Building a Better
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Combining Super-Resolution Microscopy with Neuronal Network Recording Using Magnesium Fuoride Thin Flms As Cover Layer for Multi-Electrode Array Technology L
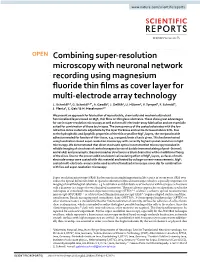
www.nature.com/scientificreports OPEN Combining super-resolution microscopy with neuronal network recording using magnesium fuoride thin flms as cover layer for multi-electrode array technology L. Schmidl1,6, G. Schmidl2,6*, A. Gawlik2, J. Dellith2, U. Hübner2, V. Tympel3, F. Schmidl4, J. Plentz2, C. Geis1 & H. Haselmann1,5 We present an approach for fabrication of reproducible, chemically and mechanically robust functionalized layers based on MgF2 thin flms on thin glass substrates. These show great advantages for use in super-resolution microscopy as well as for multi-electrode-array fabrication and are especially suited for combination of these techniques. The transparency of the coated substrates with the low refractive index material is adjustable by the layer thickness and can be increased above 92%. Due to the hydrophobic and lipophilic properties of the thin crystalline MgF2 layers, the temporal stable adhesion needed for fxation of thin tissue, e.g. cryogenic brain slices is given. This has been tested using localization-based super-resolution microscopy with currently highest spatial resolution in light microscopy. We demonstrated that direct stochastic optical reconstruction microscopy revealed in reliable imaging of structures of central synapses by use of double immunostaining of post- (homer1 and GluA2) and presynaptic (bassoon) marker structure in a 10 µm brain slice without additional fxing of the slices. Due to the proven additional electrical insulating efect of MgF2 layers, surfaces of multi- electrode-arrays were coated with this material and tested by voltage-current-measurements. MgF2 coated multi-electrode-arrays can be used as a functionalized microscope cover slip for combination with live-cell super-resolution microscopy. -

Magnesium Fluoride (Mgf2)
Magnesium Fluoride (MgF2) THOMAS M. COTTER, MICHAEL E. THOMAS, and WILLIAM J. TROPF Applied Physics Laboratory The Johns Hopkins University Laurel, Maryland Magnesium fluoride is a tetragonal material with TiO2 (rutile) structure. The space group is D 4h14 or P42/mnm. The unit cell contains two formula units (six atoms). Dimensions of the cell (at 27 ~ are 0.4623 nm along the a axis and 0.3052 nm along the c axis [1, also see 2]. Theoretical density is 3.177 g/cm 3 and melting point is 1528 _+ 3 K [2]. A melting point of 1543 K is also reported [3]. Magnesium ions occupy octahedral sites with Dzh point symmetry. Six fluorine ions at sites with Czv symmetry surround each magnesium ion. Fluorine-ion positions in the unit cell are known from X-ray diffraction measurements [1, 2]. A wide transparency range from 0.12 to 8 ~tm [2], good mechanical properties, and low optical index of refraction make magnesium fluoride a desirable material for coatings and interference filters. MgF2 is a positive uniaxial material, with its highest birefringence in the UV. Except for lithium fluoride, MgF2 has the shortest wavelength cutoff of any common optical material. Magnesium fluoride occurs naturally as the mineral selliate [3]. Single-crystal MgF2 [3, 4] is widely used for windows, lenses, polarizers, and other optical components. Optical-quality, hot-pressed polycrystalline MgF2 is also used for optical components, particularly in the infrared. IRTRAN 1 [5] is a trade name for hot-pressed MgF2 made by Kodak; KO-1 is an equivalent Soviet material [6]. -

