Sewing Focus Safety and Cargo Belts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machine Embroidery Threads
Machine Embroidery Threads 17.110 Page 1 With all the threads available for machine embroidery, how do you know which one to choose? Consider the thread's size and fiber content as well as color, and for variety and fun, investigate specialty threads from metallic to glow-in-the-dark. Thread Sizes Rayon Rayon was developed as an alternative to Most natural silk. Rayon threads have the soft machine sheen of silk and are available in an embroidery incredible range of colors, usually in size 40 and sewing or 30. Because rayon is made from cellulose, threads are it accepts dyes readily for color brilliance; numbered unfortunately, it is also subject to fading from size with exposure to light or frequent 100 to 12, laundering. Choose rayon for projects with a where elegant appearance is the aim and larger number indicating a smaller thread gentle care is appropriate. Rayon thread is size. Sewing threads used for garment also a good choice for machine construction are usually size 50, while embroidered quilting motifs. embroidery designs are almost always digitized for size 40 thread. This means that Polyester the stitches in most embroidery designs are Polyester fibers are strong and durable. spaced so size 40 thread fills the design Their color range is similar to rayon threads, adequately without gaps or overlapping and they are easily substituted for rayon. threads. Colorfastness and durability make polyester When test-stitching reveals a design with an excellent choice for children's garments stitches so tightly packed it feels stiff, or other items that will be worn hard stitching with a finer size 50 or 60 thread is and/or washed often. -

Schmetz Needle Guide
NEEDLE GUIDE Needle Anatomy Butt: The beveled end allows easy insertion in the needle bar. Shank: Household needles have a flat shank, while commercial and industrial needles have round, threaded, notched or other special shanks. Shanks allow perfect positioning of the needle in the sewing machine needle bar. Shoulder: The sloping area transitioning between the shank and blade. Schmetz color codes appear on the shoulder. Blade: Needle size is determined by the blade diameter (i.e., size 75 is .75mm) Groove: The groove cradles and guides thread to the eye. The length and size of the groove vary according to needle type. Scarf: The indentation above the eye that allows the bobbin hook to smoothly grab the thread under the throat plate to create a stitch. The shape and size of the scarf vary according to needle type. Eye: The hole through which thread passes. The shape and size of the eye vary according to needle type. Point and Tip: Length, shape and size vary according to needle types. Change Your Needle 130/705 H Damaged or worn needles result in: Household sewing machines require a needle with a flattened shank. All needles in this system have a flattened shank for perfect needle • Broken or shredded threads positioning in the needle bar in relation to the hook. • Skipped stitches • Puckered fabrics • Damaged fabrics Schmetz Works with All Sewing Machines! • Uneven threads Schmetz needles work with all new, current and older household sewing machines! Replace Your Needle It’s the easiest way to How to Read a Needle Package improve your stitch quality. -

Thread Yarn and Sew Much More
Thread Yarn and Sew Much More By Marsha Kirsch Supplies: • HUSQVARNA VIKING® Yarn embellishment foot set 920403096 • HUSQVARNA VIKING® 7 hole cord foot with threader 412989945 • HUSQVARNA VIKING ® Clear open toe foot 413031945 • HUSQVARNA VIKING® Clear ¼” piecing foot 412927447 • HUSQVARNA VIKING® Embroidery Collection # 270 Vintage Postcard • HUSQVARNA VIKING® Sensor Q foot 413192045 • HUSQVARNA VIKING® DESIGNER™ Royal Hoop 360X200 412944501 • INSPIRA® Cut away stabilize 141000802 • INSPIRA® Twin needles 2.0 620104696 • INSPIRA® Watercolor bobbins 413198445 • INSPIRA® 90 needle 620099496 © 2014 KSIN Luxembourg ll, S.ar.l. VIKING, INSPIRA, DESIGNER and DESIGNER DIAMOND ROYALE are trademarks of KSIN Luxembourg ll, S.ar.l. HUSQVARNA is a trademark of Husqvarna AB. All trademarks used under license by VSM Group AB • Warm and Natural batting • Yarn –color to match • YLI pearl crown cotton (color to match yarn ) • 2 spools of matching Robison Anton 40 wt Rayon thread • Construction thread and bobbin • ½ yard back ground fabric • ½ yard dark fabric for large squares • ¼ yard medium colored fabric for small squares • Basic sewing supplies and 24” ruler and making pen Cut: From background fabric: 14” wide by 21 ½” long From dark fabric: (20) 4 ½’ squares From medium fabric: (40) 2 ½” squares 21” W x 29” L (for backing) From Batting 21” W x 29” L From YLI Pearl Crown Cotton: Cut 2 strands 1 ¾ yds (total 3 ½ yds needed) From yarn: Cut one piece 5 yards © 2014 KSIN Luxembourg ll, S.ar.l. VIKING, INSPIRA, DESIGNER and DESIGNER DIAMOND ROYALE are trademarks of KSIN Luxembourg ll, S.ar.l. HUSQVARNA is a trademark of Husqvarna AB. All trademarks used under license by VSM Group AB Directions: 1. -

