United States Patent Office
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Title Formation and Properties of Various Amine Complexes of Iron
Formation and Properties of Various Amine Complexes of Title Iron-Phthalocyanine (Commemoration Issue Dedicated to Professor Eiji Suito on the Occasion of his Retirement) Author(s) Kobayashi, Takashi; Kurokawa, Fumio; Uyeda, Natsu Bulletin of the Institute for Chemical Research, Kyoto Citation University (1975), 53(2): 186-199 Issue Date 1975-09-25 URL http://hdl.handle.net/2433/76604 Right Type Departmental Bulletin Paper Textversion publisher Kyoto University Bull.Inst. Chem.Res., KyotoUniv., Vol. 53,No. 2, 1975 Formation and Properties of Various Amine Complexes of Iron-Phthalocyanine Takashi KOBAYASHI,Fumio KUROKAWA, and Natsu UYEDA* ReceivedMay 12, 1975 Theformation of additivecomplexes was studied in regard to iron-phthalocyanine(FePc) dispersed in variousamines. The compositionswere determinedby means of weight-lossmeasurement and fromthe thermal behavior of the additivecomplexes as observedby DTA and X-raypowder diffraction. The decompositiontemperature ranges from 100 to 300°C,above which the crystallitesare converted into the a-formof pure FePc. Infraredabsorption spectra indicated that amine molecules are co- ordinatedto the centralmetal of FePc, whilesome extra moleculesare freelyincluded in the space of crystallattice. Fromkinetic study of visiblelight absorptionspectra, it was foundthat newabsorption appearswhen the secondmolecule of the two is combinedto the Fe atom of Pc-ring,indicating that a chargetransfer mechanism is involvedin the complexformation. INTRODUCTION The behavior of transition metal derivatives of porphyrin calls for biological signifi- cance when it forms additive complexes with various n-donor molecules which have the ability of co-ordinating to the central metal ion. In the previous paper,') we reported on the formation and properties of similar complexes of zinc-derivative of tetrabenztetraazapor- phyrin (zinc-phthalocyanine) suspended in various n-donor dispersion media. -

Preparative Method of Novel Phthalocyanines from 3- Nitro
Available online a t www.derpharmachemica.com Scholars Research Library Der Pharma Chemica, 2012, 4(4):1397-1403 (http://derpharmachemica.com/archive.html) ISSN 0975-413X CODEN (USA): PCHHAX Preparative Method of Novel Phthalocyanines from 3- Nitro Phthalic Anhydride, Cobalt salt and Urea with Chloromethylpolyestyrene as a Heterogenous, Reusable and Efficient Catalyst Mohammad Ali Zolfigol 2, Ali Reza Pourali 1, Sami Sajjadifar 3,4 and Shohreh Farahmand 1,2,4 1Faculty of Chemistry, Bu-Ali Sina University, Hamedan, P.O. Box 6517838683, Iran 2School of Chemistry, Damghan University, Damghan, Iran 3Department of Chemistry, Faculty of Science, Ilam University, P.O. Box 69315516, Ilam, Iran 4Department of Chemistry, Payame Noor University, Tehran, P.O. Box 19395-4697, Iran _____________________________________________________________________________________________ ABSTRACT 3-Nitrophthalic anhydride was reacted with urea and cobalt salt in nitrobenzene under N 2 at 185°C and cobalt- tetraanitrophthalocyanine (CoTNP) was