White Paper: Modifying Laser Beams – No Way Around It, So Here's
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Design and Testing of Collimators for Use in Measuring X-Ray Attenuation
DESIGN AND TESTING OF COLLIMATORS FOR USE IN MEASURING X-RAY ATTENUATION By RAJESH PANTHI Master of Science (M.Sc.) in Physics Tribhuvan University Kathmandu, Nepal 2009 Submitted to the Faculty of the Graduate College of the Oklahoma State University in partial fulfillment of the requirements for the Degree of MASTER OF SCIENCE December, 2017 DESIGN AND TESTING OF COLLIMATORS FOR USE IN MEASURING X-RAY ATTENUATION Thesis Approved: Dr. Eric R. Benton Thesis Adviser and Chair Dr. Eduardo G. Yukihara Dr. Mario F. Borunda ii ACKNOWLEDGEMENTS I would like to express the deepest appreciation to my thesis adviser As- sociate Professor Dr. Eric Benton of the Department of Physics at Oklahoma State University for his vigorous guidance and help in the completion of this work. He provided me all the academic resources, an excellent lab environment, financial as- sistantship, and all the lab equipment and materials that I needed for this project. I am grateful for many skills and knowledge that I gained from his classes and personal discussion with him. I would like to thank Adjunct Profesor Dr. Art Lucas of the Department of Physics at Oklahoma State University for guiding me with his wonderful experience on the Radiation Physics. My sincere thank goes to the members of my thesis committee: Professor Dr. Eduardo G. Yukihara and Assistant Professor Dr. Mario Borunda of the Department of Physics at Oklahoma State University for generously offering their valuable time and support throughout the preparation and review of this document. I would like to thank my colleague Mr. Jonathan Monson for helping me to access the Linear Accelerators (Linacs) in St. -

Repeating Fast Radio Bursts Caused by Small Bodies Orbiting a Pulsar Or a Magnetar Fabrice Mottez1, Philippe Zarka2, and Guillaume Voisin3,1
A&A 644, A145 (2020) Astronomy https://doi.org/10.1051/0004-6361/202037751 & c F. Mottez et al. 2020 Astrophysics Repeating fast radio bursts caused by small bodies orbiting a pulsar or a magnetar Fabrice Mottez1, Philippe Zarka2, and Guillaume Voisin3,1 1 LUTH, Observatoire de Paris, PSL Research University, CNRS, Université de Paris, 5 Place Jules Janssen, 92190 Meudon, France e-mail: [email protected] 2 LESIA, Observatoire de Paris, PSL Research University, CNRS, Université de Paris, Sorbonne Université, 5 Place Jules Janssen, 92190 Meudon, France 3 Jodrell Bank Centre for Astrophysics, Department of Physics and Astronomy, The University of Manchester, Manchester M19 9PL, UK Received 16 February 2020 / Accepted 1 October 2020 ABSTRACT Context. Asteroids orbiting into the highly magnetized and highly relativistic wind of a pulsar offer a favorable configuration for repeating fast radio bursts (FRB). The body in direct contact with the wind develops a trail formed of a stationary Alfvén wave, called an Alfvén wing. When an element of wind crosses the Alfvén wing, it sees a rotation of the ambient magnetic field that can cause radio-wave instabilities. In the observer’s reference frame, the waves are collimated in a very narrow range of directions, and they have an extremely high intensity. A previous work, published in 2014, showed that planets orbiting a pulsar can cause FRBs when they pass in our line of sight. We predicted periodic FRBs. Since then, random FRB repeaters have been discovered. Aims. We present an upgrade of this theory with which repeaters can be explained by the interaction of smaller bodies with a pulsar wind. -

