substantial portion of the steam required at the Amal DAILY STEAM OUTPUT oilfield operated by Petroleum Development Oman (PDO). 6,000 tons The mega project dwarfs all previous solar EOR installations and is more TOTAL PROJECT AREA than 100 times larger than the pilot project built by GlassPoint for PDO in 3 km2 or 741 acres 2012. The pilot was completed safely, on time and on budget, and has been operating successfully for more than two years. The pilot exceeded PDO’s TECHNOLOGY expectations for steam delivery and system reliability, paving the way for GlassPoint enclosed trough this significant expansion. -

Solar Concentrating Steam Generation in Alberta, Canada
Solar Concentrating Steam Generation in Alberta, Canada An investigation of the viability of producing industrial steam from concentrating solar technology Fredrik Ambrosson & Markus Selin Master of Science Thesis KTH School of Industrial Engineering and Management Energy Technology EGI-2016-052 EKV1151 Division of Heat & Power SE-100 44 STOCKHOLM Master of Science Thesis EGI-2016-052 EKV1151 Solar Concentrating Steam Generation in Alberta, Canada Fredrik Ambrosson Markus Selin Approved Examiner Supervisor 2016-06-23 Miroslav Petrov - KTH/ITM/EGI Miroslav Petrov Commissioner Contact person South Alberta Institute of Tech. David Babich Abstract In the context of climate change the world is facing an increasing need to become more environmentally sustainable, and a concerted effort to use renewable energy is required in order to decrease emissions, meet climate goals and prepare for the post-oil era. Solar energy is an area with great potential, and developments in solar energy technologies have increased rapidly. Concentrating solar technologies have existed for more than one hundred years, and have largely been applied in the context of direct power generation. However, solar energy technologies can also be used for purposes other than power generation, such as generating steam for alternative applications. This work investigates the steam generating potential of a solar steam generation system located at the Southern Alberta Institute of Technology (SAIT) campus in Calgary, Alberta, Canada and the potential for utility scale implementation in Alberta’s Oil Sands for steam demanding enhanced oil recovery (EOR) methods. Furthermore, this thesis also validates weather data for the SAIT campus. Both of the proposed systems use parabolic troughs as solar collectors. -

General Introduction 11 March, 2019 Mission Statement
General Introduction 11 March, 2019 Mission Statement To be the lowest cost renewable energy provider to the world’s sunbelt Page 2 | © 2019 GlassPoint Solar, Inc. | CONFIDENTIAL Overview GlassPoint delivers the lowest-cost steam to power industrial processes • We’re targeting the largest energy segment worldwide • Low-cost, zero-carbon energy to reduce fossil fuel consumption Breakthrough cost reductions achieved with indoor solar thermal design • Differentiated technology optimized for challenging industrial sites • Proven in remote desert oilfields in USA and Oman • Robust R&D program actively developing and fielding next gen solutions - SolaRISE Partnering with local oil and gas industry to build renewables hub in Oman • Expanded to Oman in 2011 with PDO pilot and now Miraah • First 100 MWt of Miraah online and meeting all production targets • Construction ongoing to meet PDO’s future demand for steam Page 3 | © 2019 GlassPoint Solar, Inc. | CONFIDENTIAL Enclosed Trough Technology Greenhouse enclosure protects mirrors and reduces capital cost Automated washing with water recapture reduces operating costs Indoor, Zero-Wind Solar Collectors Testing Program, Design Improvements, Steam Opportunity Cost Sunlight is focused onto a pipe and delivers heat Mirrors automatically follow the sun Fluid Wind = Capex Traditional trough 30 kg/m2 Enclosed trough 2.3 kg/m2 Wind shielding = less materials = lowest capex Page 6 | © 2019 GlassPoint Solar, Inc. | CONFIDENTIAL Dust = Opex • Fully automatic – saves on manpower costs • Cleaning water is recycled – saves utility costs • Quick process – nightly cleaning Automated dust removal = lowest opex Page 7 | © 2019 GlassPoint Solar, Inc. | CONFIDENTIAL The “Sunbelt” is GlassPoint’s Market Page 8 | © 2019 GlassPoint Solar, Inc. -