produced. Cobalt-tetraaminophthalocyanine (CoTAP) was produced by reduction of CoTNP caused by Sodium borohydride under N 2(g). CoTAP and chloromethylpolystyrene was refluxed in nitrobenzene or DMF at 180 oC for 12h. The mixture was cooled down to reach the room temperature and then solvent removed and the resulting precipitate was washed with water to remove excess CoTAP, and dried it to get a light green solid (CoTAP-linked-polymer). Kaywords Phthalocyanines, Cobaltetraminophthalocyanine, CoTAP ,Phthalocyanines linked polymer. _____________________________________________________________________________________________ INTRODUCTION Phthalocyanines are of interest not only as model compounds for the biologically important porphyrins but also because the intensely colored metal complexes are of commercial importance as dyes and pigments [1], the copper derivatives being an important blue pigment [2]. -

Phthalocyanine
Phthalocyanine sc-215718 Material Safety Data Sheet Hazard Alert Code EXTREME HIGH MODERATE LOW Key: Section 1 - CHEMICAL PRODUCT AND COMPANY IDENTIFICATION PRODUCT NAME Phthalocyanine STATEMENT OF HAZARDOUS NATURE CONSIDERED A HAZARDOUS SUBSTANCE ACCORDING TO OSHA 29 CFR 1910.1200. NFPA FLAMMABILITY1 HEALTH0 HAZARD INSTABILITY0 SUPPLIER Company: Santa Cruz Biotechnology, Inc. Address: 2145 Delaware Ave Santa Cruz, CA 95060 Telephone: 800.457.3801 or 831.457.3800 Emergency Tel: CHEMWATCH: From within the US and Canada: 877-715-9305 Emergency Tel: From outside the US and Canada: +800 2436 2255 (1-800-CHEMCALL) or call +613 9573 3112 PRODUCT USE ■ Phthalocyanine is a macrocyclic compound, It consists of four isoindole-class [(C6H4)C2N] units linked by four nitrogen atoms to form a conjugated chain, which take play in hosting various different metal ions in its centre. This macrocyclic structure like porphyrins(biopigments) is highly coloured Phthalocyanine derivatives derived from the basic compound of (C6H4C2N)4N4 are used as light-fast blue or green pigments. The hosted metals and substituted groups result in distinct colors; phthalocyanine (blue-green), copper phthalocyanine (blue), chlorinated copper phthalocyanine (green), and sulfonated copper phthalocyanine (green). They have also been involved in the study of photosensitizer chemistry or metal complex chemistry such as transition-metal complex catalyst chemistry for uniform polymerization, luminescence chemistry and spectrophotometric analysis, organic synthesis and polymerization. Phthalocyanine pigments are used in enamels, linoleum, inks, plastics, and rubber goods. Photoisomerizable phthalocyanines are used in rewritable CD or DVD printing. Some phthalocyanines such as fluoraluminium phthalocyanine are used in cancer treatment. Due to pi-electron cloud overlaps, phthalocyanines exhibit semiconductor property. -

Phthalocyanine Blue in Aqueous Solutions†