A High Power Microwave Zoom Antenna with Metal Plate Lenses Julie Lawrance
University of New Mexico UNM Digital Repository Electrical and Computer Engineering ETDs Engineering ETDs 1-28-2015 A High Power Microwave Zoom Antenna With Metal Plate Lenses Julie Lawrance Follow this and additional works at: https://digitalrepository.unm.edu/ece_etds Recommended Citation Lawrance, Julie. "A High Power Microwave Zoom Antenna With Metal Plate Lenses." (2015). https://digitalrepository.unm.edu/ ece_etds/151 This Dissertation is brought to you for free and open access by the Engineering ETDs at UNM Digital Repository. It has been accepted for inclusion in Electrical and Computer Engineering ETDs by an authorized administrator of UNM Digital Repository. For more information, please contact [email protected]. Julie Lawrance Candidate Electrical Engineering Department This dissertation is approved, and it is acceptable in quality and form for publication: Approved by the Dissertation Committee: Dr. Christos Christodoulou , Chairperson Dr. Edl Schamilaglu Dr. Mark Gilmore Dr. Mahmoud Reda Taha i A HIGH POWER MICROWAVE ZOOM ANTENNA WITH METAL PLATE LENSES by JULIE LAWRANCE B.A., Physics, Occidental College, 1985 M.S. Electrical Engineering, 2010 DISSERTATION Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy Engineering The University of New Mexico Albuquerque, New Mexico December, 2014 ii A HIGH POWER MICROWAVE ZOOM ANTENNA WITH METAL PLATE LENSES by Julie Lawrance B.A., Physics, Occidental College, 1985 M.S., Electrical Engineering, University of New Mexico, 2010 Ph.D., Engineering, University of New Mexico, 2014 ABSTRACT A high power microwave antenna with true zoom capability was designed and constructed with the use of metal plate lenses. Proof of concept was achieved through experiment as well as simulation. -
Laser Collimated Beam Sensor LA SERIES ■■General Terms and Conditions
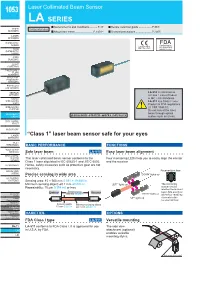
1053 Laser Collimated Beam Sensor LA SERIES ■ General terms and conditions ........... F-17 ■ Sensor selection guide ................. P.967~ FIBER Related Information SENSORS ■ About laser beam........................ P.1403~ ■ General precautions ..................... P.1405 LASER SENSORS PHOTOELECTRIC SENSORS Conforming to Conforming to FDA regulations EMC Directive MICRO (LA-511 only) PHOTOELECTRIC SENSORS AREA SENSORS LIGHT CURTAINS PRESSURE / FLOW SENSORS INDUCTIVE PROXIMITY SENSORS PARTICULAR USE SENSORS SENSOR LA-510 is classified as OPTIONS a Class 1 Laser Product SIMPLE in IEC / JIS standards. WIRE-SAVING LA-511 is a Class I Laser UNITS Product in FDA regulations WIRE-SAVING 21 CFR 1040.10. SYSTEMS Do not look at the laser MEASUREMENT beam through optical SENSORS panasonic-electric-works.net/sunx system such as a lens. STATIC CONTROL DEVICES ENDOSCOPE LASER “Class 1” laser beam sensor safe for your eyes MARKERS PLC / TERMINALS BASIC PERFORMANCE FUNCTIONS HUMAN MACHINE INTERFACES Safe laser beam LA-510 Easy laser beam alignment ENERGY CONSUMPTION VISUALIZATION This laser collimated beam sensor conforms to the Four monitoring LEDs help you to easily align the emitter COMPONENTS Class 1 laser stipulated in IEC 60825-1 and JIS C 6802. and the receiver. FA COMPONENTS Hence, safety measures such as protective gear are not necessary. MACHINE VISION Receiver front face SYSTEMS Precise sensing in wide area “DOWN” lights up UV CURING SYSTEMS Sensing area: 15 × 500 mm 0.591 × 19.685 in Minimum sensing object: ø0.1 mm ø0.004 in “LEFT” lights up The monitoring Repeatability: 10 µm 0.394 mil or less system checks whether the incident Sensing range beam falls evenly on Selection Emitter 500 mm 19.685 in Receiver “RIGHT” lights up Guide all the four receiving Laser “UP” lights up elements in the Displacement receiver window. -

