Elimination of Low Insulation Defect on Wiring Harness in Nissan 1–Altima Using Six Sigma Methodology at Yazaki-Torres Manufacturing Inc
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Japanese Manufacturing Affiliates in Europe and Turkey
06-ORD 70H-002AA 7 Japanese Manufacturing Affiliates in Europe and Turkey - 2005 Survey - September 2006 Japan External Trade Organization (JETRO) Preface The survey on “Japanese manufacturing affiliates in Europe and Turkey” has been conducted 22 times since the first survey in 1983*. The latest survey, carried out from January 2006 to February 2006 targeting 16 countries in Western Europe, 8 countries in Central and Eastern Europe, and Turkey, focused on business trends and future prospects in each country, procurement of materials, production, sales, and management problems, effects of EU environmental regulations, etc. The survey revealed that as of the end of 2005 there were a total of 1,008 Japanese manufacturing affiliates operating in the surveyed region --- 818 in Western Europe, 174 in Central and Eastern Europe, and 16 in Turkey. Of this total, 291 affiliates --- 284 in Western Europe, 6 in Central and Eastern Europe, and 1 in Turkey --- also operate R & D or design centers. Also, the number of Japanese affiliates who operate only R & D or design centers in the surveyed region (no manufacturing operations) totaled 129 affiliates --- 125 in Western Europe and 4 in Central and Eastern Europe. In this survey we put emphasis on the effects of EU environmental regulations on Japanese manufacturing affiliates. We would like to express our great appreciation to the affiliates concerned for their kind cooperation, which have enabled us over the years to constantly improve the survey and report on the results. We hope that the affiliates and those who are interested in business development in Europe and/or Turkey will find this report useful. -

Defendants and Auto Parts List
Defendants and Parts List PARTS DEFENDANTS 1. Wire Harness American Furukawa, Inc. Asti Corporation Chiyoda Manufacturing Corporation Chiyoda USA Corporation Denso Corporation Denso International America Inc. Fujikura America, Inc. Fujikura Automotive America, LLC Fujikura Ltd. Furukawa Electric Co., Ltd. G.S. Electech, Inc. G.S. Wiring Systems Inc. G.S.W. Manufacturing Inc. K&S Wiring Systems, Inc. Kyungshin-Lear Sales And Engineering LLC Lear Corp. Leoni Wiring Systems, Inc. Leonische Holding, Inc. Mitsubishi Electric Automotive America, Inc. Mitsubishi Electric Corporation Mitsubishi Electric Us Holdings, Inc. Sumitomo Electric Industries, Ltd. Sumitomo Electric Wintec America, Inc. Sumitomo Electric Wiring Systems, Inc. Sumitomo Wiring Systems (U.S.A.) Inc. Sumitomo Wiring Systems, Ltd. S-Y Systems Technologies Europe GmbH Tokai Rika Co., Ltd. Tram, Inc. D/B/A Tokai Rika U.S.A. Inc. Yazaki Corp. Yazaki North America Inc. 2. Instrument Panel Clusters Continental Automotive Electronics LLC Continental Automotive Korea Ltd. Continental Automotive Systems, Inc. Denso Corp. Denso International America, Inc. New Sabina Industries, Inc. Nippon Seiki Co., Ltd. Ns International, Ltd. Yazaki Corporation Yazaki North America, Inc. Defendants and Parts List 3. Fuel Senders Denso Corporation Denso International America, Inc. Yazaki Corporation Yazaki North America, Inc. 4. Heater Control Panels Alps Automotive Inc. Alps Electric (North America), Inc. Alps Electric Co., Ltd Denso Corporation Denso International America, Inc. K&S Wiring Systems, Inc. Sumitomo Electric Industries, Ltd. Sumitomo Electric Wintec America, Inc. Sumitomo Electric Wiring Systems, Inc. Sumitomo Wiring Systems (U.S.A.) Inc. Sumitomo Wiring Systems, Ltd. Tokai Rika Co., Ltd. Tram, Inc. 5. Bearings Ab SKF JTEKT Corporation Koyo Corporation Of U.S.A. -