RSC Advances COMMUNICATION View Article Online View Journal | View Issue Phthalocyanine blue in aqueous solutions† Mark C. Staniford,a Marina M. Lezhninaab and Ulrich H. Kynast*a Cite this: RSC Adv.,2015,5,3974 Received 24th September 2014 Accepted 4th December 2014 DOI: 10.1039/c4ra11139g www.rsc.org/advances Using laponite nano-clay carriers, a facile method for the solubilisation Na0.7(H2O)n{(Li0.3Mg5.5)[Si8O20(OH)4]}, can be viewed as a nano- of natively insoluble phthalocyanines into aqueous solution is scaled hectorite derivative8 or a charged offspring of talcum, described. Copper(II) phthalocyanine, technologically a most relevant primarily consisting of disk-shaped platelets of 25 nm in pigment (C.I. Pigment Blue 15), thus yields hitherto unknown clear and diameter and 1 nm in height, which completely exfoliate to Creative Commons Attribution 3.0 Unported Licence. stable aqueous dispersions of either colloidal a-CuPc or monomeric form clear dispersions in water (see also Fig. 2 and the corre- CuPc, depending on details of the preparation. sponding caption).9 The resulting negatively charged platelets have been shown to adsorb numerous cationic dye species, among them Methy- Copper(II) phthalocyanine (CuPc, Fig. 1) is one of the most lene Blue10 or luminescent Rhodamine dyes,11 which can be frequently used pigments in painting and coating industries, attracted via polar and coulomb forces. However, very recently, with an annual production of approximately 60 000 t per year. the neutral and nonpolar dyes Indigo12 and Nile Red,13 both ffi The blue colorant possesses a very high extinction coe cient completely insoluble in water, have also been found to interact p–p* due to the intense transitions within the ligand electronic strong enough with nano-clays to be solubilised, the lumines- This article is licensed under a system. -

Phthalocyanine Adsorption to Graphene on Ir(111): Evidence for Decoupling from Vibrational Spectroscopy M
Supplemental material to: Phthalocyanine adsorption to graphene on Ir(111): Evidence for decoupling from vibrational spectroscopy M. Endlich,1, a) S. Gozdzik,1 N. N´eel,1 A. L. da Rosa,2, 3 T. Frauenheim,2 T. O. Wehling,2, 4 and J. Kr¨oger1, b) 1)Institut f¨ur Physik, Technische Universit¨at Ilmenau, D-98693 Ilmenau, Germany 2)Bremen Center for Computational Materials Science, University Bremen, D-28359 Bremen, Germany 3)Federal University of Minas Gerais, Department of Physics, 31270-901 Belo Horizonte, MG, Brazil 4)Institute for Theoretical Physics, University Bremen, D-28359 Bremen, Germany a)Electronic mail: [email protected] b)Electronic mail: [email protected] 1 Fig. S1. Relaxed geometry of free H2Pc with indicated Cartesian coordinates x, y. The z axis is oriented perpendicular to the xy plane. Specific molecule groups and atoms are labeled. The free H2Pc molecule (Fig. S1) exhibits D2h symmetry. The symmetry classes, Q, of this group together with the characters, χ, of specific reducible representations are summarized in Table SI. D2h E C2(z) C2(y) C2(x) I σ(xy) σ(xz) σ(yz) Γ 168 2 0 −2 0 58 4 2 Tab. S I. Symmetry operations of the D2h point group (the group elements are divided into classes, i.e., E: identity, C2: two-fold rotation with relevant rotation axes given in parentheses, I: inversion, σ: reflection with relevant mirror planes given in parentheses). Γ represents a set of specific reducible representations of the symmetry operations whose characters are given in the bottom row. -

