Transformer and Capacitor Dielectric Fluids
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

What Is a Neutral Earthing Resistor?
Fact Sheet What is a Neutral Earthing Resistor? The earthing system plays a very important role in an electrical network. For network operators and end users, avoiding damage to equipment, providing a safe operating environment for personnel and continuity of supply are major drivers behind implementing reliable fault mitigation schemes. What is a Neutral Earthing Resistor? A widely utilised approach to managing fault currents is the installation of neutral earthing resistors (NERs). NERs, sometimes called Neutral Grounding Resistors, are used in an AC distribution networks to limit transient overvoltages that flow through the neutral point of a transformer or generator to a safe value during a fault event. Generally connected between ground and neutral of transformers, NERs reduce the fault currents to a maximum pre-determined value that avoids a network shutdown and damage to equipment, yet allows sufficient flow of fault current to activate protection devices to locate and clear the fault. NERs must absorb and dissipate a huge amount of energy for the duration of the fault event without exceeding temperature limitations as defined in IEEE32 standards. Therefore the design and selection of an NER is highly important to ensure equipment and personnel safety as well as continuity of supply. Power Transformer Motor Supply NER Fault Current Neutral Earthin Resistor Nov 2015 Page 1 Fact Sheet The importance of neutral grounding Fault current and transient over-voltage events can be costly in terms of network availability, equipment costs and compromised safety. Interruption of electricity supply, considerable damage to equipment at the fault point, premature ageing of equipment at other points on the system and a heightened safety risk to personnel are all possible consequences of fault situations. -
Electricity Today Issue 4 Volume 17, 2005
ET_4_2005 6/3/05 10:41 AM Page 1 A look at the upcoming PES IEEE General Meeting see page 5 ISSUE 4 Volume 17, 2005 INFORMATION TECHNOLOGIES: Protection & Performance and Transformer Maintenance PUBLICATION MAIL AGREEMENT # 40051146 Electrical Buyer’s Guides, Forums, On-Line Magazines, Industry News, Job Postings, www.electricityforum.com Electrical Store, Industry Links ET_4_2005 6/3/05 10:41 AM Page 2 CONNECTINGCONNECTING ...PROTECTING...PROTECTING ® ® ® HTJC, Hi-Temperature Joint Compound With a unique synthetic compound for "gritted" and "non-gritted" specifications, the HTJC high temperature "AA" Oxidation Inhibitor improves thermal and electrical junction performance for all connections: • Compression Lugs and Splices for Distribution and Transmission • Tees, Taps and Stirrups on any conductor • Pad to Pad Underground, Substation and Overhead connections For oxidation protection of ACSS class and other connector surfaces in any environment (-40 oC to +250 oC), visit the Anderson ® / Fargo ® connectors catalogue section of our website www.HubbellPowerSystems.ca Anderson® and Fargo® offer the widest selection of high performance inhibitor compounds: Hubbell Canada LP, Power Systems TM ® ® 870 Brock Road South Inhibox , Fargolene , Versa-Seal Pickering, ON L1W 1Z8 Phone (905) 839-1138 • Fax: (905) 831-6353 www.HubbellPowerSystems.ca POWER SYSTEMS ET_4_2005 6/3/05 10:41 AM Page 3 in this issue Publisher/Executive Editor Randolph W. Hurst [email protected] SPECIAL PREVIEW Associate Publisher/Advertising Sales 5 IEEE PES General Meeting has -

