Composites with Natural Fibers and Conventional Materials Applied in a Hard Armor: a Comparison
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
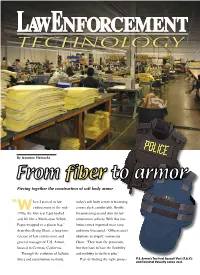
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -

Flyhawk M1A2 SEP Main Battle Tank 72Nd Scale Review
Background – the M1 Abrams: The M1 tank is named for former Army Chief of Staff General Creighton Abrams, commander of the US military forces in Vietnam from 1968 to 1972. Designed as a replacement for the M60 Patton tank, the first prototypes were developed by Chrysler and General Motors in 1976. As the new tank was to be turbine powered, the Chrysler prototype was chosen for production to take advantage of the company’s extensive experience with land based turbine powered vehicles. The tank entered service with the US Army as the M1 Abrams in 1980, with a total of 3,200 vehicles produced from 1979 to 1985. The multi-fuel turbine engine can run on diesel, kerosene, any grade of gasoline, and JP-4 and JP-8 jet fuel. The vehicle features composite armour, protection from nuclear, chemical, and biological weapons, and carries its ammunition in a special blow-out compartment that vents outboard to protect the crew. It is operated by a crew of four, weighs 68 tons, and can achieve 66 kmh. The main gun is the Royal Ordnance 105mm gun, produced under license. The vehicle can also be fitted with mine roller or mine plow attachments. The tank has been exported to Egypt, Kuwait, Saudi Arabia, Australia, and Iraq. Beginning in 1986, the tank was up-gunned to the Rheinmetall 120mm, also produced under license. Known as the M1A1, more than 5,000 of this variant were completed from 1986 to 1992. Review Copyright 2017 Robert G. Brown The M1A2 is an improved M1A1 and features a thermal viewer for the commander, GPS navigation equipment, digital controls and displays, and an improved fire control system. -

Denv S090015 Military Vehicle Protection.Qxd
Defence TNO | Knowledge for business Military vehicle protection Finding the best armour solutions circuit armour. All these current and future armours require constant and rigorous testing under fully controlled conditions. The Laboratory for Ballistic Research is a state of the art research facility of TNO and able to provide these conditions. New threats In today's scenarios, the threat to a military vehicle may come from any direction, including above and below. The crew of a military vehicle not only has to deal with more or less 'standard' fire from the enemy in front, but - more often than not - also with asymmetric threats like rocket-propelled grenades, explosively formed projectiles, mines and improvised explosive devices. The RPG7, for instance, is able to cut through 250 mm of armour steel. Falling prey to any of these threats, also known as a 'cheap kill', Developments in vehicle armour never stop. It's not just the nature of the is something that has to be avoided at all threat that is continually changing, but we also have to deal with new times. TNO uses its highly advanced resources and decades of expertise in armour trends in warfare, like lightweight armoured vehicles. For survival, today's research to help governments and and tomorrow's military vehicles will not only have to rely on armour, but manufacturers achieve their aim: the optimal e.g. also on mobility and manoeuvrability. TNO supports its clients - protection of military vehicles against the governments and manufacturers - in finding the best armour solutions for widest possible range of ballistic threats. -
Constructing a Heavy-List Gambeson Tips and Techniques
Constructing a Heavy-List Gambeson Tips and Techniques Lady Magdalena von Regensburg mka Marla Berry [email protected] July 16, 2005 An Historic Overview “Mail is tough but flexible; it resists a cutting sword-stroke but needs a padded or quilted undergarment as a shock absorber against a heavy blow.”1 Quilted garments were part of soldiers’ kits in varying forms and with varying names throughout most of the SCA timeline. As early as the late Roman/early Byzantine period there is documentation for quilted or padded coats called Zabai or Kabadia.2 Illuminations from Maciejowski Bible (circa 1250) show aketons or gambesons. “These terms seem to have been interchangeable but the weight of evidence From “Jonathan and his Armor- suggests that ‘aketon’ refers to garments worn under the mail while bearer Attack the Philistines,” gambesons were worn over or instead of it...The gambeson is often from the Maciejowski Bible, referred to in contemporary accounts as being worn by the common circa 1250. soldiery and, indeed, is part of the equipment required by the Assize of Arms of 1185 of Edward I of England.”3 Extant examples from the fourteenth century include the pourpoint of Charles de Blois (d. 1364) and the late fourteenth century jupon of Charles VI. Fifteenth century documents mention arming doublets and padded jacks. These garments were worn under maille, over maille, under plate, over plate, or on their own. Some were designed to encase maille or plate. “Infantry, as laid down in the Assize of Arms of 1182, often wore one of two types of gambeson. -
M a S T E R C a T a L
YOU’LL WEAR IT.TM MASTER CATALOG QUALITY | COMFORT | VALUE “” YOU’LL WEAR IT! STEPHEN ARMELLINO PRESIDENT, CEO THANK YOU FOR YOUR SERVICE. For more than 30 years, we at U.S. Armor have had the honor of outfitting the law enforcement and military communities with superior body armor and protective equipment. As former servicemen, officers or family members of both, myself and our dedicated team members take incredible pride and care in the design and construction of our armor and protective equipment. We are thankful for the opportunity to support you in serving us all. As you know, your armor is only effective if it’s worn and therefore, we have committed ourselves to producing the lightest, safest, and most dynamic armor. It is with your comfort and performance needs in mind that we select the most innovative, respected material suppliers and partners and seek to advance our offerings as applicable. While we solemnly ensure that our products are compliant with all applicable standards and requirements, our primary objective is to protect and support you, so you can focus on effectively doing your job. We thank you for your trust in us and in return, we promise to deliver superior body armor that you’ll comfortably wear. Sincerely, - STEPHEN ARMELLINO A HISTORY TO PROTECT U.S. ARMOR has provided superior body armor and He has taken his father’s protective products for more than three decades. Our designs into the 21st legacy dates back to Richard Armellino, Sr., father of century with U.S. Armor’s current U.S. -

