Air Filter Performance Under Variable Air Volume Conditions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hvac System Covid Procedures
HVAC SYSTEM COVID PROCEDURES August 17, 2020 Prepared by: Johnson Roberts Associates 15 Properzi Way Somerville, MA 02143 Prepared for: City of Cambridge Executive Summary The HVAC COVID procedures are a compilation of Industry Standards and CDC recommendations. However, it should be noted that good PPE (personal protective equipment), social distancing, hand washing/hygiene, and surface cleaning and disinfection strategies should be performed with HVAC system measures, as studies have shown that diseases are easily transmitted via direct person to person contact, contact from inanimate objects (e.g. room furniture, door and door knob surfaces) and through hand to mucous membrane (e.g. those in nose, mouth and eyes) contact than through aerosol transmission via a building’s HVAC system. Prior to re-occupying buildings, it is recommended that existing building HVAC systems are evaluated to ensure the HVAC system is in proper working order and to determine if the existing system or its associated control operation can be modified as part of a HVAC system mitigation strategy. Any identified deficiencies should be repaired and corrected, and if the building HVAC system is a good candidate for modifications those measures should be implemented. In general HVAC system mitigation strategies should include the following recommendations: 1. Increase Outdoor Air. The OA increase must be within Unit's capacity in order to provide adequate heating or cooling so Thermal Comfort is not negatively impacted. Also use caution when increasing OA in polluted areas (e.g. High Traffic/City areas) and during times of high pollen counts. 2. Disable Demand Control Ventilation where present. -
VAV Systems, on the Other Hand, Are Designed to Simultaneously Meet a Variety of Cooling and Heating Loads in a Relatively Efficient Manner
PDHonline Course M252 (4 PDH) HVAC Design Overview of Variable Air Volume Systems Instructor: A. Bhatia, B.E. 2012 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M252 www.PDHonline.org HVAC Design Overview of Variable Air Volume Systems A. Bhatia, B.E. VARIABLE AIR VOLUME SYSTEMS In central air conditioning systems there are two basic methods for delivering air to the conditioned space 1) the constant air volume (CAV) systems and 2) the variable air volume (VAV) systems. As the name implies, constant volume systems deliver a constant air volume to the conditioned space irrespective of the load with the air conditioner cycling on and off as the load varies. The fan may or may not continue to run during the off cycle. VAV systems, on the other hand, are designed to simultaneously meet a variety of cooling and heating loads in a relatively efficient manner. The system achieves this by varying the distribution of air depending on the cooling or heating loads of each area. The air flow variation allows for adjusting the temperature in a single zone without changing the temperature of air in the whole system, minimizing any instances of overcooling or overheating. This flexibility has made this one of the most popular HVAC systems for large buildings with varying conditioning needs such as office buildings, schools, or apartments. How a VAV system works? What distinguishes a variable air volume system from other types of air delivery systems is the use of a variable air volume box in the ductwork. -
Variable Air Volume Fundamentals Belimo Automation FZE
ASHRAE Qatar Oryx Chapter Qatar University, Doha-Qatar 20th April 2013 Variable Air Volume Fundamentals Belimo Automation FZE Speaker: Ahmed Khatib Content • VAV Overview and core concepts • Keys of control loop of VAV terminal unit • Fundamentals of VAV terminal unit Parts, Responsibility, Flow measurement, Probe installation & placement, c-factor Pressure drop, Specification, Information and Accuracy • VAV Flow-sensors • Linearization and calibration • Conclusions Target: • Ductwork for VAV systems should be designed for the lowest practical static pressure loss, especially ductwork closest to the fan or air- handling unit. • VAV systems must be selected to operate with efficiency and stability throughout the operating range. • Sound data for VAV units should be obtained according to the procedures