Transformer Diagnostics, June 2003
FACILITIES INSTRUCTIONS, STANDARDS, AND TECHNIQUES VOLUME 3-31 TRANSFORMER DIAGNOSTICS JUNE 2003 UNITED STATES DEPARTMENT OF THE INTERIOR BUREAU OF RECLAMATION REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suit 1204, Arlington VA 22202-4302, and to the Office of Management and Budget, Paperwork Reduction Report (0704-0188), Washington DC 20503. 1. AGENCY USE ONLY (Leave Blank) 2. REPORT DATE 3. REPORT TYPE AND DATES COVERED June 2003 Final 4. TITLE AND SUBTITLE 5. FUNDING NUMBERS FIST 3-31, Transformer Diagnostics 6. AUTHOR(S) Bureau of Reclamation Hydroelectric Research and Technical Services Group Denver, Colorado 7. PERFORMING ORGANIZATIONS NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION Bureau of Reclamation REPORT NUMBER Denver Federal Center FIST 3-31 PO Box 25007 Denver CO 80225-0007 9. SPONSORING/MONITORING AGENCY NAME(S) AND ADDRESS(ES) 10. SPONSORING/MONITORING Hydroelectric Research and Technical Services Group AGENCY REPORT NUMBER Bureau of Reclamation DIBR Mail Code D-8450 PO Box 25007 Denver CO 80225 11. SUPPLEMENTARY NOTES 12a. DISTRIBUTION AVAILABILITY STATEMENT 12b. DISTRIBUTION CODE Available from the National Technical Information Service, Operations Division, 5285 Port Royal Road, Springfield, VA 22161 13. -

Measurement Error Estimation for Capacitive Voltage Transformer by Insulation Parameters
Article Measurement Error Estimation for Capacitive Voltage Transformer by Insulation Parameters Bin Chen 1, Lin Du 1,*, Kun Liu 2, Xianshun Chen 2, Fuzhou Zhang 2 and Feng Yang 1 1 State Key Laboratory of Power Transmission Equipment & System Security and New Technology, Chongqing University, Chongqing 400044, China; [email protected] (B.C.); [email protected] (F.Y.) 2 Sichuan Electric Power Corporation Metering Center of State Grid, Chengdu 610045, China; [email protected] (K.L.); [email protected] (X.C.); [email protected] (F.Z.) * Correspondence: [email protected]; Tel.: +86-138-9606-1868 Academic Editor: K.T. Chau Received: 01 February 2017; Accepted: 08 March 2017; Published: 13 March 2017 Abstract: Measurement errors of a capacitive voltage transformer (CVT) are relevant to its equivalent parameters for which its capacitive divider contributes the most. In daily operation, dielectric aging, moisture, dielectric breakdown, etc., it will exert mixing effects on a capacitive divider’s insulation characteristics, leading to fluctuation in equivalent parameters which result in the measurement error. This paper proposes an equivalent circuit model to represent a CVT which incorporates insulation characteristics of a capacitive divider. After software simulation and laboratory experiments, the relationship between measurement errors and insulation parameters is obtained. It indicates that variation of insulation parameters in a CVT will cause a reasonable measurement error. From field tests and calculation, equivalent capacitance mainly affects magnitude error, while dielectric loss mainly affects phase error. As capacitance changes 0.2%, magnitude error can reach −0.2%. As dielectric loss factor changes 0.2%, phase error can reach 5′. -
Request for Input on Use of Transformer Dissolved Gas Analysis Data
Request for Input on Use of Transformer Dissolved Gas Analysis Data CIMug Asset Health Focus Community August 2013 The CIM Users Group, in conjunction with the IEC TC57 Working Groups responsible for the CIM (Common Information Model), has established an Asset Health Focus Community, whose purpose is to develop CIM standards support for asset health. The intent is to develop use cases and requirements for a CIM standards framework to support best-of-breed practices that might include integration of data from various data sources, including operations, maintenance, and condition monitoring sources; application of analytics to this multi-faceted data set; and launching notifications and work orders. Utility input into the work of the Focus Community is crucial to the development of a high quality model, useful for solving real-world integration problems. Dissolved gas analysis (DGA) has been chosen as the first area of data model development and your assistance in providing insight into both the sources and uses of DGA data at your utility would be very much appreciated. Oil sampling for DGA 1. How frequently are DGA oil samples taken from transformers for DGA testing? (if frequency varies by type or current health of transformer, please explain) GSU’s > 10MVA: 3months GSU’s < 10MVA: 6 months Transmission Autotransformers: Yearly All other Transmission & Distribution transformers <230kV High Side: Yearly 2. What lab(s) do you utilize for DGA analysis of oil samples? Alabama Power Company has its own in-house laboratory for testing DGA samples. The data is automatically trended by the lab and notification given of out-of –limit conditions. -
Dissolved Gas Analysis for Transformers
Niche Market Testing Dissolved Gas Analysis for Transformers by Lynn Hamrick ESCO Energy Services ransformer oil sample analysis is a useful, predictive, maintenance tool cal, or corona faults. The rate at which for determining transformer health. Along with the oil sample quality each of these key gases are produced depends largely on the temperature T tests, performing a dissolved gas analysis (DGA) of the insulating oil is and directly on the volume of material useful in evaluating transformer health. The breakdown of electrical insulating at that temperature. Because of the volume effect, a large, heated volume materials and related components inside a transformer generates gases within the of insulation at moderate temperature transformer. The identity of the gases being generated can be very useful infor- will produce the same quantity of gas mation in any preventive maintenance program. There are several techniques for as a smaller volume at a higher tem- perature. Therefore, the concentrations detecting those gases and DGA is recognized as the most informative method. of the individual dissolved gases found This method involves sampling the oil and testing the sample to measure the con- in transformer insulating oil may be centration of the dissolved gases. It is recommended that DGA of the transformer used directly and trended to evaluate the thermal history of the transformer oil be performed at least on an annual basis with results compared from year to internals to suggest any past or poten- year. The standards associated with sampling, testing, and analyzing the results tial faults within the transformer. After samples have been taken and are ASTM D3613, ASTM D3612, and ANSI/IEEE C57.104, respectively. -