HONEYCOMB in HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT by ADVAIT BHAT Bachelor of Science in Mechanical Engineering Un
HONEYCOMB IN HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT By ADVAIT BHAT Bachelor of Science in Mechanical Engineering University of Mumbai Mumbai, Maharashtra, India 2007 Master of Science in Mechanical and Aerospace Engineering Oklahoma State University Stillwater, Oklahoma 2009 Submitted to the Faculty of the Graduate College of the Oklahoma State University in partial fulfillment of the requirements for the Degree of DOCTOR OF PHILOSOPHY JULY 2015 HONEYCOMB IN HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT Dissertation approved: Dr. Jay C. Hanan Dissertation Adviser Dr. Sandip P. Harimkar Dr. Raman P. Singh Dr. Semra Peksoz Outside Committee Member ii ACKNOWLEDGEMENTS I thank financial support for this work by MetCel LLC and the Helmerich Research Center through grants to the Oklahoma State University Foundation. Funding from the Oklahoma Center for Advancement and Technology - Oklahoma Applied Research Support (OCAST-OARS Award Nos. AR12.-041, AR 131-037) and the National Science Foundation (NSF Award No: 1214985) was critical for the project success. I thank my adviser Dr. Jay Hanan for his guidance and supervision during the entire span of this project. I express my deepest gratitude for his continuous motivation and patience during my academic endeavor at Oklahoma State University. I thank my outside committee member Dr. Semra Peksoz for being my mentor on body armor and familiarizing me with their design principles and prevalent test procedures. I gratefully thank Dr. Raman Singh and Dr. Sandip Harimkar for being on my dissertation committee. I extended my appreciation to the personnel from DSM Dyneema, The Safariland group, US Shooting Academy, and Leading Technology Composites for their assistance on ballistic tests. -
Ballistic Protection: New Products and Developments
Ballistic protection: New products and developments In 2017, Teijin Aramid is launching two new ballistic protection products: Endumax Shield XF33, a plate solution for vehicles, vessels and body armor, and Twaron ComForte SB3, a highly flexible solution specifically developed for body armor products. In addition, Teijin Aramid’s Application Competence Center in Wuppertal, Germany, has increased its testing output by 83% over the past year. These developments will allow Teijin Aramid to continue providing a high level of service to its customers, offer a broader product portfolio, and maintain its competitive position in the global ballistic protection market. A unique focus on ballistic protection “For over 30 years, Teijin Aramid has been developing high-performance ballistic protection solutions that have saved countless lives,” says Manon Schuurmans, Business Department Manager Ballistics at Teijin Aramid. “During this time, we’ve built up a complete portfolio of both aramid and UHMW-PE based products and solutions for both personal protection and protective equipment. In addition, our technical team has developed extensive know-how and expertise in several specific ballistic application areas fo body armor, helmets, ground vehicle, vessels and aerospace. Thanks to our experience and state-of-the-art research and development facilities, Teijin Aramid is in a unique position Supported by high levels of technical expertise to address the market needs for ballistic protection.” “We wouldn’t have been able to launch our new products without our high levels of technical knowledge and high- New products: Endumax Shield XF33 and Twaron quality research facilities,” says Manon. “Specifically, our ComForte SB3 Application Competence Center in Wuppertal is “In 2017, we’re launching Endumax Shield XF33 and Twaron instrumental to driving our ballistic protection propositions. -