specified by the latest ARI Standard 880. • General design consideration and precautions. VAV Overview A variable-air-volume (VAV) system is a single-path system that controls zone temperature by modulating airflow while maintaining constant supply air temperature. VAV terminal units, located at each zone, adjust the quantity of air reaching each zone depending on its load requirements. Reheat coils may be included to provide required heating for perimeter zones. A VAV boxes provide constant or variable airflow depending on the temperature demands of the space. As the temperature raises the VAV damper opens to send a designed amount of airflow to the space/ or room. There are many different types of VAV units: . Single Duct / cooling only, or cooling with reheat . Dual Duct terminal . Induction VAV terminal . Parallel Flow Fan Powered VAV terminal . Series Flow Fan Powered VAV terminal VAV Core concept VAV terminals can also be classified as: VAV - Pressure Independent: A pressure independent teriminal unit is equipped with a flow sensing controller that can be set to limit maximum and minimum primary air discharge from terminal unit. -
9400, 9500 and 9600 Maximizer and Sidehill Combines
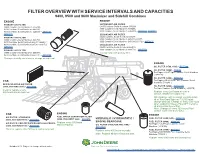
FILTER OVERVIEW WITH SERVICE INTERVALS AND CAPACITIES 9400, 9500 and 9600 Maximizer and Sidehill Combines ENGINE ENGINE PRIMARY AIR FILTER SECONDARY AIR FILTER (9400 Combine Serial Numbers -655288, (9400 Combine Serial Numbers -655288, 9500 Combine Serial Numbers -645200, 9500 Combine Serial Numbers -645200, 9600 Combine Serial Numbers -645300) – AR80652, 9600 Combine Serial Numbers -645300) – AR80653, AR81313 AR82915 SECONDARY AIR FILTER PRIMARY AIR FILTER (9400 Combine Serial Numbers 655289-, (9400 Combine Serial Numbers 655289-, 9500 Combine Serial Numbers 645201-665977, 9500 Combine Serial Numbers 645201-665977, 9600 Combine Serial Numbers 645301-666172) – AR70107 9600 Combine Serial Numbers 645301-666172) – SECONDARY AIR FILTER AR70106 (9500 Combine Serial Numbers 665978-, PRIMARY AIR FILTER 9600 Combine Serial Numbers 666173-) – AR95759 (9500 Combine Serial Numbers 665978-, Change only with primary filter. 9600 Combine Serial Numbers 666173-) – AR95758 Change annually and clean or change as required. ENGINE OIL FILTER (9500, 9600) – RE57394 OIL FILTER (9400) – T19044 For Engine 6359T Upto Combine Serial Numbers ( -640100) OIL FILTER (9400) – RE59754 CAB For Engine 6068HH050 From Combine Serial Numbers (701246 -) RECIRCULATION AIR FILTER (9400, 9500 AND 9600) – AH115836 OIL FILTER (9400) – AH128448 For Upto Combine Serial Numbers ( -650370) Clean or replace every 200 hours and as required. Replace every 250 hours or once a season, whichever occurs first. Fill crankcase with seasonal viscosity grade oil or Torq-Gard Supreme™ (250 hours change interval). Change oil every 500 hours when using John Deere Plus-50™ II engine oil and a John Deere filter Note: Change oil every 100 hours if fuel contain more than 0.5% sulfur. ENGINE CAB ENGINE FUEL WATER SEPARATOR FILTER AIR FILTER, STANDARD HYDRAULIC / HYDROSTATIC / FUEL FILTER (9500,9600) – AR86745 (9400, 9500 AND 9600) – AH115833 (9400, 9500 ANDT 9600) – AT81478 ENGINE GEARCASE FUEL FILTER (9400) – AR86745 AIR FILTER, FOR OPERATORS WITH ALLERGIES Replace every 500 hours and as required. -

Performance Improvement of Airflow Distribution and Contamination Control for an Unoccupied Operating Room
Performance improvement of airflow distribution and contamination control for an unoccupied operating room F.J. Wang1,*, T.B. Chang2, C.M. Lai3, Z.Y. Liu1 1Department of Refrigeration, Air Conditioning and Energy Engineering, National Chin- Yi University of Technology, Taichung, Taiwan. 2Institute of Energy Engineering, Southern Taiwan University, Tainan, Taiwan. 