Stress Relaxation of Elastomeric Orthodontic Thread
Loyola University Chicago Loyola eCommons Master's Theses Theses and Dissertations 1976 Stress Relaxation of Elastomeric Orthodontic Thread Robert Theodore Bergman Loyola University Chicago Follow this and additional works at: https://ecommons.luc.edu/luc_theses Part of the Education Commons Recommended Citation Bergman, Robert Theodore, "Stress Relaxation of Elastomeric Orthodontic Thread" (1976). Master's Theses. 2851. https://ecommons.luc.edu/luc_theses/2851 This Thesis is brought to you for free and open access by the Theses and Dissertations at Loyola eCommons. It has been accepted for inclusion in Master's Theses by an authorized administrator of Loyola eCommons. For more information, please contact [email protected]. This work is licensed under a Creative Commons Attribution-Noncommercial-No Derivative Works 3.0 License. Copyright © 1976 Robert Theodore Bergman STRESS RELAXATION OF ELASTOMERIC ORTHODONTIC THREAD by Robert T. Bergman, B. A., D. D.S. A Thesis Submitted to the Faculty of the Graduate School of Loyola University in Partial Fulfillment of the Requirements for the Degree of Master of Science June 1976 -- ACKNOWLEDGEMENTS I wish to thank Dr. James L. Sandrik, for his advice and continued guidance which provided me with a sincere appreciation of investigative principles during the work on my thesis. I gratefully acknowledge Marie Feng whose assistance and advice helped during the preparation of this thesis. I acknowledge Dr. Milton Braun for his guidance and interest during my years of graduate work. I also wish to thank John Cheng for all the help he gave me in the processing of the statistics for this thesis. ii -- VITA Robert Theodore Bergman was born on April 6, 1942 in Los Angeles, California. -

OT Fact Sheet: Sewing Thread
Sewing Thread – Textile and Wearing Apparel Overview This provision refers to articles of clothing in Chapters 61 and 62 that must be assembled using sewing thread of the Parties to the Agreement. The provision applies to the component that determines the tariff classification of the good and such component must satisfy the tariff change requirements set out in the rule for that good. This is a new provision under the new United States-Mexico-Canada Agreement (USMCA) and there is no such provision in the North American Free Trade Agreement (NAFTA). Processing: sewing thread is considered formed and finished in the territory of one or more Parties if all production processes and finishing operations, starting with the extrusion of filaments, strips, film or sheet, and including slitting a film or sheet into strip, or the spinning of all fibers into yarn, or both, and ending with the finished single or plied thread ready for use for sewing without further processing, took place in the territories of one or more of the USMCA countries even if non-originating fiber is used in the production of sewing thread of heading 52.04, 54.01 or 55.08, or yarn of heading 54.02 used as sewing thread References • USMCA • NAFTA o Final Text: Chapter 4, Annex 4-B, Section XI o No provision. o HTSUS: Chapter 61, Note 3 and Chapter 62, Note 4 o General Note 11 Significant Changes in USMCA Provision USMCA NAFTA Sewing New provision in USMCA. • No provision. Thread • An article of apparel or clothing accessory of Chapter 61 or Chapter 62 that contains sewing thread of headings 52.04 (cotton), 54.01 (man-made filaments), or 55.08 (man-made staple fiber), or yarn of heading 54.02 (synthetic filament yarn) used as sewing thread shall be considered FACT SHEET SHEET FACT originating only if such sewing thread is both formed and finished in the territory of one or more of the Parties. -

Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form
Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form Step 1 Apply style tape to your dress form to establish the bust level. Tape from the left apex to the side seam on the right side of the dress form. 1 Module 1 – Prepare the Dress Form Step 2 Place style tape along the front princess line from shoulder line to waistline. 2 Module 1 – Prepare the Dress Form Step 3A On the back, measure the neck to the waist and divide that by 4. The top fourth is the shoulder blade level. 3 Module 1 – Prepare the Dress Form Step 3B Style tape the shoulder blade level from center back to the armhole ridge. Be sure that your guidelines lines are parallel to the floor. 4 Module 1 – Prepare the Dress Form Step 4 Place style tape along the back princess line from shoulder to waist. 5 Lesson Guide Princess Bodice Draping: Beginner Module 2 – Extract Measurements Step 1 To find the width of your center front block, measure the widest part of the cross chest, from princess line to centerfront and add 4”. Record that measurement. 6 Module 2 – Extract Measurements Step 2 For your side front block, measure the widest part from apex to side seam and add 4”. 7 Module 2 – Extract Measurements Step 3 For the length of both blocks, measure from the neckband to the middle of the waist tape and add 4”. 8 Module 2 – Extract Measurements Step 4 On the back, measure at the widest part of the center back to princess style line and add 4”. -