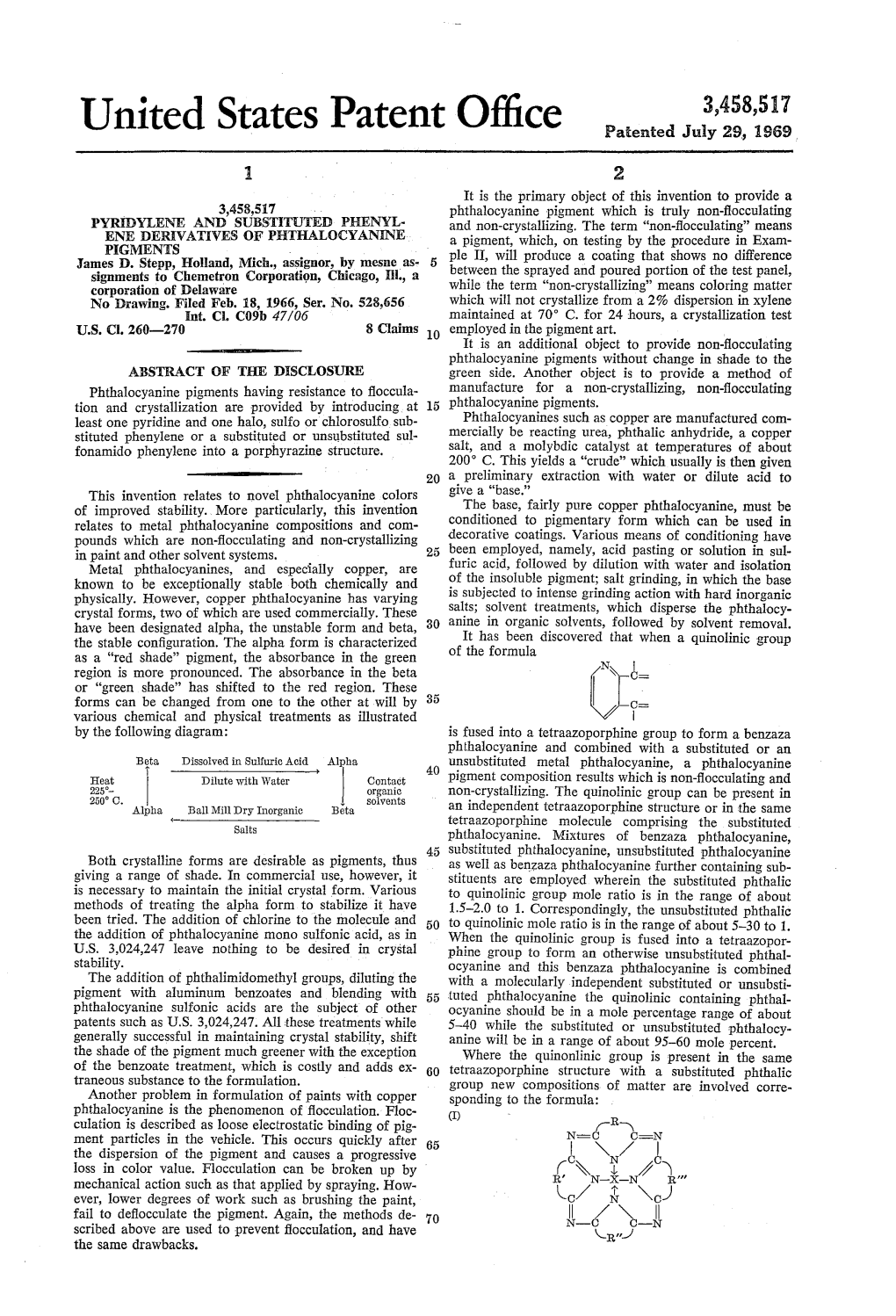
United States Patent Office (-(B) Lice (-(B)L
2,953,574 United States Patent Office Patented Sept. 20, 1960 1. 2 0.1 to 0.8, preferably 0.2-0.4. It is to be noted, as will be shown in the following examples, that some chlorine atoms are introduced during the reaction of benzene sul 2,953,574 fonyl chloride upon cobalt phthalocyanine. The degree DYE COMPOSITIONS CONTAINING COBALT of chlorination, however, appears to have little effect with PHTHALOCYANNE PHENYL SULFONES the exception of a slight shift toward the green. The Tellis A. Martin, Evansville, Ind., assignor to General affinity for fiber of such a mixture containing chlorinated Aniline & Film Corporation, New York, N.Y., a cor phthalocyanines is highly surprising and unexpected since poration of Delaware chlorinated cobalt phthalocyanine derivatives exhibit very poor affinity for fiber. No Drawing. Filed Dec. 29, 1953, Ser. No. 401,060 10 The mixture of cobalt phthalocyanine dyes character 3 Claims. (CI. 260-314.5) ized by the above general formula are prepared by (a) the reaction of a benzene sulfonyl chloride upon cobalt phthalocyanine or (b) by the reaction of cobalt phthalo This invention relates to dyeing compositions contain 5 cyanine sulfonyl chloride and either benzene, halogenated ing cobalt phthalocyanine phenyl sulfones and particu benzene, or alkylated benzene. An excess of the benzene larly to compositions consisting of mixtures of cobalt Sulfonyl chloride or the benzene or benzene derivative is phthalocyanine and cobalt phthalocyanine containing employed. These two reactions are best effected by heat from one to four phenylsulfonyl groups. ing the co-reactants in a suitable solvent, such as, di Metal phthalocyanines of the benzene series wherein 20 chlorobenzene, trichlorobenzene, nitrobenzene, and the one or all of the benzene nuclei contain quaternary or like, and in the presence of a catalyst such as, aluminum ternary salt groups attached to an aryl radical, which is chloride, ferric chloride, antimony chloride and the like, bridged to the phthalocyanine nucleus by -S-, -SO at a temperature ranging from 80-190° C. -
Title Formation and Properties of Various Amine Complexes
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Kyoto University Research Information Repository Formation and Properties of Various Amine Complexes of Title Iron-Phthalocyanine (Commemoration Issue Dedicated to Professor Eiji Suito on the Occasion of his Retirement) Author(s) Kobayashi, Takashi; Kurokawa, Fumio; Uyeda, Natsu Bulletin of the Institute for Chemical Research, Kyoto Citation University (1975), 53(2): 186-199 Issue Date 1975-09-25 URL http://hdl.handle.net/2433/76604 Right Type Departmental Bulletin Paper Textversion publisher Kyoto University Bull.Inst. Chem.Res., KyotoUniv., Vol. 53,No. 2, 1975 Formation and Properties of Various Amine Complexes of Iron-Phthalocyanine Takashi KOBAYASHI,Fumio KUROKAWA, and Natsu UYEDA* ReceivedMay 12, 1975 Theformation of additivecomplexes was studied in regard to iron-phthalocyanine(FePc) dispersed in variousamines. The compositionswere determinedby means of weight-lossmeasurement and fromthe thermal behavior of the