3Department of Civil Engineering, National Cheng Kung University, Tainan, Taiwan. ABSTRACT The HVAC systems for operating rooms are energy-intensive and sophisticated in that they operate 24 hours per day year-round and use large amount of fresh air to deal with infectious problems and to dilute microorganisms. However, little quantitative information has been investigated about trade-off between energy-efficient HVAC system and indoor environment quality especially when the operating room is not occupied. The objective of this study is to present the field measurement approach on performance evaluation of the HVAC system for an unoccupied operating room. Variable air volume terminal boxes were conducted to verify the compromise of energy-saving potential and indoor environment parameters including particle counts, microbial counts, pressurization, temperature and humidity. Field measurements of a full-scale operating room have been carried out at a district hospital in Taiwan. Numerical simulation has been applied to evaluate the air flow distribution and concentration contours while conducting the velocity reduction approach in the unoccupied operating room. The results reveal that it is feasible to achieve satisfactory indoor environment by reducing the supply air volume (or velocity) in the unoccupied operating room. Optimal face velocity of HEPA filter and percentage of damper opening for the variable air volume terminal boxes could be obtained through compromising of indoor environment quality control and energy consumption. -

System Controls Engineering Guide
SECTION G Engineering Guide System Controls System Controls Engineering Guide Introduction to VAV Terminal Units The control of air temperature in a space requires that the loads in the space are offset by some means. Space loads can consist of exterior loads and/or interior loads. Interior loads can consist of people, mechanical equipment, lighting, com puters, etc. In an 'air' conditioning system compensating for the loads is achieved by introducing air into the space at a given temperature and quantity. Since space loads are always fluctuating the compensation to offset the loads must also be changing in a corresponding manner. Varying the air temperature or varying the air volume or a combination of both in a controlled manner will offset the space load as required. The variable air volume terminal unit or VAV box allows us to vary the air volume into a room and in certain cases also lets us vary the air temperature into a room. YSTEM CONTROLS YSTEM S The VAV terminal unit may be pressure dependent or pressure independent. This is a function of the control package. ENGINEERING GUIDE - Pressure Dependent A device is said to be pressure dependent when the flow rate passing through it varies as the system inlet pressure fluctuates. The flow rate is dependent only on the inlet pressure and the damper position of the terminal unit. The pressure dependent terminal unit consists of a damper and a damper actuator controlled directly by a room thermostat. The damper is modulated in response to room temperature only. Since the air volume varies with inlet pressure, the room may experience temperature swings until the thermostat repositions the damper. -

Effects of Temperature and Relative Humidity on Filter Loading by Simulated Atmospheric Aerosols & COVID-19 Related Mask and Respirator Filtration Study
Effects of Temperature and Relative Humidity on Filter Loading by Simulated Atmospheric Aerosols & COVID-19 Related Mask and Respirator Filtration Study A DISSERTATION SUBMITTED TO THE FACULTY OF THE UNIVERSITY OF MINNESOTA BY Chenxing Pei IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY Dr. David Y.H. Pui, Advisor August 2020 © Chenxing Pei 2020 Acknowledgments First and foremost, I am deeply indebted to my advisor, Professor David Y. H. Pui, for his continuous guidance, mentoring, and inspiration throughout my undergraduate and graduate studies. He provided me with the encouragement and freedom to work on any filtration related studies that interested me. His support, patience, and trust have made my years spent in the Particle Technology Laboratory an enjoyable, enriching, and memorable experience in my life. I would like to express my deepest appreciation to my committee members: Prof. Thomas Kuehn, Prof. David Kittelson, and Prof. Kevin Janni for reviewing my dissertation, offering insightful comments and suggestions, and serving on my Ph. D. exam committees. I am extremely grateful to my committee members not only for their time and extreme patience, but for their intellectual contributions to my development as a scientist. I would also like to thank Dr. Qisheng Ou, whose help cannot be overestimated. Dr. Ou provided me with the tools that I needed to choose the right direction and successfully complete my dissertation. Special thanks to Dr. Young H. Chung, who led to many interesting and motivating discussions. His help and advice were invaluable for my research and life. Thanks also to Weiqi Chen, who collaborated with me on the smart sensor project. -

