Developing Maintenance Procedure to Reduce Breakdown in Capping and Cartoning Machine at Pt
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Packaging Equipment and Machinery
PACKAGING EQUIPMENT AND MACHINERY Packaging can be defined as "the science, art and technology of enclosing or protecting products for distribution, storage, sale, and use". Packaging also refers to "the process of design, evaluation, and production of packages". Packaging can be regarded as different types. The single item such as a bottle containing soft drink can be regarded as the item that a consumer would purchase known as "primary" packaging. Where as a pack of bottles, shrink wrapped, would be regarded as the transport package used within the distribution chain is known as "secondary" packaging. Primary packaging is the material that first contains the product. This is usually the package which is in direct contact with the contents. For example, this could be a bottle or carton for liquids; or a packet for various snack foods. The secondary packaging is outside the primary packaging, perhaps used to group primary packages together. For example, this could be a tray and shrink film. Secondary packaging is mainly used as a means of transporting the primary packs or product from producer to retailer. This is usually removed and recycled once the pack has reached its destination. Secondary packaging can also be retained to enable the product to be purchased in bulk. The choice of packaging machinery for packaging can depend on various situations. These can include available budget, payback period, integration, associated running costs, machine technology and available floor space. Packaging machines can be of the following general types: Cartoning Cleaning Closing Coding and Marking Conveyors Filling Food Processing Form Fill Seal Handling Inspection Labelling Packing Pharmaceutical Processing Wrapping These machine types are very general indeed. -

July 26Th 2013
FEATURED MARKETS: MARKET SHARE IN JAPAN 1. Nursing Meals and Meals for 2013 FEATURES: the Elderly Over 750 Products on 15 2. Bio-Plastic Market Major Product Categories 3. Popularity-Growing OTAKU Market Selected Overviews of Featured Markets 4. Location/Map Information Service Market Market Size by Production, 5. Children-Related Industry Shipment or Sales 6. Contract Clinical Laboratory Annual Growth of Each Testing Market Product for Last Five Years Market Share for Each PRODUCT CATEGORIES: Product by Company I. ENERGY AND METALS II. GENERAL MACHINERY DateDate ofof July III. VEHICLES Issue:Issue: IV. PRECISION MACHINERY 26th V. INFORMATION TECHNOLOGY 2013 VI. ELECTRICAL MACHINERY VII. HOUSING AND HOUSING Price:Price: MATERIALS VIII. CHEMICALS AND PLASTICS 70,000 IX. RUBBER AND LEATHER yenyen (Book price of 70,000 yen + X. FOODS AND BEVERAGES tax of 3,500 yen within Japan or overseas delivery cost of XI. APPAREL 4,000 yen outside Japan) XII. PAPERS AND MAGAZINES Produced & Published by: XIII. PHARMACEUTICALS Yano Research Institute Ltd. XIV.TOILETRIES AND Nakanosakaue Central Bldg., 2-46-2 Honcho, STATIONERIES Nakano-ku, Tokyo,164-8620 JAPAN Website: http://www.yanoresearch.com XV. LEISURE AND EDUCATION Phone: +81-3-5371-6907 Fax: +81-3-5371-6956 Market Share in Japan 2013: Sample Page 01 Sample Graph: Market Size Transition Sample: Sample: Sample: Production Company Market by Ranking Share Company Sample: Pie Chart for Easy Recognition 1102010200 - 370 - Table of Contents NC Die Sinking Electric Discharge Machine Electric Tools Special Steel Cutting Tool FEATURED MARKET Hard Metal Tool 1. Nursing Meals and Meals for the Elderly Diamond Tool 2. -