Somos Yazaki.Indd
Yazaki is driving speed to market in automotive When Yazaki - a global leader in manufacturing automotive parts - first came across Somos® EvoLVe 128, they believed they had found a revolutionary new additive material. Since using the product in their rapid prototyping center, Yazaki has seen 20% faster production, better capacity and ease of use. It has prompted Yazaki to say “Somos® EvoLVe 128 is one of the best, all-purpose SLA material that we’ve seen”. Continuous rapid prototyping improvement “But these products are often very thick and viscous so cleaning, for example, is difficult because excess material is hard to Yazaki, a global leader in automotive power, data and display technologies, produces a wide range of connection and control remove from recesses and fine features. We were looking for products and is the world’s leading manufacturer of wire something that combined the best of all worlds - low viscosity ® harnesses and electronic components. Yazaki supplies most of and good material properties. When we learned about Somos the world’s leading automotive OEMs including Ford, General EvoLVe 128, we believed it was something significantly new in Motors, Fiat Chrysler Automobiles, Toyota, Honda, Renault-Nissan the industry.” and Volkswagen. Yazaki started using Somos® EvoLVe 128 as a key material on one The company’s North American headquarters, located near of their large-frame SLA machines at the R&D center. Somos® Detroit, Michigan, is the research and development center EvoLVe 128 is ideal for large SLA devices for its versatility, as for automotive electronic devices and the company’s largest this is an all-purpose material that can be used for various stereolithography (SLA) and additive manufacturing facility. -

Fuel Senders Second Consolidated Amended Class Action Complaint
FILED UNDER SEAL – HIGHLY CONFIDENTIAL UNITED STATES DISTRICT COURT FOR THE EASTERN DISTRICT OF MICHIGAN SOUTHERN DIVISION : IN RE AUTOMOTIVE PARTS : ANTITRUST LITIGATION : Master File No. 12-md-02311 : H: 12-cv-00303-MOB-MKM : PRODUCT(S): : : FUEL SENDERS SECOND CONSOLIDATED AMENDED : CLASS ACTION COMPLAINT : This Document Relates to: : : ALL END-PAYOR ACTIONS : JURY TRIAL DEMANDED : [FILED UNDER SEAL – HIGHLY : CONFIDENTIAL] FILED UNDER SEAL – HIGHLY CONFIDENTIAL Plaintiffs Halley Ascher, Gregory Asken, Kimberly Bennett, Kent Busek, Rita Cornish, Lori Curtis, Jane Fitzgerald, Carroll Gibbs, Dori Gilels, Curtis Harr, Andrew Hedlund, Gary Arthur Herr, Leonard Julian, Elizabeth Kaufman, Michelle McGinn, Rebecca Lynn Morrow, Roger Olson, Whitney Porter, Erica Shoaf, Arthur Stukey, Tom Halverson, Sophie O’Keefe- Zelman, Melissa Barron, John Hollingsworth, Meetesh Shah, Jane Taylor, Keith Uehara, Jennifer Chase, Darrel Senior, James Marean, Ron Blau, Nilsa Mercado, Darcy Sherman, David Bernstein, Thomas Wilson, Robert Klingler, Jessica DeCastro, Nathan Croom, Edward Muscara, Michael Wick, Tenisha Burgos, Jason Grala, Kathleen Tawney, Kelly Klosterman, Cindy Prince, Paul Gustafson, Frances Gammell-Roach, William Dale Picotte, Phillip Young, Alena Farrell, Janne Rice, Robert Rice, Stacey Nickell, and Carol Ann Kashishian (collectively, “Plaintiffs”), on behalf of themselves and all others similarly situated (the “Classes” as defined below), upon personal knowledge as to the facts pertaining to them and upon information and belief as to all other matters, and based on the investigation of counsel, bring this class action for damages, injunctive relief and other relief pursuant to federal antitrust laws and state antitrust, unfair competition, consumer protection and unjust enrichment laws. Plaintiffs demand a trial by jury, and allege as follows: NATURE OF ACTION 1. -

