The Merits of Varying Forms of Mass Timber Products for Offsite and Modular Construction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TIMBER CITY | WOOD TOWERS Mid-Rise and High-Rise Construction in Wood
timber frame connection with structural timber in-fill panel TIMBER CITY | WOOD TOWERS mid-rise and high-rise construction in wood EMERGING PROFESSIONALS TRAVEL SCHOLARSHIP | JOE MAYO 2 OPPOSITE PAGE: “On the Spring Boards and in the Undercut. Washington bolt cutter and daughters, 1905.” by Darrius Kinsey INTRODUCTION In 1905 a small shop in the St. Laminated Timber and Brettstapel A/E firms in Europe have overcome John’s district of Portland, Oregon construction have been used to the structural and life-safety issues prepared for the World’s Fair in exploit the full potential of wood that limit height and areas of wood honor of the 100th anniversary as a construction material. buildings. Codes are being re- of Lewis and Clark’s expedition. written and new products are being Gustav Carlson, the shop’s owner, The United States, however, developed. I believe now is the decided to laminate Northwest has lagged behind as Europe time to learn from the experience of softwoods into a panel, which continues to innovate and push these firms and become innovators he called “3-ply veneer work.” the potential of wood construction ourselves. Researching modern The product, a precursor of our in larger buildings. mid-rise and high-rise wood modern plywood panel, sparked buildings and their technologies is a considerable interest at the fair, In the Northwest wood is our natural choice for Seattle, and this is and soon after an industry was vernacular. Wood is an extension what I propose to do. born 1. of our forests and our forests are an extension of us. -

Eco-Minimalism Getting the Priorities Right
Cover story Eco-minimalism getting the priorities right This article came about as the result of two separate thinkpieces echnology is often applied unthink- being developed simul- ingly or inappropriately, and suddenly T our patch is awash with it. Albert The Granada House - Built in 1975 as the taneously by each Einstein said: “Things should be as simple focus of a television series “House for the Future” - With 13 programmes @ one as possible - but no simpler." of the authors. Both technology a week, the house ended up It is so much easier to sell a product looking like a Christmas tree. The solar of them have a long than a process. Never mind the science roof contributed 2% to the annual energy - let’s cut straight to the technology. So input - with heat recovery from the cooker track record of living outstripping everything else - because as well as having the usual carpetbag- the building was superinsulated. (Howard and working with green gers out with their one-size-fits-all, old Liddell was a consultant to the programme products and technologies - re-sprayed and worked on the house with the TV team. design and technology Architect Don Wilson). green, we also have a new bag of goodies and are confronted in that urgently we should start to question. Technical fixes their daily business with Not least because those now interested The most prevalent current eco-clichéd what they have come in behaving more sustainably, who we technology is the photovoltaic. As far as would wish to influence, are daunted and we have been able to establish (after some to see as a number confused in equal measure by the perceived considerable delving and seeking of inde- of ‘eco-clichés’ which complication of something which, although pendent advice) the best available and non complex, should remain inherently clear and partisan estimate of financial payback is 50 can get in the way of simple - Ecological Design and Sustainable years, (does this take into account the pv good, efficient and Construction. -

Softwoods in Construction