FMCG & Pharma Industries
Company Profile: Wish you a very fine day. We introduce ourselves as manufacturers of automatic and semiautomatic machines which can fill dairy, food, chemical and cosmetic products in containers like cup, bottles, tins, cans, jars and seal them with accuracy. These products are either liquid or viscous in nature. We are also manufacturers of cartoning machines which help insert and close bottles, blisters, tubs, puttis etc in mono-cartons. PPMPL as of 2018 undertakes turnkey projects for the Dairy Industry as well which help in setting up of dairy plants starting from product manufacturing processes to end of line packaging. Our History Prasanna Packaging Machinery Pvt. Ltd. (PPMPL) was established in 2011. The new business was then shifted to newer, bigger premises, where proper office and factory assets were created. PPMPL started its full-fledged business in May 2013. In May 2015, PPMPL was accredited under the ISO standard 9001:2008 by UKAS and NABCB. In May 2018, certification was upgraded to ISO 9001: 2015. Our Machines CARTONING MACHINES SC-60 (HORIZONTAL INTERMITTENT MOTION CARTONER) Features: - a) Speed: 60 cartons per minute. b) Floor Space: W 1200 x L 2100 x H 1900 (in mm) c) Power: - 3 phase, 3 KW, 415 V, Air req: 2 CFM @ 6.0 Bar d) Size adjustable carton magazine. e) Carton Dimensions: Min & mix height 15 mm & 50mm respectively. Min & Max width 30mm & 90mm respectively. Min & Max length 90mm & 130mm respectively. YouTube video link: https://www.youtube.com/watch?v=InerDteDXDc PC-2000 (HORIZONTAL CONTINUOUS MOTION CARTONER) Features: - a) Speed 120 cartons per minute. -
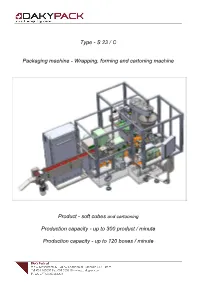
Wrapping, Forming and Cartoning Machine Product
Type - S 23 / C Packaging machine - Wrapping, forming and cartoning machine Product - soft cubes and cartooning Production capacity - up to 300 product / minute Production capacity - up to 120 boxes / minute S 23 / C technical details Wrapping machine studied for rectangular product Extrusion dosing system, through double nozzle Level control system for automatic feeding in the hopper All parts in contact with product are made in stain less steel Capacity max 300 stock cubes /minute (*) Machine equipped with twin folding box Oil bath for mechanical equipment inside the machine structure All movement is drive by cam Cutting made with guillotine Power required 3 kW Cubes exit in one or two rows side by side or head to head Machine works with a motor served by inverter Touch screen operator panel In case of product lack machine stops In case of finish paper machine stop Speed controlled by operator panel Nozzle dosing system Production monitoring with statistic value Hopper cover to avoid foreign body fall in the mass Machine equipped with safety protection according to the UE roles Stock cubes characteristic Size of the stock cubes (24,5 x 29,5 x 10) mm, KNORR style Weight (9-12 ) gr Dimension of product admitted +/ 0,1 mm (*) Past characteristics could modify machine reaction in packaging Folding box Stock cubes Hopper feeding system with cover Box 75 technical details Cartooning machine studied for open blank cartoon Machine could form the following sizes o 2 (single row and double boxes) o 4-6-8-10-12-16-20 (double -

Packaging Materials
InnoPack China 2018 InnoPack Featured Products June 20 - 22, 2018 Shanghai New Int'l Expo Centre (SNIEC), Shanghai, China Company Name Booth No. Products Product I Product Introduction I Product II Product Introduction II Certificate Exporting Country The dynamic beam is made of aluminum alloy sections. The grooves at corresponding positions of guide pulley and guide rail and the groove at the bottom of movable door are coordinated with the small round columns: when the movable door leaf is closed and India, Pakistan, Anhui Huafeng moves to the grooves, the door body will be compacted, depending ISO9001,IS Egypt, Indonesia, Zipper high speed door Pharmaceutical Rubber N5E36 rubber stopperrubber stopper;Zipper high speed door (built-in motor) , Air-tight Automatic Door , Inntelligent air lock on its own weight, with the rubber strips around it and on the sides, O14001,DM Thailand, Vietnam, (built-in motor) Co.,Ltd as well as the flat rubber gasket at the bottom, making itself F Certificate European countries, properly fit door frame and floor and ensuring the sealing etc. requirement for air-tight door. The entire structure is reasonable and reliable and available for use up to one million times. Empty gelatin capsule, Entersoluble empty gelatin capsule Vegetable entersoluble capsule. Entersoluble vacant gelatin capsule is made of gelatin and enteric coating which doesn ’t dissolve in gastric juice but dissolves in intestinal juices, called targeted fixed-point material for producing capsule. It is often used for special pack in which drug or health care products is irritating to the stomach or instable on contacting with the acid and dissolves as well as brought into use in the intestines. -