Cabin Air Quality Brief
Briefing paper Cabin air quality – Risk of communicable diseases transmission The overall risk of contracting a disease from an ill person onboard an airplane is similar to that in other confined areas with high occupant density, such as a bus, a subway, or movie theatre for a similar time of exposure. anywhere where a person is in close contact with others. That said, the risk on airplanes is probably lower than in many confined spaces because modern airplanes have cabin air filtration systems equipped with HEPA filters. HEPA or high efficiency particulate air filters have similar performance to those used to keep the air clean in hospital operating rooms and industrial clean rooms. These filters are very effective at trapping microscopic particles as small as bacteria and viruses. HEPA filters are effective at capturing greater than 99 percent of the airborne microbes in the filtered air. Filtered, recirculated air provides higher cabin humidity levels and lower particulate levels than 100% outside air systems. The cabin air system is designed to operate most efficiently by delivering approximately 50 percent outside air and 50 percent filtered, recirculated air. This normally provides between 15 to 20 cubic feet of total air supply per minute per person in economy class. The total air supply is essentially sterile and particle-free. Cabin air circulation is continuous. Air is always flowing into and out of the cabin. Total airflow to the cabin is supplied at a bulk flow rate equivalent to 20 to 30 air changes per hour. This provides temperature control and minimizes temperature gradients within the cabin. -

HVAC Operational Adjustments Can Help Mitigate the Spread of COVID-19
Fan Application ® FA/131-20 A technical bulletin for engineers, contractors and students in the air movement and control industry. HVAC Operational Adjustments Can Help Mitigate the Spread of COVID-19 In response to the COVID-19 pandemic, the American A dedicated ventilation unit provides 100% outdoor Society of Heating, Refrigerating and Air-Conditioning air and controls the latent load, while air handling Engineers (ASHRAE) has published guidelines units (AHUs) control the space sensible load. VAV for HVAC system operation in commercial and systems mix high percentages of outdoor air with educational buildings to help mitigate the spread return air to maintain indoor temperature and of COVID-19 via airborne respiratory droplets. The humidity. Figure 2 shows a single-zone VAV guidelines fall into three general categories: system serving a gymnasium. 1. Increased ventilation 2. Increased filtration efficiency 3. Electronic air cleaners These HVAC system upgrades can pose challenges to building operation and energy usage. However, properly designed dedicated outdoor air systems (DOAS) and variable air volume (VAV) systems help minimize the challenges. DOAS and VAV systems provide high percentages of conditioned outdoor air into buildings. Many of the upgrades recommended by ASHRAE are easily implemented with these systems. Increased Ventilation Increased ventilation dilutes the concentration of indoor contaminants, including infectious respiratory droplets, and mitigates the spread of COVID-19 via airborne transmission.1 DOAS and VAV systems are Figure 2: A gymnasium served well suited for increased ventilation recommendations by a single-zone VAV system. because each has features available to control and condition high percentages of outdoor air efficiently. -
Variable Air Volume (VAV) Air Handling System Control What Makes VAV Box Performance Better Technology