Ionic Compound Ratios Time: 1 -2 Class Periods
Collisions Lesson Plan Ionic Compound Ratios Time: 1 -2 class periods Lesson Description In this lesson, students will use Collisions to explore the formation of ionic compounds and compound ratios. Key Essential Questions 1. What makes up an ionic compound? 2. Are ionic compounds found in common ratios? Learning Outcomes Students will be able to determine the ionic compound ratio of an ionic compound. Prior Student Knowledge Expected Cations are postiviely charged ions and anions are negatively charged ions. Lesson Materials • Individual student access to Collisions on tablet, Chromebook, or computer. • Projector / display of teacher screen • Accompanying student resources (attached) Standards Alignment NGSS Alignment Science & Enginnering Practices Disciplinary Core Ideas Crosscutting Concepts • Developing and using • HS-PS-12. Construct and • Structure and Function models revise an explanation for the • Construcing explanations outcome of a simple chemical and designing solutions rection based on the outermost electron states of atoms, trends int he periodic table, and knowl- edge of the partterns of chemi- cal properties. www.playmadagames.com ©2018 PlayMada Games LLC. All rights reserved. 1 PART 1: Explore (15 minutes) Summary This is an inquiry-driven activity where students will complete the first few levels of the Collisions Ionic Bonding game to become introduced to the concept of ionic bonding and compound ratios. Activity 1. Direct students to log into Collisions with their individual username and password. 2. Students should enter the Ionic Bonding game and play Levels 1-6 levels. 3. Have your students answer the following questions during gameplay: 1. What combination of ions did you use to successfully match a target? 2. -

Corning® Magnesium Fluoride (Mgf )
Corning® Magnesium Fluoride (MgF2) Flouride Crystal Materials Physical and Chemical Properties Corning is a premier provider of fluoride crystal ma- General Properties terials, one with the expertise and resources required CAS# 7780-40-6 to provide complete end-to-end optical solutions. Our crystal growth operation regularly produces Magne- Molecular Weight 62.302 g/mol Tetragonal, TiO2 Rutile type, space group sium Fluoride crystals of exceptional quality for use at Structure P4 /mnm, ao = 4.623Å, C = 3.52Å a variety of wavelengths and in a multitude of applica- 2 0 3 tions. In addition to growing crystal materials, Corning Density 3.177 g/cm at 20 °C also offers designing, fabrication, polishing, and coat- Melting Point 1255 °C ing capabilities. With the ability to do it all under one Boiling Point 2260 °C roof, let Corning be the supplier of choice for your most complex optical requirements. Magnesium Fluoride is a durable crystal with low ab- Mechanical and Electrical Properties sorption, suitable for high-powered laser, space, and Bulk Modulus 101.3 GPa other UV applications. MgF2 is also naturally birefrin- gent, making it an ideal material for use where this Shear Modulus 54.7 GPa property can be exploited, such as retardation plates Young Modulus 139.0 GPa and polarizing elements, particularly in the wavelength range from 0.13-0.30 µm. Single crystal ingots are grown Poisson’s Ratio 0.271 exclusively in the USA from highly purified materials Elastic Constants C11 = 123.7 C12 = 73.2 Elastic Stiffness C = 177.0 C = 53.6 using Corning’s proprietary process, ensuring consis- 33 13 (GPa) C44 = 55.2 C66 = 95.1 tent supply. -

Band Structure and Optical Properties of Magnesium Fluoride C
Band structure and optical properties of magnesium fluoride C. Jouanin, J.P. Albert, C. Gout To cite this version: C. Jouanin, J.P. Albert, C. Gout. Band structure and optical properties of magnesium fluoride. Journal de Physique, 1976, 37 (5), pp.595-602. 10.1051/jphys:01976003705059500. jpa-00208453 HAL Id: jpa-00208453 https://hal.archives-ouvertes.fr/jpa-00208453 Submitted on 1 Jan 1976 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. LE JOURNAL DE PHYSIQUE TOME 37, MAI 1976, 595 Classification Physics Abstracts 8.138 - 8.824 BAND STRUCTURE AND OPTICAL PROPERTIES OF MAGNESIUM FLUORIDE C. JOUANIN, J. P. ALBERT and C. GOUT Centre d’Etudes d’Electronique des Solides, associé au C.N.R.S. Université des Sciences et Techniques du Languedoc, place E.-Bataillon, 34060 Montpellier, France (Reçu le 18 septembre 1975, révisé le 25 novembre 1975, accepté le 22 janvier 1976) Résumé. 2014 Afin d’interpréter les nombreux résultats expérimentaux existants, nous avons calculé la structure des bandes d’énergie du fluorure de magnésium en combinant la méthode des liaisons fortes avec celle du pseudopotentiel. L’anisotropie du gap optique est mise en évidence et la largeur des bandes interdites en lumière parallèle et perpendiculaire est en bon accord avec l’expérience : nous proposons également une interprétation pour un certain nombre d’autres transitions expéri- mentales. -

