Ed 090 391 Title Institution Report No Pub Date Edrs
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heart Needlecase Download Embroidery Pattern
N i c h o c y l s n o a n N D n o r w e t n t l o a P a d y E e r m b r o i d HEART NEEDLECASE DOWNLOAD EMBROIDERY PATTERN Note: This pattern is for personal use only. Page 1 Materials and general instructions You will need: Needles : I would suggest buying a pack of various embroidery needles such as John James (UK) Try out which is right for you. Sharp embroidery scissors. Felt. I use heathered wool felt as I love the texture and colours. ( details of colours used in this sample below ) Stranded Embroidery thread ( details of colours used in this sample below ) I use three strand in most of my patterns, but experiment with what you feel is right. Craft Foam. 2mm white Gingham ribbon ( if making a hanging decoration ) 1 small press stud Transfering the Design to felt Various Options: Wax Dressmakers Carbon Paper ... This comes in various colours so is usful if you want to transfer your design to darker coloured fabrics, use the white carbon sheet. Place the carbon between the fabric and the printed paper design and trace using a hard pencil or empty ballpoint pen. .Transfer pens ... These work really well and the only downside is the time and care taken in tracing the outline accurately. First trace the design on the reverse of the printed sheet using the heat transfer pen. Lay it tracing side down onto your chosen fabric. Iron the design onto the fabric. I would suggest doing an experiment using some scrap first to determine the length of time to hold the iron on the design before it releases onto the fabric. -

Cross Stitch a Needlebook
Cross Stitch a Needlebook By Baroness Lynnette de Sandoval del Valle de los Unicornios Tired of not having the correct size needle handy? Can't fit your beading, tapestry, or leatherwork needles in your needle case? Fear not! This cross stitch decorated needlebook carries a large number of any size needles, neatly and compactly! Needles were a valued commodity during the Middle Ages, not something to be used recklessly or easily replaced. The lady of the manor’s belt chatelaine usually contained a needlecase to keep them near at hand and safe. These needlecases were of many materials: metal, wood, bone, horn, etc, and took many forms, decorative as well functional. Needles are less dear today and we’re more interested in carrying a wide assortment of needles then we are about the needles getting lost, so our chatelaine will include a fabric needlebook rather than a needlecase. We’ll be using cross stitch for the book cover decoration. Cross stitch was used in the Middle Ages, but not in the format we use it today. It was almost never used as the ONLY stitch in a project, and seems to have been used mostly as a base stitch or quick filler. Additionally Medieval cross stitch was often of the “long arm” type when one arm or leg of the X was longer than the rest and was part of the next stitch space. Long arm cross stitch covered more closely and lent it self more to the overall patterns of the time than it does to today’s “spot” decoration. -

Journal of the Short Story in English, 56
Journal of the Short Story in English Les Cahiers de la nouvelle 56 | Spring 2011 Special Issue: The Image and the Short Story in English Electronic version URL: http://journals.openedition.org/jsse/1124 ISSN: 1969-6108 Publisher Presses universitaires de Rennes Printed version Date of publication: 1 September 2011 ISBN: 0294-0442 ISSN: 0294-04442 Electronic reference Journal of the Short Story in English, 56 | Spring 2011, « Special Issue: The Image and the Short Story in English » [Online], Online since 11 June 2013, connection on 03 December 2020. URL : http:// journals.openedition.org/jsse/1124 This text was automatically generated on 3 December 2020. © All rights reserved 1 TABLE OF CONTENTS Foreword Linda Collinge-Germain “A Skilful Artist has Constructed a Tale” Is the short story a good instance of “word/ image”? Towards intermedial criticism Liliane Louvel “Disjected Snapshots”: Photography in the Short Stories of Elizabeth Bowen Shannon Wells-Lassagne “Sight Unseen” – The Visual and Cinematic in “Ivy Gripped the Steps” Ailsa Cox Intermediality and the Cinematographic Image in Angela Carter’s “John Ford’s’Tis Pity She’s a Whore” (1988) Michelle Ryan-Sautour The Urge for intermediality and creative reading in Angela Carter’s “Impressions: the Wrightsman Magdalene” Karima Thomas The Interplay of Text and Image, from Angela Carter’s The Fairy Tales of Charles Perrault (1977) to The Bloody Chamber (1979) Martine Hennard Dutheil de la Rochère The Image and its Discontents: Hawthorne, Poe, and the Double Bind of ’Iconoclash’ Peter Gibian The Ineluctable Modalities of the Visible in Daniel Corkery’s “The Stones”: Eye, Gaze and Voice Claude Maisonnat The image, the inexpressible and the shapeless in two short stories by Elizabeth Bishop Lhorine François Conrad’s Picture of Irony in “An Outpost of Progress” M’hamed Bensemmane Images and the Colonial Experience in W. -