additivecomplexes as observedby DTA and X-raypowder diffraction. The decompositiontemperature ranges from 100 to 300°C,above which the crystallitesare converted into the a-formof pure FePc. Infraredabsorption spectra indicated that amine molecules are co- ordinatedto the centralmetal of FePc, whilesome extra moleculesare freelyincluded in the space of crystallattice. Fromkinetic study of visiblelight absorptionspectra, it was foundthat newabsorption appearswhen the secondmolecule of the two is combinedto the Fe atom of Pc-ring,indicating that a chargetransfer mechanism is involvedin the complexformation. INTRODUCTION The behavior of transition metal derivatives of porphyrin calls for biological signifi- cance when it forms additive complexes with various n-donor molecules which have the ability of co-ordinating to the central metal ion. -

Intercalation of Copper Phthalocyanine Within Bulk
Intercalation of Copper Phthalocyanine Within Bulk Graphite as a New Strategy Toward the Synthesis of CuO-Based CO Oxidation Catalysts Gaëlle Couvret, Ghislain Genay, Cerise Robert, Loic Michel, Valérie Caps To cite this version: Gaëlle Couvret, Ghislain Genay, Cerise Robert, Loic Michel, Valérie Caps. Intercalation of Copper Phthalocyanine Within Bulk Graphite as a New Strategy Toward the Synthesis of CuO-Based CO Oxidation Catalysts. Frontiers in Chemistry, Frontiers Media, 2020, 8, 10.3389/fchem.2020.00735. hal-02928127 HAL Id: hal-02928127 https://hal.archives-ouvertes.fr/hal-02928127 Submitted on 2 Sep 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. ORIGINAL RESEARCH published: 31 August 2020 doi: 10.3389/fchem.2020.00735 Intercalation of Copper Phthalocyanine Within Bulk Graphite as a New Strategy Toward the Synthesis of CuO-Based CO Oxidation Catalysts Gaëlle Couvret, Ghislain Genay, Cerise Robert, Loïc Michel and Valérie Caps* ICPEES (Institut de Chimie et Procédés pour l’Energie, l’Environnement et la Santé), Université de Strasbourg - ECPM / CNRS UMR 7515, Strasbourg, France Graphite is a widely available natural form of carbon with peculiar chemical and surface properties. It is essentially hydrophobic and consists in very stable stacks of graphene layers held together by highly delocalized π-π interactions. -

Cobalt Phthalocyanine Immobilized on Graphene Oxide
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Archive Ouverte en Sciences de l'Information et de la Communication Cobalt Phthalocyanine Immobilized on Graphene Oxide: An Efficient Visible-Active Catalyst for the Photoreduction of Carbon Dioxide Pawan Kumar, Arvind Kumar, Bojja Sreedhar, Bir Sain, Siddharth Ray, Suman Jain To cite this version: Pawan Kumar, Arvind Kumar, Bojja Sreedhar, Bir Sain, Siddharth Ray, et al.. Cobalt Phthalocya- nine Immobilized on Graphene Oxide: An Efficient Visible-Active Catalyst for the Photoreduction of Carbon Dioxide. Chemistry - A European Journal, Wiley-VCH Verlag, 2014, 20, pp.6154 - 6161. 10.1002/chem.201304189. hal-01456553 HAL Id: hal-01456553 https://hal.archives-ouvertes.fr/hal-01456553 Submitted on 5 Feb 2017 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. DOI: 10.1002/chem.201304189 Full Paper & Heterogeneous Catalysis Cobalt Phthalocyanine Immobilized on Graphene Oxide: An Efficient Visible-Active Catalyst for the Photoreduction of Carbon Dioxide Pawan Kumar,[a] Arvind Kumar,[b] Bojja Sreedhar,[c] Bir Sain,[a] Siddharth S. Ray,[b] and Suman L. Jain*[a] Abstract: New graphene oxide (GO)-tethered–CoII phthalo- was obtained as the major reaction product along with the cyanine complex [CoPc–GO] was synthesized by a stepwise formation of minor amount of CO (0.82%). -