Deposition of Magnesium Fluoride Films
Europa,schesP_ MM M M M MM II II I Ml Ml II I II J European Patent Office _ _ _ B4 © Publication number: 0 596 936 B1 Office europeen* des.. brevets , © EUROPEAN PATENT SPECIFICATION © Date of publication of patent specification: 11.10.95 © Int. CI.6: C03C 17/22 © Application number: 92915983.8 @ Date of filing: 20.07.92 © International application number: PCT/EP92/01649 © International publication number: WO 93/02981 (18.02.93 93/05) (54) DEPOSITION OF MAGNESIUM FLUORIDE FILMS. ® Priority: 29.07.91 US 736863 © Proprietor: FORD-WERKE AKTIENGESELL- SCHAFT @ Date of publication of application: 18.05.94 Bulletin 94/20 D-50725 Koln (DE) © Designated Contracting States: © Publication of the grant of the patent: DE 11.10.95 Bulletin 95/41 © Proprietor: FORD FRANCE S. A. © Designated Contracting States: B.P. 307 DE FR GB F-92506 Ruell-Malmalson Cedex (FR) © Designated Contracting States: © References cited: FR EP-A- 0 125 721 GB-A- 2 093 442 © Proprietor: FORD MOTOR COMPANY LIMITED US-A- 5 051 278 Eagle Way Brentwood, CHEMICAL ABSTRACTS, vol. 107, no. 20, No- Essex CM13 3BW (GB) vember 1987, Columbus, OH (US); no. © Designated Contracting States: 181929f GB 00 APPLIED OPTICS, vol. 27, no. 16, 15 August @ Inventor: PLATTS, Dennis, R. CO 1988, New York, NY (US); I.M. THOMAS, pp. 17217 Rougeway 00 3356-3358 Livonia, Ml 48152 (US) Oi CO m Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. -

Cleaning Optics
GUIDE TO CLEANING OPTICS Crystal optics are more delicate than glass and should be treated carefully if they have to be cleaned. Some materials are very delicate, and should be treated with extra care. We describe the method, but the technique comes with practice. Handle optics by the edge and use lint-free nylon gloves. Use plastic protective gloves when cleaning with solvent but check that the solvent does not attack the glove. Clean optics as little as possible and only if absolutely necessary. Cleaning may create fine scratches which you cannot see easily but which may contribute to scattering, particularly in the UV. If the optic is mounted, try never to let solvent creep into the mounting ring. Use an air jet and no solvent at all for removal of dust. Very Delicate Materials: CsI, KRS5, Germanium, Zinc Selenide, Zinc Sulphide. These materials are soft, or are inclined to take marks (sleeks) or show up marks easily. They should be washed in a solvent such as methanol or propanol for light marking. Use an environmental friendly solvent such as NuSol Rapide (a replacement for trichloroethylene which is available in the UK) or otherwise acetone, for greasy or waxy contaminants. Soak the optic and wipe while wet with cotton wool (known as absorbent cotton in the USA) dipped in the solvent and let the optic dry by evaporation or assist it with airflow as it is wiped. Delicate Materials: Calcium Fluoride, Coated Materials, Magnesium Fluoride, Other fluorides, Silicon. These should be treated as above where practical, but it is often preferable to clean them carefully with a damp tissue. -

Low Temperature Aqueous Solubility of Fluorite at Temperatures of 5, 25, and 50 Oc and Ionic Strengths up to 0.72M
LOW TEMPERATURE AQUEOUS SOLUBILITY OF FLUORITE AT TEMPERATURES OF 5, 25, AND 50 OC AND IONIC STRENGTHS UP TO 0.72M by Richard L. Henry A thesis submitted to the Faculty and Board of Trustees of the Colorado School of Mines in partial fulfillment of the requirement for the degree of Doctor of Philosophy (Geochemistry) Golden, Colorado Date __________________________ Signed: ______________________________ Richard L. Henry Signed: ______________________________ Dr. Wendy J. Harrison Thesis Advisor Golden, Colorado Date __________________________ Signed: ______________________________ Dr. M. Stephen Enders Professor and Head Department of Geology and Geological Engineering ii ABSTRACT Historical fluorite solubility research found that fluorite solubilities varied over three orders-of-magnitude and appear to be inconsistent with several recently determined fluorite solubilities. This research involved a comprehensive series of solubility experiments run over a period of three years using nine natural fluorites and one synthetic fluorite to determine their solubility in low temperature (5, 25, and 50oC) aqueous solutions and ionic strengths ranging from near zero to 0.72M. Equilibrium was approached from both undersaturated and supersaturated initial conditions. The fluorites were chemically and physically characterized using laboratory analyses, thin section petrography, UV fluorescence, and x-ray diffraction. The fluorite samples were generally found to have similar chemical and physical properties. The chemical composition was approximately stoichiometric, with a mean calcium concentration of 51.6 ± 0.6 wt % and mean fluorine concentration of 50.2 ± 0.7 wt %. Fluorite unit cell edge lengths, volumes, and densities averaged 5.4630 ± 0.0007 Å, 163.04 ± 0.06 Å3, and 3.181 ± 0.009 g/cm3, respectively. -