The Sylvia Mary Groves Collection of Sewing Tools
COLLECTING & PRICING INFO Sewing Tools Market & Price Guide Sewing Tools Market & Price Guide Sylvia Mary Groves Collection, Phillips, 2nd December. “Linking women of history with women of today” Sewing implements have changed little over the last three centuries, except that today, they often lack the beauty and workmanship of those produced in the past. Many of those interested in producing fine work today, enjoy these implements which link women of history with women of today. Sylvia Mary Groves began sewing at the end of the nineteenth century and over the next seventy years amassed a great many historic needlework tools. In the 1940s and 50s she wrote many articles about their history for Country Life, illustrated with photographs of her collection taken by her husband, until in 1966, they produced a book History of Needlework Tools and Accessories. This was the first book of its kind, reprinted twice in the next decade, and still considered a ‘must have’ for anyone interested in the subject. A first edition of her book sold at the Phillips Sale for £127 whilst a third edition fetched £94. They headed a successful sale of the collection of needlework tools from the late Sylvia Mary Groves, along with properties from other vendors. The sale included many items illus- trated in the book and items were presented in lots which followed the chapters of her book. Chapter One - Needlecases Needlecases made from a variety of materials including wood, brass, silver or ivory, were used to keep needles tidy in the sewing box. A smaller version was made for pins, known as a pin poppet. -

Cranberry Sewing Set Cross Stitch Pattern by Tam's Creations
Cranberry sewing set cross stitch pattern by Tam's Creations Manufacturer: Tam's Creations Reference:TAM157 Price: $9.99 Options: download pdf file : English Description: Cranberry sewing set COUNTED CROSS STITCH CHART BY TAM'S CREATIONS Get your stitching organized with this clever sewing pouch that comes complete with needlecase, scissor fob and biscornu-shaped pin cushion. It's got 4 pockets and lots of room for all your bits and pieces. Hang your floss on the convenient rings When you're done, roll it up and you're ready to stitch on the go! Designer Tam's Creations has designed her charts so you can use DMC Magic guide Aida to stitch this item. If you've never seen this fabric, it's worth giving it a try as it will make you work much easier and quicker to stitch. The fabric includes woven guides that wash out when your stitching is done. The chart includes separate designs for the pouch, the needlecase, the scissor fob and pin cushion biscornu as well as all the instructions for mounting. A design by Tam's Creations. >> visit Tam's pattern gallery. Number of stitches: 218 x 107 (pouch only) (wide x high) >> View size in my choice of fabric - Click here (fabric calculator) Stitches: Cross stitch (no fractional stitches), Backstitch, Chart: Black and White with color detail Threads: DMC Embroidery floss, DMC Color variations Number of colors: 4 Themes: Sewing, stitching, organizer, accessories >> see more Biscornus patterns by Tam's Creations >> see more stitchers accessories (all designers) All patterns on Creative Poppy's website are printable and available for instant download. -

