Uranium Enrichment Processes Directed Self-Study Course! This Is the Fifth of Seven Modules Available in This Self-Study Course
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Behaviour of Polytetrafluoroethylene at High Pressure
THE BEHAVIOUR OF POLYTETRAFLUOROETHYLENE AT HIGH PRESSURE by Haroun Mahgerefteh A dissertation submitted to the University of London for the degree of Doctor of Philosophy Department of Chemical Engineering and Chemical Technology, Imperial College, London SW7 2BY. October 1984 If a man will begin with certainties, he shall end in doubts, but if he will be content to begin with doubts, he shall end in certainties. Robin Hyman TO MY PARENTS PREFACE This dissertation is a description of the work carried out in the Department of Chemical Engineering and Chemical Technology, Imperial College, London between October 1981 and October 1984. Except where acknowledged, the material presented is the original work of the author and includes nothing which is the outcome of work done in collaboration, and no part of it has been submitted for a degree at any other Univer sity. I am deeply indebted to Dr. Brian Briscoe for his excellent super vision during the course of my research. His help and guidance have been invaluable. It has been a pleasure to receive the help of many members of the Department, in particular Messrs. D. Wood and M. Dix of Electronics and Mr. B. Lucas of the Workshop. The help and support from all the members of my family especially my sister Deborah have been invaluable. I also thank Mrs. Joyce Burberry for patiently typing the manuscript. I gratefully acknowledge the support of the Science and Engineering Research Council and Imperial Chemical Industries PLC for the provision of a CASE studentship. Imperial College, H. Margerefteh -
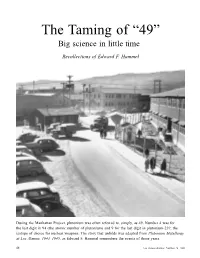
The Taming of “49” Big Science in Little Time
The Taming of “49” Big science in little time Recollections of Edward F. Hammel During the Manhattan Project, plutonium was often referred to, simply, as 49. Number 4 was for the last digit in 94 (the atomic number of plutonium) and 9 for the last digit in plutonium-239, the isotope of choice for nuclear weapons. The story that unfolds was adapted from Plutonium Metallurgy at Los Alamos, 1943–1945, as Edward F. Hammel remembers the events of those years. 48 Los Alamos Science Number 26 2000 The Taming of “49” he work in plutonium chemistry tion work was an inevitable conse- the metal could be fabricated into and metallurgy carried out at quence of the nuclear and physical satisfactory weapon components. TLos Alamos (Site Y) between research that was still to be conducted In addition, not until January 1944 1943 and 1945 had a somewhat contro- on the metal. It would clearly have did the first few milligrams of pile- versial history. The controversy was been inefficient and time consuming to produced plutonium arrive at Los about who was going to do what. ship small amounts of plutonium metal Alamos. The first 1-gram shipment At the time Los Alamos was being back to Chicago for repurification and arrived in February 1944, and quantity organized, most of the expertise in plu- refabrication into different sizes and shipments of plutonium did not begin to tonium chemistry resided at Berkeley, shapes for the next-scheduled nuclear arrive at Los Alamos until May 1945. where plutonium was discovered in physics experiment. From the outset, it was clear that the December 1940, and at the Met Lab in Minimizing the time spent to solve purification of plutonium was the most Chicago. -
Laser Isotope Separation (LIS), Technical and Economic