The Evolution of Armour Steel
May 26, 2021 Clad in Steel: The Evolution of Armour Steel A little over a century ago, the armed forces of the British Empire received a new type of land-based military vehicle. The British Admiralty led the vehicle’s development in the utmost secrecy. To justify the connection with the Royal Navy, the invention was called a “landship” in official documents. As the Admiralty also managed oil production and processing, it decided to codename this vehicle the “tank” to mislead adversaries. This name is still used for self-propelled tracked armoured combat vehicles. Nowadays, armed forces around the world have hundreds of different types of tanks and other self-propelled vehicles. A key feature that they share is an armoured hull made of specialty grade steel . This protects the crew and critical parts from bullets, shells and other devastating effects. Over the past 100 years, one of the main challenges for designers has been to reduce the weight of armoured vehicles while increasing the level of protection that they provide. Aside from products for military use, civilian applications for armoured vehicles have also been developed. At the beginning of the 20th century, steel plates were used to reinforce the carriages of royalty and high-ranking officials. Today, armoured vehicles are used by heads of state, businesspeople, sport stars and entertainers. They are also used by government agencies and security services, as well as by banks for cash collection and transportation. Below, we discuss what armour is, how these steels evolved, as well as the role that Ukraine played in these developments. -
Protective Armor Engineering Design
PROTECTIVE ARMOR ENGINEERING DESIGN PROTECTIVE ARMOR ENGINEERING DESIGN Magdi El Messiry Apple Academic Press Inc. Apple Academic Press Inc. 3333 Mistwell Crescent 1265 Goldenrod Circle NE Oakville, ON L6L 0A2 Palm Bay, Florida 32905 Canada USA USA © 2020 by Apple Academic Press, Inc. Exclusive worldwide distribution by CRC Press, a member of Taylor & Francis Group No claim to original U.S. Government works International Standard Book Number-13: 978-1-77188-787-8 (Hardcover) International Standard Book Number-13: 978-0-42905-723-6 (eBook) All rights reserved. No part of this work may be reprinted or reproduced or utilized in any form or by any electric, mechanical or other means, now known or hereafter invented, including photocopying and re- cording, or in any information storage or retrieval system, without permission in writing from the publish- er or its distributor, except in the case of brief excerpts or quotations for use in reviews or critical articles. This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission and sources are indicated. Copyright for individual articles remains with the authors as indicated. A wide variety of references are listed. Reasonable efforts have been made to publish reliable data and information, but the authors, editors, and the publisher cannot assume responsibility for the validity of all materials or the consequences of their use. The authors, editors, and the publisher have attempted to trace the copyright holders of all material reproduced in this publication and apologize to copyright holders if permission to publish in this form has not been obtained. -