Low-Carbon Energy Transitions in Qatar and the Gulf Cooperation Council Region
LOW-CARBON ENERGY TRANSITIONS IN QATAR AND THE GULF COOPERATION COUNCIL REGION Joshua Meltzer Nathan Hultman Claire Langley FEBRUARY 2014 About the Global Economy and Development program at the Brookings Institution: The Global Economy and Development program aims to shape the U.S. and international policy debate on how to manage globalization and fight global poverty. The program is home to leading scholars from around the world, who use their expertise in international macroeconomics, political economy, international relations and development and environmental economics to tackle some of today’s most pressing development challenges. For more information about the program, please visit: www.brookings.edu/global Joshua Meltzer is a fellow in the Global Economy and Development program at the Brookings Institution and adjunct professor at Johns Hopkins University’s School of Advanced International Studies. Nathan Hultman is director of the Environmental Policy Program at the University of Maryland’s School of Public Policy and a nonresident senior fellow in the Global Economy and Development program at the Brookings Institution. Claire Langley is a research associate in the Global Economy and Development program at the Brookings Institution. Acknowledgements: Brookings gratefully acknowledges the Qatar Foundation for support of this publication and related work around the Doha Carbon & Energy Forum, which took place in November 2013. Brookings recognizes that the value it provides is in its absolute commitment to quality, independence and im- pact. Activities supported by its donors reflect this commitment and the analysis and recommendations are not determined or influenced by any donation. CONTENTS EXECUTIVE SUMMARY . 1 CHAPTER 1: CLIMATE CHANGE . -

Background Reference: Oman
Background Reference: Oman Last Updated: January 7, 2019 Overview Oman is the largest oil and natural gas producer in the Middle East that is not a member of the Organization of the Petroleum Exporting Countries (OPEC). Located on the Arabian Peninsula, Oman’s proximity to the Arabian Sea, Gulf of Oman, and Persian Gulf grant it access to some of the most important energy corridors in the world, enhancing Oman’s position in the global energy supply chain (Figure 1). Oman plans to capitalize on this strategic location by constructing a modern oil refining and storage complex near Ad Duqm, Oman, which lies outside the Strait of Hormuz (an important oil transit chokepoint). Like many countries in the Middle East, Oman is highly dependent on its hydrocarbons sector. The ninth version of the Oman 5-Year Plan (2016-2020), released in 2016, was created in the context of sustained low oil prices, and aims to enhance the country’s economic diversification by adopting a set of sectoral objectives, policies, and mechanisms that will increase non-oil revenue. Oman’s diversification program is largely aimed at expanding industries such as fertilizer, petrochemicals, aluminum, power generation, and water desalination. Concerted efforts to develop these sectors would also accelerate non-oil job growth in coming years.1 The 5-Year Plan draws upon another national program, Vision 2020, which will use hydrocarbon revenues to achieve economic diversification.2 However, with rising oil and natural gas production levels and a growing petrochemical sector—which relies on liquefied petroleum gases (LPG) and natural gas liquids (NGL)—the country is unlikely to significantly alter its dependence on hydrocarbons as a major revenue stream in the short term. -