Cartoning Machines
CARTONING MACHINES • CARTOPAC SC 4/6 • CARTOPAC SI 4/6 www.oystar-group.com CARTONING MACHINE TECHNOLOGY – GAINING YOUR CONFIDENCE With Oystar IWK you have a most competent partner at your side for solving complex issues and challenges aiming to the future, with a clear understanding of your market and your demands. As far as the packaging technology is concerned, we offer com- prehensive and extensive know-how, competence and experience. Documentation and certification support is available as an option to reduce qualification and validation time. OYSTAR IWK TECHNOLOGY – A GUARANTEE FOR BEING ON THE SAFE SIDE The continuous and intermittent cartoning machine generation meets with your requirements At outputs of up to 450 cartons/min the SC 4 cartoning machine • design and machine functions meeting the requirements of was primarily designed for applications in the pharmaceutical the pharmaceutical industry health care and cosmetics industry. Here are some of the con- • simple and tool-free size changeover vincing, outstanding machine features: • use of the servo drive technology for the optimal adaptation of machine functions to the packaging process requirements CARTOPAC SC 4/6 MATURE TECHNIQUE FOR ENHANCED PRODUCTIVITY Workstations in detail Carton pickup A cycloidal gear is used for the high-speed carton pickup. The heavy duty drive system is well capable of handling poor carton qualities at outputs of up to 450 cartons/min without a problem due to a second drive unit for the positive carton erection. The carton magazine height meets ergonomic requirements. Products and leaflets not loaded into the cartons are rejected into dedicated reject bins. -

Setup, Use and Shutdown the Packing Line
Happy Pharma Work Instruction Document ID WI-123451 Edition Number 01 Document Title Setup, Use and Shutdown the Packing Line Parent SOP SOP-123456: Completing Product Inspection Prepared By XX Verified By XX Approved By XX Purpose The purpose of this WI is to describe how to setup, use and shutdown the packing line in area XYZ of the Happy Pharma Hong Kong facility. Safety The following safety requirements apply to this WI: • Do not wear jewellery or loose clothing while operating machinery • Spills or product contact – refer to SOP-485787: Handling Materials in Manufacturing • Correct gowning within the Packing Areas – refer to SOP-256056: Gowning in Pharmaceutical Packing Area • Personnel protective equipment - refer SOP-11126: Personal Protective Equipment Instruction overview Section Description 1 General description of the packing line 2 Set up and use the inspection machine 3 Set up and use the labeller 4 Set up and use the cartoning machine 5 Set up and use the carton barcode labeller 6 Set up and use the automated cartoning unit (ACU) 7 In process checking and status lights 8 Rework rejects 9 Shutdown the packing line © HAPPY PHARMA Limited, 2018 CONTROLLED DOCUMENT Copy No. Page 1 of 6 Document ID: WI-123451 Setup, Use and Shutdown the Packing Line Edition: 01 Instruction 1.0 General description of the packing line Packing Line is located within a non-graded cleanroom and consisting of the following machines. Machine Name Tag Number Inspection Machine XX Labelling Machine (Bottle) XX Cartoning Machine XX Labelling Machine (Carton) XX Lift Table XX Accumulation Tables XX Automated Cartoning Unit (ACU) XX 2.0 Set up and use the inspection machine Refer to SOP-XXXX: Completing Product Inspection for an overview of the inspection process. -