NASA TECHNICAL MEMORANDUM A STATUS OF PROGRESS FOR THL LASER lsofopE SEPARATION (11 SI PROCESS +tear 1976 NASA George C. Mdr~bdlSpace Flight Center Marshdl Space Fb$t Center, Alabama lLSFC - Form 3190 (Rev June 1971) REPORT STANDARD TITLE PACE I nEPMTn0. 3. RECIPIENT*$ CATILOC NO. NASA TM X-73345 10 TITLE UO SUTlTLt IS. REPORT DATE I September A st.tUaof for Iaser isotOpe ¶tian lS76 I Progress the (LIS) 6 PERFWYIIIG WGUIZATIO* CQOE George C. M8ralmll!3gam Flight Center I 1. COUTRUT OR am yo. I MarW Flight Center, Alabama 35812 Tecbnid Memormdum National Aemutics and Space Administration Washingtan, D.C. 20546 I I Prepared by Systems Aaalysis and Integration Iaboratory, Science and Engineering An overview of the various categories of the LE3 methodology is given together with illustrations showing a simplified version of the LIS tecbnique, an example of the two-phoiin photoionization category, and a diagram depicting how the energy levels of various isdope influence the LIS process. A&icatlons have been proposed for the LIS system which, in addition to the use to enrich uranium, could in themselves develop into programs of tremendous scope and breadth. Such applications as treatment of radioac '--ewastes from light-water nKzlear reactors, enriching the deuterlum isotope to make heavv-water, and enrlchhg tik light isotopes of such 17 KEt WORDS 18. DISTRIBUTION STATEMENT 5ECUQlTY CLASSIF. Ff thh PI*) 21 NO. OF PAbFS 22 PRICE Unclassified Unclassified I 20 NTIS PREFACE Since the publication of t& first Techid hiemomxitun (TM X-64947) on the Laser hotope Separation (LE)process in May 1975 [l], there bbeen a virtual explosion of available information on this process. -

Extensive Interest in Nuclear Fuel Cycle Technologies
Institute for Science and International Security ISIS REPORT March 19, 2012 Department 70 and the Physics Research Center: Extensive Interest in Nuclear Fuel Cycle Technologies By David Albright, Paul Brannan, Mark Gorwitz, and Andrew Ortendahl On February 23, 2012, ISIS released the report, The Physics Research Center and Iran’s Parallel Military Nuclear Program, in which ISIS evaluated a set of 1,600 telexes outlining a set of departments or buying centers of the former Physics Research Center (PHRC). These departments appeared to be purchasing a variety of goods for specific nuclear technologies, including gas centrifuges, uranium conversion, uranium exploration and perhaps mining, and heavy water production. Figure 1 is a list of the purposes of these departments. The telexes are evaluated in more depth in the February 23, 2012 ISIS report and support that, contrary to Iran’s statements to the International Atomic Energy Agency (IAEA), the PHRC ran a parallel military nuclear program in the 1990s. In the telexes, ISIS identified a department called Department 70 that is linked to the PHRC. This department tried to procure or obtained technical publications and reports from a document center, relevant know-how from suppliers, catalogues from suppliers about particular goods, and a mini- computer from the Digital Equipment Corporation. Department 70 appears to have had personnel highly knowledgeable about the existing literature on a variety of fuel cycle technologies, particularly gas centrifuges. Orders to a British document center reveal many technical publications about gas centrifuges, atomic laser isotope enrichment, the production of uranium compounds including uranium tetrafluoride and uranium hexafluoride (and precursors such as hydrofluoric acid), nuclear grade graphite, and the production of heavy water. -

Building 9731 – Secret City Festival’S Y-12 Public Tour Or: Building 9731 to Be Featured in Secret City Festival's Public Tour (Title Provided by the Oak Ridger)
Building 9731 – Secret City Festival’s Y-12 public tour Or: Building 9731 to be featured in Secret City Festival's public tour (title provided by The Oak Ridger) In March 1943 the very first structure to be completed at the newly emerging Y-12 Electromagnetic Separation Plant was Building 9731. It was only a little over a month earlier that ground had been broken for the first of nine major buildings designed to hold cautrons (CALifornia University Cyclotron). But the real push had been to complete the construction of a smaller building, one with a high bay and especially designed to house four very special units of newly designed equipment using huge magnets. The Alpha Calutron magnets stand well over 20 feet tall and are still standing there today―the only ones in the world! For the first time ever, the public will have a chance to see these huge magnets and will also be able to tour inside historic Building 9731. This historic event is a part of the Secret City Festival this year. On Saturday, June 19, 2010, from 9:00 AM to 4:00 PM, a major part of the Y-12 public tour will include Building 9731. The public will be allowed to see inside the historic structure and view the magnets of both the two Alpha and two Beta calutrons. These calutron magnets have been designated as Manhattan Project Signature Artifacts by the Depart- ment of Energy’s Federal Preservation Officer in the DOE Office of History and Heritage Resources. The building is being submitted for Historical Landmark status on the National Register of Historic Places. -