BRAVO OS Classroom Outline
www.melcouniversity.com www.melcouniversity.comwww.melcouniversity.com BRAVO & BRAVO OS V11 BRAVO OS V11 Classroom Notes & Quick Reference Guide Contents of Class Introductions Page 3 Machine Configuration 4 Bobbins 4 Thread 5 Needles 8 Backing 10 BRAVO Keypad 11 Loading Sequence 12 Adjusting Presser Foot 13 Hooping 13 Sewout Troubleshooting 14 Color Sequence Settings 16 Appliqué Command 17 Embroidery File Formats 18 Machine Maintenance 19 Converting Machine for Caps Loading Designs for Caps Cap Hooping Cap Sewing Basics Sewouts Cap Troubleshooting 20 Moving through a design 20 BRAVO Laser Alignment 21 More BRAVO OS Settings BRAVO_OS_v11_BRAVO_Handout.pub 2 Rev: 102014 Connecting the BRAVO Dongles & Levels of BRAVO OS There are two levels of BRAVO OS. They are Lite and Flex. Flex is for a 1– 4 head BRAVO configu- ration and requires a dongle. Lite is limited to a single machine con- figuration but it requires no dongle to run. More information on BRAVO OS Levels is available in the help system. Internet Updates Internet updates are available for both the OS and the RSA/CSA files. To access these Connecting the BRAVO updates, your computer must be connected to the internet. This connection should be (1) Ethernet or Crossover cable made through a separate network card from Networking multiple machines is an the BRAVO. To check for updates, click on SE option only Tools, and then select “Check for Updates…” (2) Power or “Check for RSA/CSA Updates…” You may want to consider a line conditioner or uninterruptible pow- er supply (3) Serial Number Located on the side of the machine (4) On/Off Switch Daily Start Up Procedure The proper start up procedure for the BRAVO is to launch BRAVO OS, wait for the grey screen to come up, then turn on the BRAVO. -
Information to Users
Mediated Identity And Negotiated Tradition: The Inupiaq Atigi, 1850--2000 Item Type Thesis Authors Martin, Cydny Brynn Download date 04/10/2021 10:03:04 Link to Item http://hdl.handle.net/11122/8623 INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI fcrr.s the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction.. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overlaps. Photographs included in the original manuscript have been reproduced xerographically in this copy. Higher quality 6” x 9" black and white photographic prints are available for any photographs or illustrations appearing in this copy for an additional charge. Contact UMI directly to order. ProQuest Information and Learning 300 North Zeeb Road, Ann Arbor, Ml 48106-1346 USA 800-521-0600 Reproduced with permission of the copyright owner. Further reproduction prohibited without permission. Reproduced with permission of the copyright owner. -
Attic Sampler Newsletter 06012014
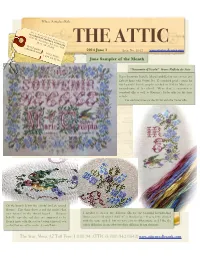
Where Samplers Rule Just 15 minutes from the Airport at the SE CORNER OF DOBSON & GUADALUPE 1837 W. Guadalupe Rd, Suite 109 Mesa, AZ 85202 TELEPHONE THE ATTIC (480)898-1838 2014 June 1 Issue No. 14-12 www.atticneedlework.com TOLL-FREE: 1.888.94.ATTIC June Sampler of the Month “Souvenir d’Ecole” from Reflets de Soie Reproductionist Isabelle Mazabraud-Kerlan has chosen 28c Lakeside linen with Valdani No. 12 overdyed pearl cottons for this beautiful French sampler stitched in 1892 by Marie as a remembrance of her school. We’ve done a conversion to overdyed silks as well as Gloriana’s Tudor silks for the finer counts. I’m stitching mine on the 52/60 with the Tudor silks. On the branch below this colorful bird are several flowers. The chart shows a red dot symbol that isn’t defined in the thread legend. Designer I decided to choose two different silks for the beautiful lavender-blue Isabelle says the red dots are supposed to be flower petals and what I think of as blueberries ~ they’re both charted French knots with the red (or Colonial knots if you with the same symbol, but it’s very easy to differentiate, and I like the prefer) that are at the center of each flower. subtle difference in the colors for these different design elements. The Attic, Mesa, AZ Toll-Free: 1.888.94-ATTIC (1.888.942.8842) www.atticneedlework.com PAGE THE ATTIC! More from Reflets de Soie 2 The antique sampler! The backside of Marie’s sampler. -

PINS, POLITICS, FASHION and SELF-DEFENCE the Pincushion and Its Variants from the 17Th Century to the Early 20Th Century by Robert Bleasdale
ROBERT BLEASDALE_CHARLES HIND 1 28/08/2012 10:27 Page 26 PINS, POLITICS, FASHION AND SELF-DEFENCE The pincushion and its variants from the 17th century to the early 20th century by Robert Bleasdale oday, there can be few objects in a home as humble Tas a pin; they are stored in plastic containers, cardboard boxes, the padded lids of sewing baskets, or a pincushion of some form. Now the pin is associated with dressmaking and needlework, but its origin from the earliest times to the 17th century was almost exclusively linked to clothing. The word ‘pin’ is derived from the Latin ‘spina’ – thorn – and the tree Paliurus spina-christi bears large thorns which were used as pins in Egypt. Thorns were scraped and dried and then either boiled or fried in oil to harden them to prevent them from snapping. The Egyptians used fish bones to pin closed the eyes of the dead prior to embalming, and like thorns, bones (either worked or in their natural form) made usable pins. Through the Stone, Iron and Bronze Ages pins continued to develop, used for securing clothing or for creating parcels of food wrapped in leaves. As time progressed pins began to develop crudely decorated heads and they became more sophisticated adornments, eventually developing into the Celtic brooch pin. Pins were also fashioned for hair ornaments. Photograph of a French 18th century doll showing how the pincushion (centre bottom) and pockets were worn. The pin in its ‘modern’ form was developed in France where the passion for fashion in the form of veils, wimples, stomachers, lappets, etc demanded vast amounts of pins for import of pins was prohibited by statute. -