Magnesium Fluoride Pieces Optipur®
Product Information Magnesium Fluoride pieces Optipur ® GENERAL INFORMATION Magnesium Fluoride Optipur ® is a high purity salt that is ideally suited as a precursor material to grow single crystals from. These single crystals have very high optical transmittance over a wide spectral range from 110 nm to 7.5 µm and can thus be used as optical elements for IR, VUV and laser applications. AREAS OF APPLICATION • Due to their low levels of impurities and thus the lack of color centers, single crystals made with Magnesium Fluoride Optipur ® can be used as blanks and optical windows for DUV, UV, Vis and IR in many optical applications, especially in high intensity laser applications and spectroscopy. • The transparency of MgF 2 in the UV exceeds that of BaF 2 and CaF 2 making the material ideally suited for UV excimer windows and projection lens applications. PRODUCT Article No. Description Formula Purity* Package Appearance 116715 Magnesium Fluoride MgF 2 3N 25 kg colorless chunks ® pieces Optipur 50 kg 105821 Magnesium Fluoride MgF 2 3N 50 kg colorless chunks Less than 25 mm pieces Optipur ® * The purity value is based on the specified trace metals. For further information, please read the quality statement at www.optipur.com. Status: 02 / 2020, Page 1 of 3 EMD Performance Materials* 1200 Intrepid Ave, Suite 300 / Philadelphia, PA / 19112 USA +888 367 3275 / [email protected] / optipur.com *EMD Performance Materials is a business of Merck KGaA, Darmstadt, Germany SPECIFICATION Ca (Calcium) ≤ 200 ppm Co (Cobalt) ≤ 5 ppm Cr (Chromium) ≤ 10 ppm Cu (Copper) ≤ 5 ppm Fe (Iron) ≤ 10 ppm K (Potassium) ≤ 20 ppm Mn (Manganese) ≤ 10 ppm Mo (Molybdenum) ≤ 10 ppm Ni (Nickel) ≤ 5 ppm V (Vanadium) ≤ 10 ppm O (Oxygen) ≤ 400 ppm RoHS information Cd (Cadmium) ≤ 0.01 % Hg (Mercury) ≤ 0.1 % Pb (Lead) ≤ 0.1 % PBB (polybrominated biphenyls) ≤ 0.1 % PBDE (polybrominated diphenyls ethers) ≤ 0.1 % The Chromium (VI) concentration (RoHS requirement: ≤ 0.1 %) is always smaller than or equal to the total chromium concentration. -