Effects of Ring Substituents on Electrocatalytic Activity of Manganese Phthalocyanines Towards the Reduction of Molecular Oxygen
Effects of ring substituents on electrocatalytic activity of manganese phthalocyanines towards the reduction of molecular oxygen Nthapo Sehlotho and Tebello Nyokong Abstract Reduction of oxygen electrocatalyzed by adsorbed films of manganese phthalocyanine complexes is reported. The complexes studied were: manganese phthalocyanine (MnPc, 1); manganese tetraamino phthalocyanine (MnTAPc, 2); manganese tetrapentoxy pyrrole phthalocyanine (MnTPePyrPc, 3); manganese tetra phenoxy pyrrole phthalocyanine (MnTPPyrPc, 4); manganese tetra mercaptopyrimidine phthalocyanine (MnTMPyPc, 5) and manganese tetra ethoxy thiophene phthalocyanine (MnTETPc, 6). The reaction was conducted in buffer solutions of pH range 1–12. Rotating disk electrode voltammetry revealed two electron reduction in acidic and slightly alkaline media due to the formation of hydrogen peroxide. In highly basic media, water is the major product formed via four electron transfer. The reaction was found to be first order in the diffusing analyte oxygen. 1. Introduction Oxygen reduction is a very important reaction, both biologically and industrially. It is a cathode reaction in fuel cells, potentially efficient, emission free energy source [1] and [2]. The reaction should occur at a low potential for efficient energy production. It is desirable that the reaction goes to completion and forms water via a four electron transfer mechanism. However, oxygen gets reduced to hydrogen peroxide via a two electron process but the peroxide can still get reduced further via another two electron process to form water. Platinum electrocatalyses reduction of oxygen to water in fuel cells [1] and [2]. Pt is however an expensive metal hence substitutes have to be found. N4 metal chelates such as metallophthalocyanines (MPcs) and metalloporphyrins (MPs) have been studied as precious metal fuel cell alternative electrocatalysts [3]. -

High and Selective CO2 Adsorption by a Phthalocyanine Nanoporous Polymer
Showcasing studies of CO2 capture using phthalocyanines- As featured in: based porous polymers by Prof. Luis Echegoyen’s carbon nanomaterials laboratory at the University of Texas at El Paso. Title: High and selective CO2 adsorption by a phthalocyanine nanoporous polymer A rigid macrocyclic phthalocyanine-based porous polymer was synthesized by a one pot “click” reaction between tetraazido- phthalocyanine and bisamine diethynylbenzene; the fi rst example of a phthalocyanine porous polymer used for CO2 adsorption. See Luis Echegoyen et al., J. Mater. Chem. A, 2015, 3, 10284. www.rsc.org/MaterialsA Registered charity number: 