Fleming Vs. Florey: It All Comes Down to the Mold Kristin Hess La Salle University
The Histories Volume 2 | Issue 1 Article 3 Fleming vs. Florey: It All Comes Down to the Mold Kristin Hess La Salle University Follow this and additional works at: https://digitalcommons.lasalle.edu/the_histories Part of the History Commons Recommended Citation Hess, Kristin () "Fleming vs. Florey: It All Comes Down to the Mold," The Histories: Vol. 2 : Iss. 1 , Article 3. Available at: https://digitalcommons.lasalle.edu/the_histories/vol2/iss1/3 This Paper is brought to you for free and open access by the Scholarship at La Salle University Digital Commons. It has been accepted for inclusion in The iH stories by an authorized editor of La Salle University Digital Commons. For more information, please contact [email protected]. The Histories, Vol 2, No. 1 Page 3 Fleming vs. Florey: It All Comes Down to the Mold Kristen Hess Without penicillin, the world as it is known today would not exist. Simple infections, earaches, menial operations, and diseases, like syphilis and pneumonia, would possibly all end fatally, shortening the life expectancy of the population, affecting everything from family-size and marriage to retirement plans and insurance policies. So how did this “wonder drug” come into existence and who is behind the development of penicillin? The majority of the population has heard the “Eureka!” story of Alexander Fleming and his famous petri dish with the unusual mold growth, Penicillium notatum. Very few realize that there are not only different variations of the Fleming discovery but that there are also other people who were vitally important to the development of penicillin as an effective drug. -

The Younger Oppenheimer
Vol 461|24 September 2009 BOOKS & ARTS The younger Oppenheimer Frank Oppenheimer founded the San Francisco Exploratorium: his charisma and passion for science education made him as influential, if not as famous, as his brother, explains Robert Crease. Something Incredibly Wonderful Happens: Frank Oppenheimer and the World He Made Up by K. C. Cole Houghton Mifflin Harcourt: 2009. 416 pp. $27 Alfred Russel Wallace wrote that Charles Darwin never lost “the restless curiosity of the child”. One could say the same of the experimental physicist and educator Frank Oppenheimer (1912–1985), younger brother of theoretical physicist J. Robert Oppenheimer, whose life has been far more documented. Like Robert, Frank was involved in leftist politics in ways that damaged his career; unlike Robert, Frank’s relentless enthusiasm allowed him to forge a dramatic comeback. His masterpiece was the San Francisco Exploratorium in Cali- fornia, through which he influenced the lives of countless people. K. C. Cole, a journalism professor at the University of Southern California in Los Angeles, is one of those people. In the early 1970s, the magazine Saturday Review assigned the fledgling writer — who says she had “no interest in science whatsoever” and thought an accelerator was a gas pedal — to cover Frank Oppenheimer brought a “rancher’s aesthetic” to the Exploratorium science museum. the Exploratorium. She was transformed by meeting Frank, who struck her as “a kind of years, relying on familiar sources of some- a neighbour telling her of how Frank once Yoda” and helped to launch her career as a times doubtful reliability. She does not explore became incensed by a cow’s refusal to enter a science writer. -

Cave Archaeology and the NSS: 1941–2006