Beam Expander Basics: Not All Spots Are Created Equal
LEARNING – UNDERSTANDING – INTRODUCING – APPLYING Beam Expander Basics: Not All Spots Are Created Equal APPLICATION NOTES www.edmundoptics.com BEAM EXPANDERS A laser beam expander is designed to increase the diameter from well-established optical telescope fundamentals. In such of a collimated input beam to a larger collimated output beam. systems, the object rays, located at infinity, enter parallel to Beam expanders are used in applications such as laser scan- the optical axis of the internal optics and exit parallel to them ning, interferometry, and remote sensing. Contemporary laser as well. This means that there is no focal length to the entire beam expander designs are afocal systems that developed system. THEORY: TELESCOPES Optical telescopes, which have classically been used to view eye, or image created, is called the image lens. distant objects such as celestial bodies in outer space, are di- vided into two types: refracting and reflecting. Refracting tele- A Galilean telescope consists of a positive lens and a negative scopes utilize lenses to refract or bend light while reflecting lens that are also separated by the sum of their focal length telescopes utilize mirrors to reflect light. (Figure 2). However, since one of the lenses is negative, the separation distance between the two lenses is much shorter Refracting telescopes fall into two categories: Keplerian and than in the Keplerian design. Please note that using the Effec- Galilean. A Keplerian telescope consists of positive focal length tive Focal Length of the two lenses will give a good approxima- lenses that are separated by the sum of their focal lengths (Fig- tion of the total length, while using the Back Focal Length will ure 1). -

A Gaussian Beam Shooting Algorithm for Radar Propagation Simulations Ihssan Ghannoum, Christine Letrou, Gilles Beauquet
A Gaussian beam shooting algorithm for radar propagation simulations Ihssan Ghannoum, Christine Letrou, Gilles Beauquet To cite this version: Ihssan Ghannoum, Christine Letrou, Gilles Beauquet. A Gaussian beam shooting algorithm for radar propagation simulations. RADAR 2009 : International Radar Conference ’Surveillance for a safer world’, Oct 2009, Bordeaux, France. hal-00443752 HAL Id: hal-00443752 https://hal.archives-ouvertes.fr/hal-00443752 Submitted on 4 Jan 2010 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. A GAUSSIAN BEAM SHOOTING ALGORITHM FOR RADAR PROPAGATION SIMULATIONS Ihssan Ghannoum and Christine Letrou Gilles Beauquet Lab. SAMOVAR (UMR CNRS 5157) Surface Radar Institut TELECOM SudParis THALES Air Systems S.A. 9 rue Charles Fourier, 91011 Evry Cedex, France Hameau de Roussigny, 91470 Limours, France Emails: [email protected] Email: [email protected] [email protected] Abstract— Gaussian beam shooting is proposed as an al- ternative to the Parabolic Equation method or to ray-based techniques, in order to compute backscattered fields in the context of Non-Line-of-Sight ground-based radar. Propagated fields are represented as a superposition of Gaussian beams, which are launched from the emitting antenna and transformed through successive interactions with obstacles. -

Observation and Modeling of Solar Jets
Observation and Modeling of Solar Jets rspa.royalsocietypublishing.org 1 Yuandeng Shen 1 Invited Review Yunnan Observatories, Chinese Academy of Sciences, Kunming, 650216, China The solar atmosphere is full of complicated transients manifesting the reconfiguration of solar magnetic Article submitted to journal field and plasma. Solar jets represent collimated, beam-like plasma ejections; they are ubiquitous in the solar atmosphere and important for the Subject Areas: understanding of solar activities at different scales, Solar Physics, Plasma Physics, magnetic reconnection process, particle acceleration, Space Science coronal heating, solar wind acceleration, as well as other related phenomena. Recent high spatiotemporal Keywords: resolution, wide-temperature coverage, spectroscopic, Flares, Coronal Mass Ejections, and stereoscopic observations taken by ground-based and space-borne solar telescopes have revealed many Magnetic Fields, valuable new clues to restrict the development of Filaments/Prominences, Solar theoretical models. This review aims at providing the Energetic Particles, Magnetic reader with the main observational characteristics of Reconnection, solar jets, physical interpretations and models, as well Magnetohydrodynamic Simulation as unsolved outstanding questions in future studies. Author for correspondence: Yuandeng Shen 1. Introduction e-mail: [email protected] The dynamic solar atmosphere hosts many jetting phenomena that manifest as collimated plasma beams with a width ranging from several hundred to few times 5 10 km [1–5]; they are frequently accompanied by micro- flares, photospheric magnetic flux cancellations, and type III radio bursts, and can occur in all types of solar regions including active regions, coronal holes, and quiet-Sun regions. Since these jetting activities continuously supply mass and energy into the upper atmosphere, they are thought to be one of the important source for heating coronal plasma and accelerating solar wind [1,6–9]. -