Air flow Measuring Technology Air Flow Variable air volume (VAV) Air Handling System Control What Makes VAV Box Performance Better Technology Factory Calibrated Yong Zhao Solution Johnson Controls Australia 1 Johnson Controls Variable air volume (VAV) Air Handling System VAV systems are vary popular in many modern buildings • VAV systems contain many zones with diverse airflow needs • VAV systems have “bad” zones • VAV systems are dynamic • VAV systems have minimum airflow zones 2 Johnson Controls Variable air volume (VAV) Terminal Unit Consider the relationship between damper position and airflow System is sensitive as damper starts to open, so large proportional band is needed When damper is almost open, system is not very sensitive, so a small proportional band is needed Consider the “optimal” proportional band for a mixed air control loop It will vary by a factor of ten between summer and winter Good commissioning is critical Air Conventional PI control resulted in Flow Systems tuned for “worst case” (typically low load) conditions and unresponsive at other times Comfort problems High energy (fan consumption) cost Damper Position 3 Johnson Controls Variable air volume (VAV) Terminal Unit 1 2 3 4 5 Velocity Sensor Flow Damper Mixing Box VAV Brain Reheat measures air flow controls air flow reduces noise calculates & controls option air flow 4 Johnson Controls Variable air volume (VAV) Terminal Unit What makes VAV box performance better 1. Air flow measuring – Velocity sensor more accurate to measure the air flow = better control (less hunting) = less temperature variation = less energy consumption not easy to maintain accuracy when flow rate is lower 2. -

Premium Wood Fireplaces
PREMIUM WOOD FIREPLACES ALL MODELS 2020 EPA CERTIFIED 1 Reimagine the (HEART)H of Your Home CATALYTIC TECHNOLOGY All Fireplace Xtrordinair™ wood fireplaces use state of the art catalytic technology. This allows our large capacity wood fire- places to produce highly efficient, clean fires in all burn settings. This bulletproof technology achieves roaring fires with super-long burn times and very high BTUs ranges, making it the perfect system for these powerhouse home heaters. CORD WOOD TESTING All of our wood fireplaces are 2020 EPA certified using the new EPA CORD WOOD protocol rather then the CRIB WOOD protocal that most other manufacturers test to. By testing with CORD WOOD you get a true real world measurement of how well the fireplace will burn and perform in your home. The 44 Elite™ is shown with the Classic Arch™ double door face. 2 CHAPTERS 1. Meet the Peak of Wood Fireplace Design Explore the 42 Apex™ & 42 Apex™ Clean Face Page 4 2. 42 Apex™ with Decorative Faces Page 6 3. Powerhouse Heaters, Elegant Style Elite™ Fireplaces are More than just a Name Page 10 4. 36 Elite™ Page 12 5. 44 Elite™ Page 14 6. Custom Shop Faces Page 18 8. How They Work 8. The 42 Apex™ Model 8. Page 20 8. The Elite™ Models Page 21 8. Framing 42 Apex™ Fireplace Framing Page 22 Elite™ Fireplace Framing Page 23 3 CHAPTER 1 __ Meet the Peak of Wood Fireplace Design Explore the 42 Apex™ The 42 Apex™ Wood Fireplace delivers natural convection heat efficiently throughout your home and offer a sleek, rectangular door and viewing area. -

HEPA Vs Electrostatic Getting Terms and Technologies Right Efficiency
HEPA vs Electrostatic Many articles try to compare HEPA and Electrostatic filtration. It seems that every article chooses one or the other rather than comparing the two. Sometimes HEPA is the clear choice for a filtration system. Other times an Electrostatic precipitator is a better fit for the air quality issues in a space. In this article we will try to present a clear comparison without bias. The only goal is to help you become a well-informed consumer. Getting terms and technologies right Before we get started let’s clarify our terms and technologies. Not all manufacturers use the right terms when describing the tecnologies. To more clearly understand our comparison, we will take a brief look at both technologies in the HEPA vs Electrostatic comparison. HEPA type and true HEPA Many air purifier manufacturers misuse the term HEPA. They refer to air filters that remove less than 99.97% of dust particles as a HEPA filter. While many of these HEPA type filters may do an adequate job, they should not be referred to as HEPA. When comparing a HEPA Air filter to an electrostatic air purifier, be sure the filter contained is true HEPA. Be certain that it is rated for 99.97% removal of dust particles 0.3 to 10 microns. Electrostatic precipitator and electrostatic media There it is a common misunderstanding that all Electrostatic filtration is the same. There are two basic types of Electrostatic filtration. One is electrostatically charged filter media, and the other is an Electrostatic precipitator. Electrostatic media is created by giving a normal filter an electrostatic charge.