George Crothers, P. Willey, and Patty Jo Watson – Cave archaeology and the NSS: 1941–2006. Journal of Cave and Karst Studies, v. 69, no. 1, p. 27–34. CAVE ARCHAEOLOGY AND THE NSS: 1941–2006 GEORGE CROTHERS1,P.WILLEY2, AND PATTY JO WATSON3 Abstract: Like most other branches of speleology, cave archaeology in the U.S. grew and developed significantly during the mid to late twentieth century. Originally viewed as marginal to mainstream Americanist archaeology, pursuit of prehistoric and historic archaeology underground is now widely accepted as making valuable contributions to knowledge of human past. The National Speleological Society played a central role in that development and continues to do so. We outline the establishment and growth of cave archaeology in North America, with special emphasis on relations between the NSS and archaeology performed in dark zone, deep cave interiors. INTRODUCTION 1920s and 1930s by ‘‘the Caveman,’’ as Neville was often called. The NSS has directly participated in cave archaeology Despite interest in cave archaeology within the NSS through cooperation, education, and conservation. Mem- governance and some portion of the membership during bers of the Society have made notable contributions to the the first few decades after the organization was formed, science by reporting the location of archaeological sites, systematic, long-term archaeological research by pro- participating in their investigation, and by equipping fessional archaeologists in the dark zones of big caves in scientists with the techniques and technology needed to the Americas did not get underway until the 1960s. There work safely in the cave environment (Damon, 1991, p. -
4. Particle Generators/Accelerators
Joint innovative training and teaching/ learning program in enhancing development and transfer knowledge of application of ionizing radiation in materials processing 4. Particle Generators/Accelerators Diana Adlienė Department of Physics Kaunas University of Technolog y Joint innovative training and teaching/ learning program in enhancing development and transfer knowledge of application of ionizing radiation in materials processing This project has been funded with support from the European Commission. This publication reflects the views only of the author. Polish National Agency and the Commission cannot be held responsible for any use which may be made of the information contained therein. Date: Oct. 2017 DISCLAIMER This presentation contains some information addapted from open access education and training materials provided by IAEA TABLE OF CONTENTS 1. Introduction 2. X-ray machines 3. Particle generators/accelerators 4. Types of industrial irradiators The best accelerator in the universe… INTRODUCTION • Naturally occurring radioactive sources: – Up to 5 MeV Alpha’s (helium nuclei) – Up to 3 MeV Beta particles (electrons) • Natural sources are difficult to maintain, their applications are limited: – Chemical processing: purity, messy, and expensive; – Low intensity; – Poor geometry; – Uncontrolled energies, usually very broad Artificial sources (beams) are requested! INTRODUCTION • Beams of accelerated particles can be used to produce beams of secondary particles: Photons (x-rays, gamma-rays, visible light) are generated from beams -
Current & Future Uranium Enrichment Technologies
The History of the Gas Centrifuge and Its Role in Nuclear Proliferation Houston Wood, Professor Mechanical & Aerospace Engineering University of Virginia Presented at Wilson Center Washington, D.C. January 20, 2010 Early Days • Isotopes were discovered in early 1900’s. • Centrifuge separation of isotopes first suggested by Lindemann and Aston (1919) • Chapman, Mulliken, Harkens and others tried unsuccessful experiments. • First successful experiments at UVA in 1934 by Prof. Jesse Beams with isotopes of Chlorine. • Attempts to use centrifuges in Manhattan project were unsuccessful. 20 January 2010 Houston Wood Professor Jesse W. Beams University of Virginia 1898 - 1977 20 January 2010 Houston Wood Early Days at UVA • Work on centrifuges during Manhattan project had a number of failures. • Project was terminated. • Concern over potential competition from German centrifuges led AEC to restart work at UVA in 1955 under guidance of A.R. Kulthau. 