Placket Construction Options
Placket Construction Options 1 Type1: Two Separate Bound Edges on a rectangular stitching box The key to this structure is that the bindings are initially stitched only to the seam allowances on each side, and NOT stitched across the end, of the clipped box, which means that they, and the clipped triangle at the bottom, remain loose and can be arranged before the nal nishing to go on either side of the fabric, as well as either over or under the other, after joining them at the sides. The widths and lengths of the bindings and the space between the sides of the clipped box determine all the other options available in this most exible of all the placket types I know of. Variation 1: Both bindings t inside the stitching box If you cut the bindings so the nished, folded widths of both are equal to or smaller than the space between the initial stitching lines, as shown above, you can arrange both ends at the clipped corners to all go on one side of the fabric (right or wrong side), along with the clipped triangle on the garment. You’ll get the best results if the underlapping binding is slightly smaller than the overlapping one. This can be man- aged by taking slightly deeper seam allowances when you join this piece, so they can initially be cut from the same strip. Or, you can place one end on each side with the Both ends on RS One end on RS, Both ends on WS triangle sandwiched in between. -
F7eb73228f1ff535d9120c7e0ffd0
PRODUCT FEATURES GENERAL TOOL BELT MATERIAL and FEATURES 5609 BALLISTIC POLYESTER Premium quality ballistic poly fabric is woven with elevated tenacity polyester thread in a 2x2 or 2x3 basket weave with yarn made of unusually high denier strength, typically from 840 denier to 1680 denier. Denier refers to the weight and thickness of the yarn, not TOOLS & SPECIALTY ITEMS TOOLS & SPECIALTY necessarily to the strength of the fabric. The 2x2 "ballistic weave" is extraordinarily strong and lightweight, and resists abrasion and tearing. Ballistic poly fabric is great for high-use and extreme work applications. Patented pouch handles Allow for simple belt adjustments and easy one-hand carrying, and convenient on-hook storage. Heavy-duty stitching and rivets Bar-tack stitching and rivets used to reduce additional wear and to reinforce stress points for added durability. MULTI-USE, EASY ACCESS POCKETS Large main pockets and small side and interior pockets, allow for the carrying of a wide variety of tools. GENERAL SOFT SIDE MATERIAL and FEATURES ECPL38 POLYESTER Quality polyester fabric is woven with thread that has been coated with a synthetic polymer in order to increase durability and fabric strength. Polyester is a versatile yarn and can easily be blended with other fibers to enhance specific properties that create materials with wear, and environmental resistance. Polyester fibers have high tenacity as well as low environmental absorption which makes it able to handle stressful usage and work environments. Reinforced WEB HANDLES Padded web carrying handles for comfort and convenience. Heavy-duty stitching Heavy-duty, bar-tack stitching used to reduce additional wear and to reinforce stress points for added durability. -