So Far No Other Specimens Have Been Investigated, That Contain Crys
288 NOTES AND NEWS So far no other specimenshave been investigated, that contain crys- tals large enough to permit the detection of such weak reflections. As the reflections are too weak for observance on powder photographs, it has not been possible to establish the frequency of occurrence of the two types of kalsilite. Kalsilite joins the feldspar group of minerals in showing order-disorder of the AI and Si atoms and it is to be expected.that further investigation of other minerals that camy AI and Si in four-fold coordination, such as nepheline, will reveal the occurrence of order-disorder. The prefixes d'- and o- are suggestedfor the characterization of the disordered (o 5.15 A) and ordered (o 8.9 A) forms of kalsilite. Rnmnnncns BnNNrsrnn,F. A., aonoHnv, M. H. (1942),Kalsilite, a polymorphof KAlSiOa,from Uganda:Miner al. M ag.,26, 218-224. cr,emNcnur.r.,c. F., .l.NoBlNxrsrnn, F. A. (1948),The crystalstructure of kalsilite: ActaCryst., l, 4243. Gorrrnrno,C. (1940),Strukturbericht, S, 19. Hoturs, A. (1942),A suiteof volcanicrocks from southwestuganda containing kalsilite (apolymorph of KAlSiOa):Mi.neral. Mag.,26,lg7-217. Serrnue,Tn. G. (1953),Parallel growth of nephelineand kalsilitefrom North Kivu, BelgianCongo: Ann. Acad.. Scient. Fenn., Set. A III, No. 36,1-19. IDENTITY OF NOCERITE AND FLUOBORITE cnsanB Bnrsrx AND wrrgEru Error, Institute of silicate Research, University oJ Tol,ed,o,Toled,o 6, Ohi.o During an extensive investigation of the silicates and fluorides of calcium and magnesium performed in this rnstitute, we had the occa- sion to attempt the synthesis of a compound of the composition MgrCarOzFs,which has been ascribed to the mineral nocerite. -
Safety Data Sheet
SAFETY DATA SHEET Revision Date 26-Jan-2021 Revision Number 2 SECTION 1: IDENTIFICATION OF THE SUBSTANCE/MIXTURE AND OF THE COMPANY/UNDERTAKING 1.1. Product identifier Product Description: Magnesium fluoride, Optical Grade Cat No. : 11021 Synonyms Afluon; Irtran 1; Magnesium fluorure Molecular Formula F2 Mg Reach Registration Number - 1.2. Relevant identified uses of the substance or mixture and uses advised against Recommended Use Laboratory chemicals. Uses advised against No Information available 1.3. Details of the supplier of the safety data sheet Company Alfa Aesar . Avocado Research Chemicals, Ltd. Shore Road Port of Heysham Industrial Park Heysham, Lancashire LA3 2XY United Kingdom Office Tel: +44 (0) 1524 850506 Office Fax: +44 (0) 1524 850608 E-mail address [email protected] www.alfa.com Product Safety Department 1.4. Emergency telephone number Call Carechem 24 at +44 (0) 1865 407333 (English only); +44 (0) 1235 239670 (Multi-language) SECTION 2: HAZARDS IDENTIFICATION 2.1. Classification of the substance or mixture CLP Classification - Regulation (EC) No 1272/2008 Physical hazards Based on available data, the classification criteria are not met Health hazards ______________________________________________________________________________________________ ALFAA11021 Page 1 / 10 SAFETY DATA SHEET Magnesium fluoride, Optical Grade Revision Date 26-Jan-2021 ______________________________________________________________________________________________ Skin Corrosion/Irritation Category 2 (H315) Serious Eye Damage/Eye Irritation Category -

Infrared (IR) Technology Is a Rapidly Growing Field with Applications
Ultra-thin yttria-stabilized zirconia as a flexible and stable substrate for infrared nano-optics Kavitha K. Gopalan 1, Daniel Rodrigo 1, Bruno Paulillo 1, Kamal K. Soni 2 and Valerio Pruneri 1,3* K.K. Gopalan, Dr. D. Rodrigo, Dr. B. Paulillo, Dr. K.K. Soni, Prof. Dr.V. Pruneri 1 ICFO-Institut de Ciencies Fotoniques,The Barcelona Institute of Science and Technology, 08860 Castelldefels, Spain E-mail: [email protected] 2 Corning Incorporated, Science & Technology Division Corning, New York, NY 14831, USA 3 ICREA-Institució Catalana de Recerca i Estudis Avançats Passeig Lluís Companys, 23,08010 Barcelona, Spain Infrared (IR) technology is a rapidly growing field with applications ranging from thermal imaging to chemical and biological IR spectroscopy.1,2 Several of these applications, especially spectroscopic sensing need substrates that are transparent in the IR. Commonly used transparent substrates, such as fused silica, are transparent only up to about 2.2 µm. Instead, for longer wavelengths, calcium fluoride (CaF2), magnesium fluoride (MgF2), barium fluoride (BaF2), silicon (Si), germanium (Ge), zinc selenide (ZnSe), can be employed. The majority of these substrates are fragile, hygroscopic or expensive. Moreover, none of them is mechanically flexible, as required by many emerging applications such as curved or bendable IR sensors.3 When mechanical flexibility is required, polymers, such as polyethylene terephthalate (PET) and polyethylene naphthalate (PEN), are used in the visible region, but cannot be extended to the IR as they have several vibrational absorption fingerprints. There exist polymers, including parylene C, polydimethylsiloxane (PDMS), polyimide, that are more transparent in the IR and have been studied in literature.4 However, ultraviolet lithography is not always easy on such materials due to their sensitivity to chemicals.