Auto Parts Canadian Settlements
AUTO PARTS CANADIAN SETTLEMENTS Settlement Amount Action Settled Defendant(s) (CDN) Approved Hearing Date (unless otherwise indicated) Air Conditioning DENSO Corporation et al $4,943,000 Feb 28/20 n/a Systems Panasonic Corporation et al $126,000 n/a May 13/21 Marelli Corporation (f/k/a $878,935.99 n/a May 13/21 Calsonic Kansei Corporation) et al Air Flow Meters Hitachi, Ltd., et al $725,000 May 1/17 n/a DENSO Corporation et al $150,000 Feb 28/20 n/a Alternators Hitachi, Ltd., et al $950,000 May 1/17 n/a Mitsubishi Electric $2,200,000 Sept 21/18 n/a Corporation et al DENSO Corporation et al $5,120,000 Feb 28/20 n/a ATF Warmers and Oil T.RAD Co., Ltd. et al $113,476.33 Jun 19/18 n/a Coolers DENSO Corporation et al $302,000 Feb 28/20 n/a Marelli Corporation (f/k/a $64,867.52 n/a May 13/21 Calsonic Kansei Corporation) et al Autolights Mitsuba Corporation et al $150,000 May 28/19 n/a Koito Manufacturing Co., $3,666,000 Aug 27/20 n/a Ltd. et al. Automotive Brake Hitachi Metals, Ltd. et al $175,000 Feb 28/20 n/a Hoses Toyoda Gosei Co., Ltd. $97,419.03 Aug 27/20 n/a Automotive Constant- Toyo Tire & Rubber Co., $258,969.19 Aug 27/20 n/a Velocity-Joint Boot Ltd. et al Products Toyoda Gosei Co., Ltd. $105,846.66 Aug 27/20 n/a Automotive Exhaust DENSO Corporation et al $150,000 Feb 28/20 n/a Systems NGK Spark Plugs (U.S.A.), $66,510 Feb 28/20 n/a Inc., et al Eberspächer Gruppe GmbH $190,000 Aug 27/20 n/a & Co. -

Exhibitor List
The 41st Tokyo Motor Show 2009 List of Exhibitors (As of September 29, 2009) Passenger Cars Parts, Machinery and Tools Alpina Burkard Bovensiepen GmbH+Co.KG acument Japan K.K. Daihatsu Motor Co., Ltd. Advics Co., Ltd. Fuji Heavy Industries Ltd. Aisin AI Co., Ltd. Group Lotus plc. Aisin AW Co., Ltd. Honda Motor Co., Ltd. Aisin Chemical Co., Ltd. Mazda Motor Corp. Aisin Seiki Co., Ltd. Mitsubishi Motors Corp. Aisin Takaoka Co., Ltd Nissan Motor Co., Ltd. Akebono Brake Industry Co., Ltd. Suzuki Motor Corp. Anden Co., Ltd. Toyota Motor Corp. Arai Helmet Ltd. Arai Seisakusho Co., Ltd. Motorcycles Asahi Denso Co., Ltd. Adiva S.p.A. Asmo Co., Ltd. Bombardier Recreational Products Inc. Bewith Enterprise Japan, Ltd. Harley-Davidson Motor Co. Bosch Corp. Honda Motorcycle Japan Co., Ltd. Bridgestone Corp. Kwang Yang Motor Co., Ltd. COB Bearing Inc. Suzuki Motor Corp. Daido Metal Co., Ltd. Yamaha Motor Co., Ltd. Datasystem Co., Ltd. Delta Kogyo Co., Ltd. Carrozzeria Denso Corp. CT&T Co., Ltd. Exedy Corp. Campagna Motors Goodyear Japan Ltd. Phiaro Corporation Inc, Ltd. Hamanako Denso Co., Ltd. Sivax Inc. Hirschvogel Holding GmbH Suzusho Inc. Hitachi Automotive Systems, Ltd. Hitachi Metals, Ltd. IPF Corp. Imasen Electric Industrial Co., Ltd. Isamu Paint Co., Ltd. Iwata Bolt Co., Ltd. JTEKT Corp. Jatco Ltd. Kanack Pranning Corp. Japan Hydrogen & Fuel Cell Demonstration Project (JHFC) Keihin Corp. Shin-Kobe Electric Machinery Co., Ltd. Koito Mfg. Co., Ltd. Sonic Design Kosei Aluminum Co., Ltd. Stahl Europe bv Kuzeh Corp. Stanley Electric Co., Ltd. Kyoraku Co., Ltd. Sumitomo Electric Industries, Ltd. Kyoshin-Seisakusho Co., Ltd. -

Autodesk W Branży Motoryzacyjnej