Lapped Zipper Lapped Zippers Are Often Found on Skirts at the Waistband
Sewing Technique: Lapped Zipper Lapped zippers are often found on skirts at the waistband. A lapped zipper is constructed so that the zipper is not visible. The zipper will remain closed throughout the process of inserting the zipper. All sewing is done on the inside of the garment except for topstitching. Remember to always keep the needle positioned between the zipper foot and the zipper teeth when sewing. NOTE: Throughout this tutorial, the term “placket” will be used. A placket is the fabric that surrounds and reinforces fasteners in a garment. In this instance, the fastener referred to in this tutorial is a zipper. STEP 1: On the wrong side of the fabric, measure and mark the placket opening BASTING where the zipper STITCH will be placed. Do this by measuring from the top of the garment down along the seam to the zipper bottom stop. Take into consideration the REGULAR composition of garment and if there will be a waistband or MACHINE STITCH any other special feature at the top of the zipper. Mark the placement of the bottom stop with a marking pencil. STEP 2: While sewing the seam, machine stitch the seam closed until the marked point of the bottom of the zipper, backstitch, then switch to a basting stitch for the distance of the placket seam. Press seam allowance open. $-05)*/( CONSTRUCTION 6UBI4UBUFJTBOBóSNBUJWFBDUJPOFRVBMPQQPSUVOJUZJOTUJUVUJPO STEP 3: Replace sewing machine foot with a zipper foot. Place zipper face down with the teeth centered on the pressed open seam on the inside of the garment, matching top and bottom stops with marks. -
Stitch Setting Chart
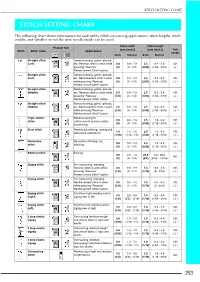
STITCH SETTING CHART STITCH SETTING CHART The following chart shows information for each utility stitch concerning applications, stitch lengths, stitch widths, and whether or not the twin needle mode can be used. Stitch width Stitch length Presser foot [mm (inch.)] [mm (inch.)] Twin Stitch Stitch name Applications needle Auto. Manual Auto. Manual Straight stitch General sewing, gather, pintuck, (Left) etc. Reverse stitch is sewn while 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Left) etc. Reinforcement stitch is sewn 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reverse stitch is sewn while 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reinforcement stitch is sewn 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Triple stretch General sewing for 0.0 0.0 - 7.0 2.5 1.5 - 4.0 OK stitch reinforcement and decorative (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) topstitching Stem stitch Reinforced stitching, sewing and 1.0 1.0 - 3.0 2.5 1.0 - 4.0 OK decorative applications (1/16) (1/16 - 1/8) (3/32) (1/16 - 3/16) ( J ) Decorative Decorative stitching, top 0.0 0.0 - 7.0 2.5 1.0 - 4.0 OK stitch stitching (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) Basting stitch Basting 0.0 0.0 - 7.0 20.0 5.0 - 30.0 NO (0) (0 - 1/4) (3/4) (3/16 - 1-3/16) Zigzag stitch For overcasting, mending. -
Instruction Book
INSTRUCTION BOOK PFAFF 130-6 Instruction book for the PFAFF Sewing Machine (Model 130) For best results, study these instructions carefully—par licularly those ports on the core of the machine. Before leoving the factory your PFAFF was adjusted, carefully tested, and found to be perfect in every respect. If you follow the simple suggestions outlined here, you will enjoy your PFAFF... find it endlessly useful ... and, through-out the years be glad that your choice is the finest sewing machine in the world. I. Useful hinis to help you get the best results with your PFAFF Use fine thread and a fine needle adjusted for loose tension when sewing thin, light fabrics. For ordinary lock stitch or zigzag seams, regulate the tension so that the interlacing of upper and under threads takes place in the center of the stitching. For making buttonholes, stitching on buttons, eyeletting, rolling seams, and hemstitching, the tension of the under thread should be somewhat tight, since it is desirable to hove the threads interlock more toward the underside of the fabric. Use unglazed thread for ordinary sewing, and soft yarn for embroidering, darning, etc. Since these yarns are smoother and more flexible than the hard and brittle glazed cotton, they assure well-drawn-in stitches, thus protecting the seams when the fabric is washed. Skipping of stitches may be caused by: 1. Needle not having been inserted properly. 2. Using other than the recommended PFAFF Needles. 3. Needle being bent by wrong handling, or too fine for the thread used. Thread breaking may be caused by: 1. -

Simplified Sewing: Hems
South Dakota State University Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange SDSU Extension Fact Sheets SDSU Extension 1964 Simplified Sewing: Hems Cooperative Extension South Dakota State University Follow this and additional works at: https://openprairie.sdstate.edu/extension_fact Recommended Citation South Dakota State University, Cooperative Extension, "Simplified Sewing: Hems" (1964). SDSU Extension Fact Sheets. 865. https://openprairie.sdstate.edu/extension_fact/865 This Fact Sheet is brought to you for free and open access by the SDSU Extension at Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. It has been accepted for inclusion in SDSU Extension Fact Sheets by an authorized administrator of Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. For more information, please contact [email protected]. .. ... -~--- - --v · . --,-.-.- , -. ·. ..•, .. ·'··· .••,.,. - .t:\. --(. ......., • ... ·\•i• ....,.,•-•1•,··...- .,.. "\' ·,- • • • -:\. -: ·):.~\:,..,:}:,:.·,:,..,:;:,:.~:,-:-,:.0:.- ·,~\:,.!;;;; ··:,:.\!.t:,-;..:,t;.,:,:,:.i:1:,:.'.:.•; .-·F_:,~::::_:.~:~~~~~;.:::z~:;:'.·---~-~;:~~L ::·.1~~~~1::.:;.:_;~~: File Copy FS244 THE l-lE~I of your dress can have the "professional - Wearer should stand in a natural position with look" or the "homemade look." In general, the best arms at sides and weight on both feet. hem is the least conspicuous, and every step in making a hem is planned with this in mind There are several methods of marking a hem. You may use any one of these: The professional touch is recognize-cl by the follow- ing characteristics: Various types of chalk markers or pin markers - Inconspicuous from the right side Yardstick - Even distance from the floor Tailor's square. - Wide enough for good proportion and to gi\.re With some of these you can mark enough weight to hang well your own hem; others require a - Even in width help«.