FF6 – SF6 Dosing Machine
FF6 – SF6 Dosing Machine Machine Features Six-head linear dosing/wrapping machine designed for the packaging of triangular portions of processed cheese. The working process starts with the formation of the wrapping shells from reel- fed heat sealing aluminium foil for subsequent filling of processed cheese in the dosing station of the machine. A lid of heat-sealing aluminium foil is placed inside the filled shell which is then folded over the lid and sealed by heated pressure pads. Each portion includes an internal ‘consumer-friendly’ easy opening tear strip and an external paper brand label. The portions are finally gathered in the required bundle configuration for subsequent feeding to the SF6 automatic box filling machine. SF6: Automatic cartoning machine for triangular portions of processed cheese in round boxes suited to the required bundle configuration (4 layers max). The closed boxes are taken automatically from the magazine opened and the lids separated from the bottoms. The bottom is placed over the formed bundle of portions, capsized and fed to the outfeed belt where it receives the lid for closing. Multi-layer configurations include a cardboard layer divider between layers and optional advertising leaflet. FF6 – SF6 Dosing Machine FF6 Dimensions Machine Data • Portion Weight 10/40 - 40/62,5g • Portions for minute 560 p/min • Flavours 1÷4 • Installed Power 49.8 kW • Compressed Air 250 Nl/min • Min. Operating Pressure 6 bar • Vacuum 180 m3/h • Operating Vacuum 600±50 mm Hg • Weight 14100 kg • Water temperature for product heating < 85°C • Max. Pressure 1 bar • Temperature -20 ÷+50°C • Relative humidity < 95% (no condensate) FF6 – SF6 Dosing Machine Product outfeed Triangular Portions Portion Dimensions (mm) ABC 54.5 10.5 Min – 21 Max - Tear Tape “X” Type Sympak Corazza S.p.A Via Natalino Corazza 9, 40128 Bologna/Italy - Phone: +390514192011 - Fax: +390514192201 - www.corazza.it - e-mail: [email protected]. -

KALIX KP800 80 Parts/Minute Cartoning Machine the GREATEST CARE for YOUR PRODUCTS
KALIX KP800 80 parts/minute cartoning machine THE GREATEST CARE FOR YOUR PRODUCTS The KP800 is designed to ensure efficient and versatile production for outputs up to 80 cartons per minute. This machine is able to place even the most fragile article in its premium-printing carton without neither KP800 MAIN FEATURES scratch nor traces. This remarkable result is achieved thanks to a carton transfer through plastic belts and to High reliability: a very a precise flap closure, which is performed only • Fully mechanical drive when the carton stops in each dedicated station. • High quality components for long service life The KP800’s fully mechanical drive, along with • Few consumable parts a reduced number of consumable parts, assures its reliability and resistance through the years. Moreover, its Component care: small footprint grants a simple and efficient installation in • Careful handling protects the most your production area. delicate cartons Changeovers are very fast and ergonomic. A single • Pick-up and opening of the cartons by suction operator can perform a format changeover in 10 minutes, cups almost without tools. • Closure by gentle movement without scuffing The Citus Kalix machine range has been produced since User friendly: 1928. Over 10,000 machines are running worldwide, • Fast and tool-free format changeover some are more than 25 years old. • Centralized location for all adjustments • Wide stainless steel opening guards and safety glass • New swiveling electrical cabinet Modular and compact: • Modular design concept allowing -
Redefining the Boundaries with an Unequalled Range of Formats
REDEFINING THE BOUNDARIES WITH AN UNEQUALLED RANGE OF FORMATS. Our deep-draw blister packaging machines: the CP2, CP3 and CP500 series CONTENTS CUSTOMER-FOCUSED 04 A WIDE RANGE OF PRODUCTS OUTSTANDING CAPABILITY KNOW-HOW IS AT THE HEART DEMANDS A WIDE OF OUR PERFORMANCE. RANGE OF PACKAGING. 06 WE PROVIDE SOLUTIONS Infeed systems – PRODUCT-FRIENDLY AND FAST. New methods of administering pharmaceutical products demand creativi- ty and flexibility – in both production and packaging. With these deep-draw machines, which are modular in design, Mediseal has achieved an ideal com- bination of quality, flexibility and performance. Syringes, vials, pens, auto- 08 injectors, special packs or combination packs – the CP2, CP3 and CP500 series provides an optimal match for your packaging requirements, both now CP2 – and in the future. Take the path to freedom! UNLIMITED VERSATILITY IN THE SMALLEST SPACE. 10 CP3 – ROBUST, TOLERANT AND POWERFUL. 12 CP500 SERies – REDEFINING THE BOUNDARIES WITH UNMATCHED VERSATILITY. 14 CP500 T1 – UNMATCHED IN THE RANGE OF FORMATS. OUTSTANDING CAPABILITY KNOW-HOW IS AT THE HEART OF OUR PERFORMANCE. “Consistently high quality standards ensure that our customers can enjoy the benefits of a Mediseal machine for a long time.” This is why all Mediseal deep-draw machine are equipped with a large format range and enable secure packaging of high-quality parenterals. Unmatched draw depths of up to 45 mm mean that syringes, vials, ampoules and spe- cial medical applications can be packaged easily. Exceptionally user-friendly operation supports format changes, which can be carried out at incred- ible speed in less than 45 minutes. In this regard, the CP2, CP3 and CP500 series naturally fulfil all GMP requirements in accordance with pharmaceuti- cal standards. -