Solar Thermal Field Experience at a South Oman Oilfield John O’Donnell1 and Ben Bierman1 1 Glasspoint Solar, Inc., Fremont, CA (USA)
ISES Solar World Congress 2019 IEA SHC International Conference on Solar Heating and Cooling for Buildings and Industry 2019 Solar Thermal Field Experience at a South Oman Oilfield John O’Donnell1 and Ben Bierman1 1 GlassPoint Solar, Inc., Fremont, CA (USA) Abstract Miraah, a 1000MWt solar thermal energy facility at the Amal oilfield in southern Oman, was announced in 2015. The project is located 800km from Muscat, with seasonal daily peak windspeeds above 12 m s-1 (43 km h-1) and temperatures above 40°C for much of the year. GlassPoint’s enclosed trough solar steam generators deliver steam at lower cost than fuel-fired steam due to reductions in capital cost, land use, and operations costs. Fully automatic system operation eliminates the need for specialist operators, and fully automatic washing with water recovery eliminates one of the largest costs in operating solar facilities in dusty desert environments. The first 110MWt phase of the Miraah project has been operating since late 2017. Solar steam is replacing a portion of the gas-fired steam required at the field. Conditions experienced during the operations period have included high average windspeeds, multiple sandstorms, and a direct hit by the most powerful cyclone ever recorded in the region. The system has consistently exceeded contract specifications for energy production and availability. This operating experience has validated the technology at large scale. Keywords: solar thermal, concentrated solar power, CSP, industrial heat, enclosed trough, steam generation, parabolic trough, enhanced oil recovery, process heat, automatic washing, line focus, Oman 1. Introduction According to the IEA, energy used by industry is the largest sector of world energy use, and 74% of that energy is in the form of heat, not electricity (IEA 2018). -

Performance of an Enclosed Trough EOR System in South Oman
Available online at www.sciencedirect.com Energy Procedia 00 (2013) 000–000 www.elsevier.com/locate/procedia SolarPACES 2013 Performance of an Enclosed Trough EOR system in South Oman B. Biermana*, C. Treynora, J. O’Donnella, M. Lawrencea, M. Chandraa, A. Farvera, P. von Behrensa, W. Lindsayb aGlassPoint Solar, 46485 Landing Parkway, Fremont, CA 94538, USA bPetroleum Development Oman, P.O. Box 81, Muscat, Sultanate of Oman Abstract Concentrating solar energy systems can serve many applications beyond electric power generation. GlassPoint Solar has introduced an Enclosed Trough Once-Through Steam Generator system that is adaptable to challenging environments and meets all requirements for Solar Thermal Enhanced Oil Recovery (EOR). In this system, troughs are enclosed in a modified agricultural glasshouse. This innovation, when combined with an air filtration system and automatic roof washers, dramatically reduces energy losses due to soiling and wind. In addition, the Once-Through design allows the use of feed-water with total dissolved solids as high as 30,000 ppm to produce 80% quality steam at 100 bar, matching typical EOR specifications. Performance during the first four months of production operation is reviewed. A dust storm during the period confirms the efficacy of the glasshouse and roofwasher in minimizing operational impacts of weather phenomena common in the MENA region. Output is determined to be consistent with the company’s energy yield model. Plant reliability is monitored and 99.8% uptime is measured in the fourth month of operation. © 2013 GlassPoint Solar Inc. Published by Elsevier Ltd. Selection and peer review by the scientific conference committee of SolarPACES 2013 under responsibility of PSE AG. -

Glasspoint Deploying Enclosed Trough for Thermal EOR at Commercial Scale
GlassPoint Presents New Cost Saving Results from its Gigawatt Solar Project in Oman Technical paper co-authored with Petroleum Development Oman presented at SolarPACES 2017 details 55% cost reductions compared to pilot Fremont, Calif. –October 3, 2017– GlassPoint Solar, the leading supplier of solar energy to the oil and gas industry, recently published new cost saving achievements in a technical paper presented at SolarPACES 2017. The paper, co-authored with GlassPoint’s partner and customer Petroleum Development Oman (PDO), details how the companies have to date reduced costs by more 55 percent as the technology scales up from a seven-megawatt (MW) pilot to Miraah, a one-gigawatt solar thermal project under construction on an oilfield in Oman. These savings resulted from the use of improved designs, enhanced tooling and increased workforce productivity in deploying its enclosed trough technology. “GlassPoint’s pilot project for PDO, which produces steam for oil production, has been operating successfully for more than four years. During this time, we worked closely with our partners at PDO to enhance the technology for oilfield deployment and improve overall cost efficiency as we scale by a factor of 100,” said Ben Bierman, GlassPoint COO and Acting CEO. “The results presented at SolarPACES reflect our ongoing commitment to innovation and cost reduction to deliver the most energy per dollar spent.” GlassPoint’s enclosed trough technology was designed to produce steam used in thermal enhanced oil recovery (EOR), a process typically fueled by burning natural gas. This unique solar thermal design takes parabolic trough collectors, or large curved mirrors, and puts them inside an agricultural greenhouse. -