Welsh Softwoods in Construction Wales Forest Business Partnership Unit 6, Dyfi Eco Park, Machynlleth, Powys SY20 8AX Telephone: 0845 456 0342 Fax: 01654 700050 Email:[email protected] woodknowledge www.wfbp.co.uk WALES Welsh Softwoods in Construction woodknowledge WALES Woodknowledge Wales would like to acknowledge the cooperation of Conwy Rural Partnership (and in particular Stuart Whitfield) in the creation of this document. Some of the content was originally written for the 'Development of a Conwy Sustainable Building System' report commissioned by the Conwy Cynhaliol project, funded through the Rural Development Plan which is financed by the EU and Welsh Government. Contents 1. Executive Summary 1 2. Introduction and background 2 2.1 Strength grading of softwoods grown in Wales 3 2.2 Welsh timber for cladding 5 2.3 Types of timber construction system/elements 6 2.4 Thermal performance of timber frame constructions 6 2.5 Construction standards in Wales 7 3. A taxonomy of timber wall systems 7 3.1 Post and beam 7 3.2 Engineered box beam system - Ty Unnos 10 3.3 Open panel or platform construction 11 3.3.1 Mainstream adoption of larger scale open panel timber frame 12 3.3.2 Open panel using I beams 13 3.4 Wall cassettes using engineered web beams 14 3.5 Open panel twin-wall construction 14 3.6 Closed panel construction 16 3.6.1 Glulam and straw bale closed panel; the Modcell system 18 3.6.2 Structural insulated panels (SIPS) 19 3.7 Solid wood panels 20 3.7.1 Brettstapel/Dowellam 20 3.8 Non-framed wood construction 22 3.8.1 Durisol woodfibre blocks 22 4. -

Brettstapel Panels: In-Plane Strength and Stiffness
Brettstapel panels: in-plane strength and stiffness Student: Ben Sochacki Supervisor: Professor Richard Harris Department of Architecture and Civil Engineering University of Bath 2014 AR30315 MEng Dissertation Acknowledgements I would like to thank Richard Harris for his guidance and supervision throughout this dissertation project. Thanks also to Dainis Dauksta, of Woodknowledge Wales, for his support and advice during this research. I would like to thank all of the laboratory staff at the University of Bath for their assistance with specimen preparation and testing. A special thanks extends to my family and friends for their continuous support during my time at University. Ben Sochacki, 2014 Abstract Brettstapel panels are an increasingly popular form of mass timber panel that has been pioneered by European countries particularly Germany, Austria and Switzerland. The panels are completely free of adhesives and metallic fasteners which boosts recyclability over alternatives such as cross- laminated timber. This has made them popular in the design of sustainable and environmentally- friendly construction projects. A general lack of knowledge in the UK of the behaviour of these panels, in particular how they resist in-plane forces, has led to conservative and potentially over- precautious design detailing to reinforce the panel. The aim of this study was to gauge whether the addition of this reinforcement, often in the form of sheet timber such as orientated strand board fixed to the external face, is necessary and assess potential methods for improving the in-plane capacity of a panel. The behaviour of the dowels in a Brettstapel panel is assumed to be integral to its performance. -

Briefing Paper 06 Timber Supply Chain Reva
March 2013 NRP Enterprise Centre - The use of local timber materials Malachy McNamara, Structural Engineer Associate, BDP; Jennifer Hardi, Business Innovation Manager, Centre for the Built Environment Briefing Paper 06 The Project This briefing paper describes the use of timber materials in the development of the new Norwich Research Park Enterprise Centre at the University of East Anglia (UEA). It aims to share the knowledge and challenges at the early stage of this project in the use of timber materials and for appointing local supply chain for this project. The University’s aim is for the building to have an ultra low embodied carbon, specified using local sustainable materials incorporating renewables energy incorporated and designed to meet 100 years design life. The project also aims to achieve BREEAM Outstanding and Passivhaus certification. For detailed overview of the NRP Enterprise Centre project, please refer to our Briefing Paper 01: Norwich Research Park Enterprise Centre – an Exemplar Low Carbon Building at the University of East Anglia. The building is