Fighting Vehicle Technology
Fighting Vehicle Technology 41496_DSTA 60-77#150Q.indd 1 5/6/10 12:44 AM ABSTRACT Armoured vehicle technology has evolved ever since the first tanks appeared in World War One. The traditional Armoured Fighting Vehicle (AFV) design focuses on lethality, survivability and mobility. However, with the growing reliance on communications and command (C2) systems, there is an increased need for the AFV design to be integrated with the vehicle electronics, or vetronics. Vetronics has become a key component of the AFV’s effectiveness on the battlefield. An overview of the technology advances in these areas will be explored. In addition, the impact on the human aspect as a result of these C2 considerations will be covered. Tan Chuan-Yean Mok Shao Hong Vince Yew 41496_DSTA 60-77#150Q.indd 2 5/6/10 12:44 AM Fighting Vehicle Technology 62 and more advanced sub-systems will raise the INTRODUCTION question of how the modern crew is able to process and use the information effectively. On the modern battlefield, armies are moving towards Network-Centric Warfare TECHNOLOGIES IN AN (NCW). Forces no longer fight as individual entities but as part of a larger system. Each AFV entity becomes a node in a network where information can be shared, and firepower can Firepower be called upon request. AFVs are usually equipped with weapon Key to this network fighting capability is the stations for self-protection and the communications and command (C2) system. engagement of targets. Depending on By enabling each force to be plugged into the threat, some are equipped with pintle the C2 system, information can be shared mount systems for light weapons (e.g. -

International Journal of Intellectual Advancements and Research in Engineering Computations
www.ijiarec.com ISSN:2348 -2079 Volume-7 Issue-2 International Journal of Intellectual Advancements and Research in Engineering Computations Design and analysis of bullet proof jacket Muruganantham.S1, Sabarimoorthy.S2, Sivamani.D2, Vignesh.K2, Vikneshwaran.E2 1Assistant Professor, Department of Mechanical Engineering, Nandha Engineering College, Erode-52 2UG Students, Department of Mechanical Engineering, Nandha Engineering College, Erode-52 ABSTRACT A ballistic vest or bullet-resistant vest, often called a bulletproof vest, is an item of personal armor that helps absorb the impact and reduce or stop penetration to the body from firearm-fired projectiles and shrapnel from explosions, and is worm on the torso. Now-a-days the Indian Army using bullet proof jacket that weight‟s 15-18 kg and above. Also the design of jacket is straight and curve shaped structure. The straight shape structure will passes through the vibration full bullet proof plate. So its breaks when the bullet attacking for more vibration. So we are planned to change the design of the bullet proof jacket. Index words: Design, Vibration, Structure INTRODUCTION stop before it can completely penetrate the textile matrix. Some layers may be penetrated but as the Now-a-days India using bullet proof jacket is bullet deforms, the energy is absorbed by a larger made by Kevlar. The Kevlar have high impact and larger fiber area. some vests designed for strength compare to other material using bullet bullets offers less protection against blows with the proof vest and also its an composite material. The knights of the Middle Ages. However, with the vest is straight and curve shape structure. -

Armour As a Symbolic Form
Originalveröffentlichung in: Waffen-und Kostümkunde 26 (1984), Nr. 2, S. 77-96 Armour As a Symbolic Form By Zdzislaw Zygulski Jr. „It is perfectly possible to argue that some distinctive objects are made by the mind, and that these objects, while appearing to exist objectively, have only a fictional reality." E. W. Said, Orientalism, New York 1979 Somewhere in the remote past of mankind armour was born, its basic purpose being to protect the soft and vulnerable human body in combat. It is somewhat surprising that in the course of Darwinian evolution man lost his natural protective attributes, above all hair, and slowly became what is called, with some malice, ,,the naked ape". Very soon man the hunter adopted animal skins as his first dress and also as armour. The tradition of an armour of leather is very ancient and still lingers in the word ,,cuirass". Various natural substances such as hard wood, plant fibres, bones, hoofs, or even tusks were used to make the body protection more resistant, but as soon as metallurgy had been mastered metal became the supreme material for all kinds of weaponry, both offensive and defensive. Since a blow to the head was often lethal, special attention was paid to the pro tection of that principal part of the body: early bronze helmets of conical shape are represented in the Sume rian art as early as the third millennium B. C.l. The shield, a prehistoric invention, although detached from the body and movable, may also be considered as a kind of armour. In the course of centuries a great number of types of armour and innumerable actual specimens were crea ted.