Laser Safety
Laser Safety The George Washington University Office of Laboratory Safety Ross Hall, Suite B05 202-994-8258 LASER LASER stands for: Light Amplification by the Stimulated Emission of Radiation Laser Light Laser light – is monochromatic, unlike ordinary light which is made of a spectrum of many wavelengths. Because the light is all of the same wavelength, the light waves are said to be synchronous. – is directional and focused so that it does not spread out from the point of origin. Asynchronous, multi-directional Synchronous, light. monochromatic, directional light waves Uses of Lasers • Lasers are used in industry, communications, military, research and medical applications. • At GW, lasers are used in both research and medical procedures. How a Laser Works A laser consists of an optical cavity, a pumping system, and a lasing medium. – The optical cavity contains the media to be excited with mirrors to redirect the produced photons back along the same general path. – The pumping system uses various methods to raise the media to the lasing state. – The laser medium can be a solid (state), gas, liquid dye, or semiconductor. Source: OSHA Technical Manual, Section III: Chapter 6, Laser Hazards. Laser Media 1. Solid state lasers 2. Gas lasers 3. Excimer lasers (a combination of the terms excited and dimers) use reactive gases mixed with inert gases. 4. Dye lasers (complex organic dyes) 5. Semiconductor lasers (also called diode lasers) There are different safety hazards associated with the various laser media. Types of Lasers Lasers can be described by: • which part of the electromagnetic spectrum is represented: – Infrared – Visible Spectrum – Ultraviolet • the length of time the beam is active: – Continuous Wave – Pulsed – Ultra-short Pulsed Electromagnetic Spectrum Laser wavelengths are usually in the Ultraviolet, Visible or Infrared Regions of the Electromagnetic Spectrum. -

Repeating Fast Radio Bursts Caused by Small Bodies Orbiting a Pulsar Or a Magnetar Fabrice Mottez, Philippe Zarka, Guillaume Voisin
Repeating fast radio bursts caused by small bodies orbiting a pulsar or a magnetar Fabrice Mottez, Philippe Zarka, Guillaume Voisin To cite this version: Fabrice Mottez, Philippe Zarka, Guillaume Voisin. Repeating fast radio bursts caused by small bodies orbiting a pulsar or a magnetar. Astronomy and Astrophysics - A&A, EDP Sciences, 2020. hal- 02490705v3 HAL Id: hal-02490705 https://hal.archives-ouvertes.fr/hal-02490705v3 Submitted on 3 Jul 2020 (v3), last revised 2 Dec 2020 (v4) HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Astronomy & Astrophysics manuscript no. 2020˙FRB˙small˙bodies˙revision˙3-GV-PZ˙referee c ESO 2020 July 3, 2020 Repeating fast radio bursts caused by small bodies orbiting a pulsar or a magnetar Fabrice Mottez1, Philippe Zarka2, Guillaume Voisin3,1 1 LUTH, Observatoire de Paris, PSL Research University, CNRS, Universit´ede Paris, 5 place Jules Janssen, 92190 Meudon, France 2 LESIA, Observatoire de Paris, PSL Research University, CNRS, Universit´ede Paris, Sorbonne Universit´e, 5 place Jules Janssen, 92190 Meudon, France. 3 Jodrell Bank Centre for Astrophysics, Department of Physics and Astronomy, The University of Manchester, Manchester M19 9PL, UK July 3, 2020 ABSTRACT Context. -