Autodesk w Branży Motoryzacyjnej Name Surname Job Title Image courtesy of Local Motors Inc. Idea Koncepcja Wizualizacja Ergonomia Konstrukcja i optymalizacja Symulacja Organizacja procesu produkcyjnego Marketing 14 GENERAL MOTORS CORPORATION EXEDY CORPORATION IMABARI SHIPBUILDING CO.,LTD. WERNER BAIER UND GERHARD MEY TOYOTA MOTOR CORPORATION TSUNEISHI SHIPBUILDING COMPANY CENTRAL JAPAN RAILWAY COMPANY AMSTED INDUSTRIES INCORPORATED HONDA MOTOR CO., LTD. MAZDA MOTOR CORPORATION LINAMAR CORPORATION MITSUBISHI MOTORS AUSTRALIA LIMITED MITSUBISHI HEAVY INDUSTRIES, LTD. GENERAL ELECTRIC COMPANY CHINA SHIPBUILDING INDUSTRY CORPORATION CHINA STATE SHIPBUILDING CORPORATION MICHELIN ET CIE GM DAEWOO AUTO & TECHNOLOGY COMPANY NAMURA SHIPBUILDING CO.,LTD. KEIHIN CORPORATION NORTHROP GRUMMAN CORPORATION SIEMENS AG AUSTAL USA, LLC AKEBONO BRAKE INDUSTRY CO., LTD. FORD MOTOR COMPANY VALEO MAG IAS HOLDINGS, INC. COOPER-STANDARD HOLDINGS, INC. HYUNDAI HEAVY INDUSTRIES CO., LTD. L-3 COMMUNICATIONS HOLDINGS, INC. KOREA DELPHI AUTOMOTIVE SYSTEMS CENTRAL MOTOR CO.,LTD. ROBERT BOSCH GMBH DANA HOLDING CORPORATION STELLA VERM?GENSVERWALTUNGS GMBH L?RSSEN MARITIME BETEILIGUNGEN GMBH. VOLKSWAGEN AG SUZUKI MOTOR CORPORATION REPUBBLICA ITALIANA CHINA COMMUNICATIONS CONSTRUCTION KUBOTA CORPORATION SEMBCORP INDUSTRIES LTD THAI SUMMIT AUTOPARTS INDUSTRY COMPANY PARKER -HANNIFIN CORPORATION FIAT SPA ROLLS-ROYCE GROUP PLC NAVISTAR INTERNATIONAL CORPORATION DCNS MAGNA INTERNATIONAL INC AB VOLVO PRESCO, Y.K. JUNGHEINRICH AG BRIDGESTONE CORPORATION CKD CORPORATION UNITED TECHNOLOGIES CORPORATION MITSUBA CORPORATION CONTINENTAL AG NIENPAL EMPREENDIMENTOS E PARTICIPACOES YAZAKI CORPORATION YOKOHAMA RUBBER COMPANY, LIMITED, THE DAIMLER AG FUJI HEAVY INDUSTRIES LTD. BENTELER AG MUSASHI SEIMITSU INDUSTRY CO., LTD. STX OFFSHORE & SHIPBUILDING CO., LTD. SHANGHAI AUTOMOTIVE INDUSTRY CORP ABEKING & RASMUSSEN SCHIFFS- UND ALLISON TRANSMISSION, INC. NISSAN MOTOR CO., LTD. BROSE FAHRZEUGTEILE GMBH & CO. KG ODIM ASA STICHTING ADMINISTRATIEKANTOOR HUISMAN MITSUBISHI MOTORS CORPORATION HARLEY-DAVIDSON, INC. -

YAZAKI CORPORATION, YAZAKTNORTH AMERICA INC, DENSO CORPORATION, DENSO INTERNATIONAL AMERICA, INC., DENSO MANUFACTURING CANADA, INC., and DENSO SALES CANADA, TNC
Court File No. CV-13-482959-00CP ONTARIO SUPERIOR COURT OF JUSTICE THE HONOURABLE ) THURSDAY, THE 28th DAY JUSTICE BELOBABA ) OF JANUARY, 2016 I B SHERIDAN CHEVROLET CADILLAC LTD., -, PICKERING AUTO MALL LTD., ANd FADY SAMAHA Plaintiffs Uoru -and- YAZAKI CORPORATION, YAZAKTNORTH AMERICA INC, DENSO CORPORATION, DENSO INTERNATIONAL AMERICA, INC., DENSO MANUFACTURING CANADA, INC., aNd DENSO SALES CANADA, TNC., Defendants Proceeding under fhe Class Proceedings Act, 1992 ORDER - Fuel Senders - THIS MOTION made by the Plaintiffs for an Order approving the settlement agreement entered into with the Defendants Yazaki Corporation and Yazaki North America Inc. (collectively the "Settling Defendants") and dismissing this action as against the Settling Defendants, was heard this day at Osgoode Hall, 130 Queen Street West, Toronto, Ontario. ON READING the materials filed, including the settlement agreement dated October 19,2015 attached to this Order as Schedule '(4" (the "settlement Agreement"), and on hearing the submissions of counsel for the Plaintiffs and counsel for the Settling Defendants, the Non-Settling Defendants taking no position; AND ON BEING ADVISED that the deadline for objecting to the Settlement Agreement has passed and there have been no written objections to the Settlement Agreement; - z.-a AND ON BEING ADVISED that the deadline for opting out of the Ontario Action has passed, and there were no Persons who validly and timely exercised the right to opt-out; AND ON BEING ADVISED that the Plaintiffs and the Settling Defendants consent to this Order: I THIS COURT ORDERS that, in addition to the definitions used elsewhere in this Order, for the purposes of this Order, the dehnitions set out in the Settlement Agreement apply to and are incorporated into this Order. -