designed to be constructed from a hybrid glulam, Brettstapel and Larsen truss structure, using local timber acquired from the East Anglian region (such as Thetford forest); a rammed chalk lecture theatre; and East Anglian grown hemp insulation throughout. The use of these local materials is to promote activity in the regional timber supply chain and decrease life cycle carbon emissions. BDP’s role in NRP Enterprise Centre BDP provided the structural engineering services for the NRP Enterprise Centre project. Having worked on a range of education and low carbon projects they provided a good starting point for this project. -

Brettstapel Brettstapel Production in Other Parts of the World; Adapting Techniques for Utilisation of Homegrown Timbers in Britain
woodknowledge WALES Brettstapel Brettstapel production in other parts of the world; adapting techniques for utilisation of homegrown timbers in Britain Our thanks to Dainis Dauksta who researched and wrote this report on behalf of Woodknowledge Wales Front cover image: The e3 Brettstapel apartment building in Berlin (image courtesy of Kaden + Klingbeil) Contents 1. Executive summary 1 2. Introduction 2 3. Brettstapel precursors and similar techniques 3 3.1 Fire resisting floors 3 3.2 American grain elevators 4 3.3 American heavy decking 5 3.4 Stresslam 5 3.5 The Rouen and Le Havre railway bridge 6 4. British examples of Brettstapel structures 6 5. Brettstapel characteristics 7 5.1 Utilising larch 7 5.2 Describing suitable timbers for production 8 5.3 Design of lamellae 9 5.4 Production of lamellae 9 5.5 Assembling panels 10 6. Timber properties 11 6.1 Utilising British timbers 12 6.2 Drying British timbers 12 6.3 Specifying moisture content 14 6.4 Species for lamellae 15 6.5 Panel production and length availability 16 7. Dowels 16 7.1 Racking strength of panels 18 8. Bench production and drilling rigs 18 9. Gun drills and augers 20 10. Thomas Sohm’s patent application 21 11. Conclusion 22 Bibliography 24 1. Executive summary Although the term Brettstapel was created in the 1970s there are many historical precedents to this method of creating solid timber structural panels by joining parallel lamellae together using wooden or metal dowels. Brettstapel panels are one of the most structurally efficient methods for creating solid shear walls and floor diaphragms in timber. -

GAIA International Table of Contents 1
Prequalification entry: GAIA International Table of Contents 1 APPLICATION CONTENTS Page GAIA INTERNATIONAL AND ASSOCIATES 2 About GAIA International We submit herewith our entry for prequalification for 3 Four keywords competition projects of Norwegian Wood, Stavanger, nos. 4 Gaia International - Norway 5.2, 5.3, 5.4, 5.5, 5.6 and 5.8, see page 8. 5 Gaia International - Germany 6 Gaia International - Finland We are a pluridisciplinary team comprising architecture and 7 Gaia International - Scotland engineering practices in Norway and several other 8 List of projects we are applying for European countries. For this reason, we submit our 9 Interdisciplinary competence prequalification document in English. 12 Documentation, projects and competence 13 Massive timber, multistorey housing We wish to specify here that the primary coordination and 19 Timber housing formal responsibility is to be with GAIA Oslo AS and 21 Student and utrban apartments ProPlan AS – see attached accreditation (tiltaksklasse), tax, 22 Energy and HMS clearances etc. 23 Low dense housing 26 Schools and kindergartens For questions please contact GAIA Oslo AS at the address 30 Design for all - Universal Design given on page 47, or contact direct to architect MNAL Chris 31 Design for all - Healthy Materials Butters, [email protected], tel. 99 36 09 76. 32 Design for all - Indoor climate 34 Site ecology, water, landscape With our best regards, 36 Research and development GAIA International and Associates 38 Annexes: formal papers 43 CVs Oslo, 10th March 2006. 49 English translations GAIA International Norwegian Wood Stavanger - prequalification 2006 About GAIA International 2 The team of GAIA International and Associates The team of GAIA International comprises experts in the field of sustainable architecture, planning, engineering and construction from several countries, including GAIA Norway and associates in Oslo –Germany –Finland –Scotland. -