207890 Journal of Materials Chemistry A View Article Online PAPER View Journal | View Issue High and selective CO2 adsorption by a phthalocyanine nanoporous polymer† Cite this: J. Mater. Chem. A,2015,3, 10284 Venkata S. Pavan K. Neti,a Jun Wang,b Shuguang Dengb and Luis Echegoyen*a A rigid macrocyclic phthalocyanine-based porous polymer, CPP, was synthesized by a one pot “click” reaction between tetraazido-phthalocyanine and bisamine diethynylbenzene. This CPP is the first Received 23rd January 2015 example of a phthalocyanine porous polymer used for CO adsorption and it shows very high CO Accepted 19th March 2015 2 2 adsorption (15.7 wt% at 273 K/1 bar) and high selectivity for CO2/N2 (94) and for CO2/CH4 (12.8) at 273 DOI: 10.1039/c5ta00587f K/1 bar. The CPP exhibited a Brunauer–Emmett–Teller (BET) surface area of 579 m2 gÀ1 and high www.rsc.org/MaterialsA thermal stability up to 500 C, thus showing good potential for CO2 capture. 1. Introduction but have tunable pore sizes and surface areas similar to those of MOFs and COFs. -

Synthesizing Copper and Cobalt Phthalocyanines on the Basis of Coke�Plant Wastes A
ISSN 1068364X, Coke and Chemistry, 2012, Vol. 55, No. 5, pp. 179–183. © Allerton Press, Inc., 2012. Original Russian Text © A.V. Velichko, L.B. Pavlovich, L.A. Samigulina, 2012, published in Koks i Khimiya, 2012, No. 5, pp. 25–30. CHEMISTRY Synthesizing Copper and Cobalt Phthalocyanines on the Basis of CokePlant Wastes A. V. Velichkoa, L. B. Pavlovichb, and L. A. Samigulinab aZAO NauchnoProizvodstvennaya Kompaniya TERMO, Novokuznetsk, Kemerovo Oblast, Russia email: [email protected] bSiberian State Industrial University, Novokuznetsk, Kemerovo Oblast, Russia email: [email protected], [email protected] Received April 11, 2012 Abstract—The synthesis of copper and cobalt phthalocyanines from cokeplant waste—specifically, the pri mary distillation fraction from phthalic anhydride—has been developed. The introduction of this process in the phthalicanhydride shop at coke plants provides the opportunity for resource and energy conservation. DOI: 10.3103/S1068364X12050109 The conservation of energy and materials is espe highly selective. Accordingly, they are widely used for cially important for coke production. In coking, the removal of sulfur compounds from gas emissions unique aromatic hydrocarbons accumulate, but they [6] and the removal of mercaptans from petroleum are not extracted or utilized. The construction of coke fractions [7]. In addition, metal phthalocyanine pig batteries without equipment for trapping and process ments are important disperse organic dyes. They are ing the coking byproducts cannot be regarded as an stable with respect to light and the atmosphere, with environmentally acceptable approach. pure and bright coloration, universal in application, In the past, pyridines, phenols, indene, couma and resistant to chemical reagents [8]. rone, anthracene, carbazole, and other materials were Metal phthalocyanines are of particular interest for extracted from the coking byproducts, and highly use in microelectronic, electrochemical, and opto effective technologies were used for the production of electronic systems [9].