DENSO - CASE STUDY DENSO’S Choice for Its Strategic Investment
INVESTMENT OPPORTUNITIES DENSO - CASE STUDY DENSO’s Choice for its Strategic Investment DENSO Corporation (DENSO) is a leading global supplier of advanced automotive technologies, systems and components, and its headquarters is located in Kariya, Aichi, Japan. Its presence in Europe dates from the opening of an office in Amsterdam in 1973. It has since established sales offices in the United Kingdom, Germany, France, Italy, Sweden and Belgium. The first European production company was DENSO Barcelona S.A. established in Spain in 1989. This company manufactures engine-control components and automotive electronic products. Today DENSO has 16 production companies and 16 companies involved in sales and other activities in Europe. Among these DENSO has four plants manufacturing car air-conditioning units in Great Britain, Germany, Italy and the Czech Republic. DENSO - Giving Drive to the Czech Automotive Sector One of the largest Japanese investments in the Czech automotive industry has been made by Products manufactured at DENSO CZECH DENSO Corporation in the Liberec industrial zone. DENSO, one of the world’s leading automotive suppliers, has decided to locate its car air-conditioner manufacturing plant in Product Units/ year Liberec, bringing to this region the most modern technology and several hundred new jobs. The HVAC (Heaters, Ventilators and Air Conditioners) 1,400,000+ planned total investment amount should reach CZK 3 billion (approximately USD 130 mil.) and Heater cores 1,400,000+ about 1,700 jobs should be created. The DENSO plant was the 25th Japanese manufacturing Evaporators 2,800,000+ project in the Czech Republic. Condensers 1,400,000+ DL pulleys 1,000,000+ DENSO MANUFACTURING CZECH (DENSO CZECH) came into existence on July 12th 2001. -

Automotive Hoses Consolidated Amended Class Action Complaint
UNITED STATES DISTRICT COURT FOR THE EASTERN DISTRICT OF MICHIGAN SOUTHERN DIVISION IN RE AUTOMOTIVE PARTS : 12-md-02311 ANTITRUST LITIGATION : Honorable Marianne O. Battani : : : : : IN RE: AUTOMOTIVE HOSES : 2:15-cv-03203-MOB-MKM : : THIS DOCUMENT RELATS TO: : : CONSOLIDATED AMENDED CLASS END-PAYOR ACTION : ACTION COMPLAINT : : JURY TRIAL DEMANDED : : [REDACTED] : REDACTED Plaintiffs Halley Ascher, Gregory Asken, Melissa Barron, Kimberly Bennett, David Bernstein, Ron Blau, Tenisha Burgos, Kent Busek, Jennifer Chase, Rita Cornish, Nathan Croom, Lori Curtis, Jessica Decastro, Theresia Dillard, Alena Farrell, Jane Fitzgerald, Carroll Gibbs, Dori Gilels, Jason Grala, Ian Groves, Curtis Gunnerson, Paul Gustafson, Tom Halverson, Curtis Harr, Andrew Hedlund, Gary Arthur Herr, John Hollingsworth, Carol Ann Kashishian, Elizabeth Kaufmann, Robert Klingler, Kelly Klosterman, James Marean, Rebecca Lynn Morrow, Edward Muscara, Stacey Nickell, Sophie O’Keefe-Zelman, Roger Olson, William Picotte, Whitney Porter, Cindy Prince, Janne Rice, Robert Rice, Jr., Frances Gammell-Roach, Darrel Senior, Meetesh Shah, Darcy Sherman, Erica Shoaf, Arthur Stukey, Kathleen Tawney, Jane Taylor, Keith Uehara, Michael Wick, and Phillip Young (“Plaintiffs”), on behalf of themselves and all others similarly situated (the “Classes” as defined below), upon personal knowledge as to the facts pertaining to themselves and upon information and belief as to all other matters, and based on the investigation of counsel, bring this class action for damages, injunctive relief, and -
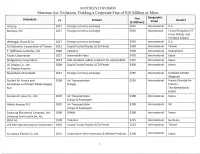
Sherman Act Violations Yielding a Corporate Fine of $10 Million Or More