Consumes Lots of Timber
CLT Cross Laminated Timber or Consumes Lots of Timber …a challenging perspective on whether we should be using our only renewable construction material with more care – focusing on value engineering, design efficiency and lessons to be learnt from the steel and concrete industries. [email protected] Content • Is solid a problem? • CLT structural efficiency • Steel & Concrete • Options for CLT • Conclusions “The best friend of man is the tree. When we use the tree respectfully and economically, we have one of the greatest resources on the earth” Frank Lloyd Wright Is solid a problem? No – our forests are growing faster than we harvest In the EU we only harvest about two thirds of annual growth. Nearly 200 million m3 of wood is added to our forests each year. Is solid a problem? No – our forests are growing faster than we harvest Yes – we can build more with less timber using stud A CLT building uses about 0.30m3 of timber for every m2 of floor area provided. A timber stud and cassette building uses about 0.15m3 of timber for every m2 of floor area provided. Is solid a problem? No – our forests are growing faster than we harvest Yes – we can build more with less timber using stud No – enhanced robustness, fire and acoustic performance …but how do we put a value to this? Is solid a problem? No – our forests are growing faster than we harvest Yes – we can build more with less timber using stud No – enhanced robustness, fire and acoustic performance Yes – it is an imported product Subject to fluctuations in the exchange rate. -
Scaling Low-Carbon Construction Materials
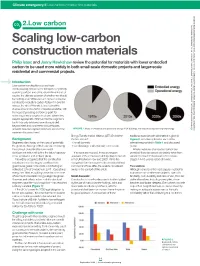
OpinionClimate emergencyPlanning application Low-carbon procedures construction materials 2.Low carbon Scaling low-carbon construction materials Philip Isaac and Jonny Hawkshaw review the potential for materials with lower embodied carbon to be used more widely in both small-scale domestic projects and larger-scale residential and commercial projects. Introduction Low-carbon construction is a vast topic encompassing procurement, transport, recyclability, operating carbon, end of life, refurbishment and, of course, the ultimate question of whether we should be building at all. While we can’t hope to solve the construction industry’s carbon footprint in one fell swoop, the aim of this article is to look at the diverse array of low-carbon materials available, with the hope of providing a reference point for scheming at early stages of a project where they may be appropriate. If it’s true that the engineer’s toolkit has only (relatively) recently expanded beyond steel and concrete to include timber, REPRINTED FROM RESOUR., CONSERV. RECY., 140, ORR J., DREWNIOK M.P., WALKER I. ET AL., MINIMISING ENERGY IN WALKER 140, ORR J., DREWNIOK M.P., RECY., REPRINTED FROM RESOUR., CONSERV. ìFIGURE 1: Share of embodied and operational energy in UK buildings, with size of pie representing total energy2 should it now also expand to include some of the 125–136, COPYRIGHT 2019, WITH PERMISSION FROM ELSEVIER EFFICIENCY, CONSTRUCTION: PRACTITIONERS’ VIEWS ON MATERIAL materials discussed here? Energy Transformation Initiative (LETI) Embodied traditional materials with alternatives is given in Background Carbon Primer5: Figure 2, with descriptions for each of the Engineers stand today on the cusp of potentially Ò| small domestic alternatives provided in Table 1 and discussed the greatest challenge of their careers: embracing Ò| medium/large residential and commercial. -

Softwoods in Construction