20 January 2010 Houston Wood Meanwhile in Europe • German research was being led by Konrad Beyerle in Göttingen and Wilhelm Groth at University of Bonn • Research in the Netherlands was being directed by Jacob Kistemaker. 20 January 2010 Houston Wood USSR • At the end of WWII, Soviets took many POWs from Germany. • They started effort to develop nuclear weapons. • Organization at Sinop: – Von Ardenne – Electromagnetic Separation – Thiessen – Gaseous Diffusion – Steenbeck Group – Included Centrifuge 20 January 2010 Houston Wood USSR (cont’d) • Competition between gaseous diffusion and gas centrifuge. • Reputed problems with GD enriching to weapons grade level. • Centrifuge considered for “topping off.” • Competition for long rotor vs. short rotor. • Steenbeck group transferred from Sinop to Kirov plant in Leningrad (~1951). -

Signal to Background
signal to background Tevatron sets world record; the most productive age for research; numbers: Pierre Auger Observatory; bicycle networks; keeping computers cool; opera review: Doctor Atomic. 160 Collider Run II Peak Luminosity 140 (x1030 cm-2sec-1) 120 100 80 60 40 20 0 2 3 4 5 Jun 2002 Jun 2003 Jun 2004 Jun 2005 Dec 200 Dec 200 Dec 200 Dec 200 A bright machine to produce than protons, and date of publication of the top The Fermilab Tevatron achieved the Tevatron operates at a 25 theoretical papers from the a world-record peak lumi- much higher collision energy spires all-time top-cited list. nosity, or brightness, in colliding of 1960 GeV. The Tevatron Included are the 29 authors protons and antiprotons on record is tied to the startup of whose ages are in the database. October 4, 2005. The luminosity a new technique to cool anti- Some appear more than once Photo: Reidar Hahn, Fermilab of 141x1030 cm-2sec-1 is about proton beams, which makes as authors on multiple papers. four times the luminosity the beams more concentrated. Half the authors were 32 achieved three years ago, and Kurt Riesselmann or younger when they published more is expected to come. their famous papers. The chart To maximize the potential Don’t cite anybody shows that the most frequent for scientific discovery, accel- over 30? ages are 29 and 30. In fact, erator experts improve and A common assertion is that almost half the ages are con- tune their machines to produce the best work in physics is centrated around the window the largest number of colli- done by people who are under of 29-30. -

Installation of the Cyclotron Based Clinical Neutron Therapy System in Seattle
Proceedings of the Tenth International Conference on Cyclotrons and their Applications, East Lansing, Michigan, USA INSTALLATION OF THE CYCLOTRON BASED CLINICAL NEUTRON THERAPY SYSTEM IN SEATTLE R. Risler, J. Eenmaa, J. Jacky, I. Kalet, and P. Wootton Medical Radiation Physics RC-08, University of Washington, Seattle ~ 98195, USA S. Lindbaeck Instrument AB Scanditronix, Uppsala, Sweden Sumnary radiation areas is via sliding shielding doors rather than a maze, mai nl y to save space. For the same reason A cyclotron facility has been built for cancer a single door is used to alternately close one or the treatment with fast neutrons. 50.5 MeV protons from a other therapy room. All power supplies and the control conventional, positive ion cyclotron are used to b0m computer are located on the second floor, above the bard a semi-thick Beryllium target located 150 am from maintenance area. The cooler room contains a heat the treatment site. Two treatment rooms are available, exchanger and other refrigeration equipment. Not shown one with a fixed horizontal beam and one with an iso in the diagram is the cooling tower located in another centric gantry capable of 360 degree rotation. In part of the building. Also not shown is the hot lab addition 33 51 MeV protons and 16.5 - 25.5 MeV now under construction an an area adjacent to the deuterons are generated for isotope production inside cyclotron vault. It will be used to process radio the cyclotron vault. The control computer is also used isotopes produced at a target station in the vault. to record and verify treatment parameters for indi vidual patients and to set up and monitor the actual radiation treatment.