ANTITRUST DIVISION Sherman Act Violations Yielding a Corporate Fine of $10 Million or More Fine Geographic Defendant FY Product Country ($ Millions S cop e Citicorp 2017 Foreign currency exchange $925 International U.S. Barclays, PLC 2017 Foreign currency exchange $650 International United Kingdom Of Great Britain And Northern Ireland JPMorgan Chase & Co. 2017 Foreign currency exchange $550 International U.S. AU Optronics Corporation of Taiwan 2012 Liquid Crystal Display (LCD) Panels $500 International Taiwan F. Hoffmann-La Roche, Ltd. 1999 Vitamins $500 International Switzerland Yazaki Corporation 2012 Automobile Parts $470 International Japan Bridgestone Corporation 2014 Anti-vibration rubber products for automobiles $425 International Japan LG Display Co., Ltd 2009 Liquid Crystal Display (LCD) Panels $400 International Korea LG Display America Royal Bank of Scotland 2017 Foreign currency exchange $395 International Scotland (United Kingdom) Societe Air France and 2008 Air Transportation $350 International France (Societe-Air Koninklijke Luchtvaart Maatschappij, (Cargo) France) N.V. The Netherlands (KLM) Korean Air Lines Co., Ltd. 2007 Air Transportation $300 International Korea (Cargo & Passenger) British Airways PLC 2007 Air Transportation $300 International UK (Cargo & Passenger) Samsung Electronics Company, Ltd. 2006 DRAM $300 International Korea Samsung Semiconductor, Inc. BASF AG 1999 Vitamins $225 International Germany CHI MEI Optoelectronics Corporation 2010 Liquid Crystal Display (LCD) Panels $220 International Taiwan Furukawa Electric Co. Ltd. 2012 Automotive Wire Harnesses & Related Products $200 International Japan 1 ANTITRUST DIVISION Shetrnan Act Violations Yielding a Corporate Fine of $10 Million or More Fine Geographic Defendant FY Product Country ($ Millions) Scop e Hitachi Automotive Systems, Ltd 2014 Automotive Wire Harnesses & Related Products $195 International Japan Mitsubishi Electric Corporation 2014 Automotive Wire Harnesses and Electronic $190 International Japan Components Hynix Semiconductor Inc. -

Automotive News 100 Leading Women in the North American Auto Industry 9-Nov-15 Final Attendee List
Automotive News 100 Leading Women in the North American Auto Industry 9-Nov-15 Final attendee list First Last Title Company Kathryn LaFerle Manager Membership AIAG David Lalain VP AIAG Jim Charnitz Alcoa Inc. Cherlyn Foster Manufacturing Manager, Finishing & Automotive Alcoa Inc. Mike Murphy Alcoa inc. Rob Woodall Alcoa Inc. Mark Manzo Ally Financial Diane Morais Ally Financial Kristen Rohrbaugh Ally Financial Erin Klepaski Sr. Director, Strategic Alliances Ally Financial, Inc. Michele Lieber Chief Public Policy Officer Ally Financial, Inc. Allyson Parker Sr. Director, Human Resources Ally Financial, Inc. Kathie Patterson Senior Vice President, Human Resources Ally Financial, Inc. Gina Proia Chief Communications Officer Ally Financial, Inc. Andrea Riley Chief Marketing Officer Ally Financial, Inc. Dan Soto Chief Compliance Officer Ally Financial, Inc. Bridget Sponsky Director Ally Financial, Inc. Doug Timmerman President Ally Insurance Gloria Rzucidlo Photographer AmericaJR.com Jerome Rzucidlo Reporter AmericaJR.com Patricia Price National Account Director AQUENT John Moyer President and COO Asahi Kasei Plastics North James Bourdganis Area Sales Manager Audi of America Tracy King Area General Manager Audi of America Jenni Young Customer Experience Manager Audi of America Scott Dershem Autoliv Steve Fredin Autoliv Dan Garceau Autoliv Dave Jackson Autoliv Frank Kiiskila Autoliv Kim Kovac Autoliv Jordi Lombarte Autoliv Tony Nellis Autoliv Erin Patrick Autoliv Lisa Frary VP Quality Autoliv North America Shiraz Ahmed Automotive News Leslie