Welsh Softwoods in Construction Wales Forest Business Partnership Unit 6, Dyfi Eco Park, Machynlleth, Powys SY20 8AX Telephone: 0845 456 0342 Fax: 01654 700050 Email:[email protected] woodknowledge www.wfbp.co.uk WALES Welsh Softwoods in Construction woodknowledge WALES Woodknowledge Wales would like to acknowledge the cooperation of Conwy Rural Partnership (and in particular Stuart Whitfield) in the creation of this document. Some of the content was originally written for the 'Development of a Conwy Sustainable Building System' report commissioned by the Conwy Cynhaliol project, funded through the Rural Development Plan which is financed by the EU and Welsh Government. Contents 1. Executive Summary 1 2. Introduction and background 2 2.1 Strength grading of softwoods grown in Wales 3 2.2 Welsh timber for cladding 5 2.3 Types of timber construction system/elements 6 2.4 Thermal performance of timber frame constructions 6 2.5 Construction standards in Wales 7 3. A taxonomy of timber wall systems 7 3.1 Post and beam 7 3.2 Engineered box beam system - Ty Unnos 10 3.3 Open panel or platform construction 11 3.3.1 Mainstream adoption of larger scale open panel timber frame 12 3.3.2 Open panel using I beams 13 3.4 Wall cassettes using engineered web beams 14 3.5 Open panel twin-wall construction 14 3.6 Closed panel construction 16 3.6.1 Glulam and straw bale closed panel; the Modcell system 18 3.6.2 Structural insulated panels (SIPS) 19 3.7 Solid wood panels 20 3.7.1 Brettstapel/Dowellam 20 3.8 Non-framed wood construction 22 3.8.1 Durisol woodfibre blocks 22 4. -
School Design
A Client's Guide to Sustainable Offices Gaia Research The documents have been developed with the support of the Scottish Executive through the 'Sust.: The Lighthouse on Sustainability' Campaign. Gaia Research would like to express its gratitude to all those who kindly provided case study material and to Gaia Architects for their generous in-kind contributions of time and expertise. Every effort has been made to credit source material. Illustrationss: Cover: Dyfi Eco-Park, Wales, Architects: Peter Holden Architects, photo courtesy Peter Holden Architects Section 1: PRISMA, Nuremburg, Architects: Joachim Eble Architects, photo courtesy Joachim Eble Architects Section 2: Glencoe Visitor Centre, Glencoe, Architects: Gaia Architects, photo courtesy of Gaia Architects Section 3: BRE Environmental Building, Architects: Fielden Clegg Bradley, photo courtesy of Fielden Clegg Bradley Section 4: NMB Bank Section 5: Gateway 2 Glossary available at www.gaiagroup.org/Research/glossary © Copyright - Gaia Research 2004 ISBN 1-904680-09-07 Published by Gaia Research Gaia Research The Monastery Hart Street Lane Edinburgh EH1 3RG 0131 558 7227 [email protected] Also available at www.GaiaGroup.org Discussion forum at http://www.gaiagroup.org/Research/forums/ A Client's Guide to Sustainable Offices - a draft for development " healthy workplaces have done more to boost productivity than all the bandwidth in the world'" Pape 2003 Gaia Research 2004 CONTENTS SECTION 1 INTRODUCTION 1 SECTION 2 PRINCIPLES OF SUSTAINABLE OFFICE 5 DESIGN What is sustainable -
Structural Behaviour of Lateral Load-Carrying Capacity of Timber Frame Walls Filled with Hemp Concrete : Experimental Study and Numerical Analysis Husam Wadi
Structural behaviour of lateral load-carrying capacity of timber frame walls filled with hemp concrete : experimental study and numerical analysis Husam Wadi To cite this version: Husam Wadi. Structural behaviour of lateral load-carrying capacity of timber frame walls filled with hemp concrete : experimental study and numerical analysis. Civil Engineering. Université Clermont Auvergne, 2019. English. NNT : 2019CLFAC038. tel-02460691 HAL Id: tel-02460691 https://tel.archives-ouvertes.fr/tel-02460691 Submitted on 30 Jan 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Année 2019 UNIVERSITE CLERMONT AUVERGNE ECOLE DOCTORALE SCIENCES POUR L’INGENIEUR DE CLERMONT FERRAND THESE Présentée par: Husam WADI Pour obtenir le grade de: DOCTEUR DE L’UNIVERSITE Spécialité: Génie Civil Structural behaviour of lateral load-carrying capacity of timber frame walls filled with hemp concrete: Experimental study and numerical analysis. Thèse soutenue publiquement le 26 avril 2019 devant le jury: M. Mohammed SONEBI Rapporteur Queen’s University Belfast (UK) M. Thibaut LECOMPTE Rapporteur Université de Bretagne-Sud M. Olivier PLE Examinateur Université Savoie Mont Blanc Mme. Sandrine MARCEAU Examinatrice Université Paris-Est- IFSTTAR M. Sofiane AMZIANE Directeur de thèse Université Clermont Auvergne M.