Concentrating Solar Thermal Technology Status
CONCENTRATING SOLAR THERMAL TECHNOLOGY STATUS INFORMING A CSP ROADMAP FOR AUSTRALIA AUGUST 2018 Concentrating Solar Thermal Power Technology Status About ITP The ITP Energised Group, formed in 1981, is a specialist renewable energy, energy efficiency and carbon markets consulting company. The group has offices and projects throughout the world. IT Power (Australia) was established in 2003 and has undertaken a wide range of projects, including designing grid-connected renewable power systems, providing advice for government policy, feasibility studies for large, off-grid power systems, developing micro-finance models for community-owned power systems in developing countries and modelling large-scale power systems for industrial use. ITP Thermal Pty Ltd was established in early 2016 as a new company within the ITP Energised group, with a mandate to lead solar thermal projects globally. In doing so it accesses staff and resources in the other ITP Energised group companies as appropriate. About this report This report is ITP’s input on CSP industry background to a Roadmap study lead by Jeanes Holland and associates working with ITP. Energeia and Flinders University AITA. This report serves as a technical appendix to the roadmap and it can also be read as a stand alone document. ii ITP/T0036 – Informing a CSP Roadmap for Australia August 2018 Concentrating Solar Thermal Power Technology Status Report Control Record Document prepared by: IT P Thermal Pty Limited 19 Moore Street, Turner, ACT, 2612, Australia PO Box 6127, O’Connor, ACT, 2602, Australia Tel. +61 2 6257 3511 Fax. +61 2 6257 3611 E-mail: [email protected] http://www.itpau.com.au Document Control Report title Concentrating Solar Thermal Power Technology Status Client Contract No. -
APPROACHES for INTEGRATING RENEWABLE ENERGY TECHNOLOGIES in OIL and GAS OPERATIONS Read the Technical Report on Page 38
May/June 2021 landman.org APPROACHES FOR INTEGRATING RENEWABLE ENERGY TECHNOLOGIES IN OIL AND GAS OPERATIONS Read the technical report on page 38. Approaches for Integrating Renewable Energy Technologies in Oil and Gas Operations This technical report was first published in January 2019 (NREL/TP-6A50-72842) by the Joint Institute for Strategic Energy Analysis, which is operated by the Alliance for Sustainable Energy LLC, on behalf of the U.S. Department of Energy’s National Renewable Energy Laboratory, the University of Colorado-Boulder, the Colorado School of Mines, the Colorado State University, the Massachusetts Institute of Technology and Stanford University. Reprinted with permission. LANDMAN.ORG Petroleum — including both oil and gas — heats our homes, drives our transportation system, generates our electricity and makes modern life possible. Continued demand from developed countries along with growth from developing economies implies demand for oil and gas will likely continue to increase.1 Under current policies, global oil demand in 2040 is expected to be roughly 26 million barrels per day greater than in 2016.2 3 As demand is increasing, conventional oil and gas reserves are decreasing, leading to a shift in production to unconventional sources and a growing use of enhanced oil recovery techniques. by/ JILL ENGEL-COX Production from unconventional reserves and the use of EOR raises the energy intensity of an already energy intensive industry. Nearly 10% of oil is used in the production, transportation and refining process.4 This number is even higher for many unconventional sources — it takes a quarter of a barrel of oil to produce a barrel of heavy oil.5 Energy used to produce, transport and refine oil represents major operation costs.