Bleasdales Limited the Summer Sewing Sale Incorporating Mauchline Ware
Bleasdales Limited The Summer Sewing Sale Incorporating Mauchline Ware Including the collection of Warwick, CV34 4BH, England the late Phyllis Savage. Wednesday 22 July 2015 Sale Venue: The Great Hall, The Lord Leycester Hospital, Westgate, High Street, Warwick, CV34 4BH Bleasdales Ltd. The Stables, 15 Imogen Gardens, Warwick, England, CV34 6FB, England t: +44 (0) 7983 304880 [email protected] 1 2 3 4 5 6 8 9 7 11 10 12 The Summer Sewing Sale to include the Collection of the late Phyllis Savage Wednesday 22 July 2015 at 11am The Great Hall, The Medieval Lord Leycester Hospital Westgate, High Street, Warwick, England CV34 4BH Sale Venue Collection Front Cover Illustrations: The Lord Leycester Hospital Purchases may be collected from the Top row lots: 83 / 457 Warwick CV34 4BH Lord Leycester up to 12 noon on Thursday Top middle row lots: 125 / 279 / 458 England 23 July 2015, thereafter please contact us on Bottom middle row lots: 43 / 254 / 461 07983 304880 to make collection/ Bottow row lots: 81 / 177 / 460 Contacts for use in emergency only please: delivery arrangements. Back Cover Illustration: Lot 178 tel. 01926 491422 email [email protected] We consider posting items to clients as part of our service and do so at cost. Viewing Our Summer Sewing Sale will Monday 20 July 10am to 4pm Our packing is robust rather than pretty and be held in July 2014 and will Tuesday 21 July 10am to 4pm we may use recycled material to protect your Wednesday 22 July restricted viewing include items. from 9am Part 2 of the collections of Admission Restricted viewing after commencement of Admission to our view is free, your catalogue the late Diane Pelham Burn sale. -

Guide to the Robbie Fanning Sewing Arts Collection
Guide to the Robbie Fanning Sewing Arts Collection NMAH.AC.1139 Andrea Bishop and Eric Ross Archives Center, National Museum of American History P.O. Box 37012 Suite 1100, MRC 601 Washington, D.C. 20013-7012 [email protected] http://americanhistory.si.edu/archives Table of Contents Collection Overview ........................................................................................................ 1 Administrative Information .............................................................................................. 1 Arrangement..................................................................................................................... 2 Scope and Contents........................................................................................................ 2 Biographical / Historical.................................................................................................... 2 Names and Subjects ...................................................................................................... 2 Container Listing ............................................................................................................. 4 Robbie Fanning Sewing Arts Collection NMAH.AC.1139 Collection Overview Repository: Archives Center, National Museum of American History Title: Robbie Fanning Sewing Arts Collection Identifier: NMAH.AC.1139 Date: 1903-2002 (bulk 1993-2002) Extent: 5 Cubic feet (13 boxes) Creator: Fanning, Robbie Language: English Summary: The collection documents materials gathered by Robbie Fanning, -
Attic Sampler Newsletter 04072006
I know, I know, Part 2 is very delayed ~ has it really been a week already? Where does the time go? Can it really be April already? Stop the world, I want to get off! COMING TO The Attic, Saturday, May 6 ~ Wonderful Workshops with New Techniques to Learn STRAWBERRY NEEDLECASE ~ Saturday morning, May 6, 9 ~ Noon EGA Master Craftsman Carolyn Webb will teach you how to put together this very uniquely designed needlecase featuring the "Jacob's ladder" ribbon finishing. You will also be able to see the other pieces Carolyn has designed for this set. Your workshop fee of $55 includes all materials, 32-count linen and threads, for making this beautiful needlecase, including an alphabet for personalization on the back. BUTTERFLY PIN & NEEDLEKEEP ~ Saturday afternoon, May 6, 2 ~ 5 p.m. With a few hours of prework for this charming butterfly-shaped needlework accessory, you will be ready to learn the finishing in this afternoon class with Carolyn. The kit includes five different butterflies to choose from, and the students will need to stitch just one of the butterflies as prework. The $55 workshop fee again includes all materials for creating this adorable accessory for your needlework basket. Because of the few hours of prework for the butterly pinkeep, please call to register for these workshops so your kits can arrive timely. Don't miss your chance to learn some new techniques as well as spend time with some wonderful needlewomen (men are welcome as well <:-|)! Carolyn has just published a fabulous set of needlework "smalls" that you will also have the opportunity to see in person.