DTS0043 OZ Optics Reserves the Right to Change Any Specifications Without Prior Notice
LASER DIODE COLLIMATORS Features: • Low losses • High polarization extinction ratios • Compact housing • Custom designs for user specified diodes Applications: • Optical alignment systems • Process control • Medical processes • Imaging systems • Test and measurement Laser diode collimators are used to collimate the highly divergent beam that is emitted by a laser diode. It consists of a laser diode holder, a colli- mating lens holder, and a high numerical aperture (NA) collimating lens, with a focal length f. The lens is housed in a threaded receptacle that is screwed into the collimating lens holder. By adjusting the distance between the laser diode and the collimating lens, one can collimate the laser diode output. The dimensions of the collimated beam is determined by two factors - the far field divergence angles θ⊥ and θ||, of the laser diode being used, and the focal length of the collimating lens. The collimating beam dimensions are given by the equations BD⊥ = 2 × f × sin(θ⊥/2) × × θ BD|| = 2 f sin( ||/2) For information on the diode characteristics, consult the diode manufac- turer for specifications. The light from a laser diode is not circularly symmetric. Instead, the output diverges more in one direction than in the perpendicular direction. As a result the output beam from the collimating lens will be elliptical in shape rather than circular. There are two main methods to correct this problem. The first is to add a cylindrical lens or anamorphic prism in front of the diode before collimating it. A second technique is to couple the light from the laser diode into a singlemode fiber and then collimate the output from the fiber. -

Flatness of Dichroic Beamsplitters Affects Focus and Image Quality
Flatness of Dichroic Beamsplitters Affects Focus and Image Quality 1. Introduction Even though fluorescence microscopy has become a routine technique for many applications, demanding requirements from technological advances continue to push the limits. For example, today biological researchers are not only interested in looking at fixed-cell samples labeled with multiple colors, but they are also interested in looking at the dynamics of live specimens in multiple colors, simultaneously. Even certain fixed-cell imaging applications are hampered by limited throughput of the conventional multicolor imaging techniques. Given that the most popular multicolor fluorescence imaging configurations – including “Sedat” and “Pinkel” [1] – are often too slow, new multicolor imaging approaches are evolving. The schematic of such an imaging setup that enables “simultaneous” visualization of multicolor images of a specimen is shown in Figure 1. Figure 1: A simple setup for simultaneous visualization of two colors. In this example, the dual-colored emission signal from the sample is split into two emission light paths using a dichroic beamsplitter, and the signal in each of these channels is imaged onto a CCD camera. An advantage of this configuration over conventional multicolored imaging configurations is that the emission signal from multiple sources can be visualized simultaneously. Due to the absence of any moving parts, such as a filter wheel, this approach enables high-speed image acquisition, thus allowing for very fast cellular dynamics to be imaged in multiple colors at the same time. The principal of splitting the emission signal into different channels is already possible using commercially available products that allow for multichannel imaging. -

Rectangular Collimation Reduces Radiation Dose from Intraoral Radiography
Rectangular Collimation Effectively Limits Radiation Field Rectangular Collimation Reduces Radiation Dose From Intraoral Radiography. John Ludlow, MS, DDS John Ludlow, MS, DDS -Special Presentation Rectangular collimation is an extremely effective method for reducing the radiation dose from intraoral radiography. The smallest round cones expose about twice the area needed to cover a typical bitewing film. Rectangular collimation is an extremely effective method for reducing the radiation dose from intraoral radiography. Rectangular collimation simply shapes and sizes the x-ray beam to the shape and size of the imaging receptor. In medical radiography, the concept of limiting the field of radiation to no more than the size of the receptor is a firmly established legal requirement in most states. However, in dentistry, intraoral radiographs are much smaller in size and more difficult to pinpoint in space. Traditionally, a round beam that is larger than the size of the intraoral receptor has been used to expose dental films. The beam's diameter has decreased from >9 cm for units manufactured in the 1920s to 7 cm (federally permitted maximum diameter) or even 6 cm for some currently manufactured units. Beam Size vs Exposure: For dentistry, the most commonly used intraoral image receptor is rectangular and measures 41 mm x 31 mm, providing a surface area of 1270 mm2. However, the area of a 9-cm diameter circle is 5 times greater than the area of the rectangular receptor, a 7-cm circle has 3 times the area, and a 6-cm circle has a bit more than twice the area. Therefore, even the smallest round cones expose about twice the area needed to completely cover a typical bitewing or periapical film.