Model Box Nr
BOX ı 2019 108 No. Cooperation EDITORIAL GDPR DEAR READER Dear Sir/Madam, The GDPR of 25.05.2018 requires us to ask your permis- sion to continue to send you our informative customer magazine, Model Box. If we do not hear from you, we will assume that we have your consent and will continue to send Model Box. If you no longer wish to receive the magazine, please notify your personal Model customer advisor. Thank you for your cooperation. Wouldn’t we all like to experience more «win- win situations»? Collaborations and alliances Best regards, that stimulate and accelerate joint ventures with The Model Box editorial team optimum results? And wherever possible on both a large and small scale, in both a private and professional sphere. Andreas Rufer Head of Papertrading Between individuals and entire businesses. It all Model Group sounds so simple. But let’s be honest, is it really that easy? Why don’t win-win situations come more natu- Win-win situations come about only when ever- rally to us? I think that although the benefits of yone agrees on the advantages and economic 3 Editorial cooperation are usually identified from the out- benefit of cooperating, and works to remove any 4 CEO Report set, too little thought is given to obstacles or potential obstacles or pitfalls. This is how to cre- 5 Annual Report Switzerland pitfalls. ate synergies, boost efficiency and achieve the 6 Annual Report Czech Republic desired results. 7 Annual Report Germany The foundation for successful joint working is 8 Annual Report Poland where two or more people or parties strive To generate more win-win situations, we then 9 Certification Berka/Werra towards the same, well-defined goal. -

Packex India Growing Year on Year
news and views www.koelnmesse-india.com August, 2016 We invite you to India’s one stop trade fair for food & drink processing, packaging technology and food logistics www.foodtecindia.com www.packexindia.com www.foodlogisticsindia.com g Group Participation Over 600 Exhibitors Product Presentations, from China, France, 30,000 sq.mt. Open discussion areas Germany, Greece, Italy, 48% International to witness technological Korea, The Netherlands, participation advancements by Taiwan, Turkey, participating Ukraine companies & USA September 22-24, 2016 Hall 1, 5 & 6, Bombay Exhibition Centre, Mumbai KoelnmesseYA Tradefair Invites you... A high level concurrent seminar on "Generation Next - Packaging Solutions ” will be organised by Indian Pharma Machinery KoelnmesseYATradefair Pvt. Ltd. has emerged as one of the leading trade fair organisers in India with its knowledge about the global food and food Manufacturers’ Association on September 22, 2016. For more details technology industry through its global platformsAnuga &Anuga FoodTec. please contact Mr. Harshit Shah on +91 9909005848 ; Urvika Panchal The success story continues in India with ANUTEC- International FoodTec on +91 22 28715202 or email to [email protected] India and PackEx India growing year on year. These set of Trade fairs will highlight the new trends and latest developments catering to the entire manufacturing value chain – processing, packaging, quality management and allied services and solutions. In just short span of time, both these exhibitions are placed as India's No. 1 trade fair for the food processing and the packaging sector. Starting from 2016, concurrent to the above trade fair, we will also be organising Food Logistics India, Annapoorna World of food India.