Dissolved Gas Analysis in Transformer Oil Using Transformer Oil Gas Analyzer
APPLICATION NOTE Gas Chromatography Authors: Tracy Dini Manny Farag PerkinElmer, Inc. Shelton, CT Dissolved Gas Analysis in Transformer Oil Using Introduction Nearly 90% of the world’s population does not Transformer Oil Gas Analyzer know life without the ubiquity of electricity. It is a luxury that gets taken for granted by most people and TurboMatrix HS Sampler every day. Panic often ensues when the electricity supply is interrupted, as witnessed in Manhattan during the July 13, 2019 blackout that left over 73,000 people without electricity for several hours. While no injuries or fatalities were reported in this case, history offers many accounts of chaos and safety risks following blackouts of this magnitude, especially in a major metropolitan city. To prevent such interruptions in electrical power, transformers must be properly maintained and monitored. An effective means of conducting routine monitoring towards this goal of reduced blackouts includes the analysis of oil insulting the transformers. Acting as both an insulator and coolant, insulating oil in electrical transformers is expected to meet demanding chemical, electrical, and physical properties to ensure proper functioning of the transformer and its internal components. The American Society for Testing and Materials (ASTM) offers reference test methods as guidance for performing required routine analysis on the oil. As the insulating oil is subjected to high intensity thermal and electrical conditions, decomposition occurs over time and forms gases that dissolve into the oil. ASTM D3612 Method C is a standard test method using a headspace sampler to extract these dissolved gases for GC analysis. Dissolved gas analysis (DGA) is performed on the oil to identify the gases and their concentrations. -

A Design Methodology and Analysis for Transformer-Based Class-E Power Amplifier
electronics Communication A Design Methodology and Analysis for Transformer-Based Class-E Power Amplifier Alfred Lim 1,2,* , Aaron Tan 1,2 , Zhi-Hui Kong 1 and Kaixue Ma 3,* 1 School of Electrical and Electronic Engineering, Nanyang Technological University, Singapore 639798, Singapore; [email protected] (A.T.); [email protected] (Z.-H.K.) 2 GLOBALFOUNDRIES, Singapore 738406, Singapore 3 School of Microelectronics, Tianjin University of China, Tianjin 300027, China * Correspondence: [email protected] (A.L.); [email protected] (K.M.) Received: 28 March 2019; Accepted: 26 April 2019; Published: 2 May 2019 Abstract: This paper proposes a new technique and design methodology on a transformer-based Class-E complementary metal-oxide-semiconductor (CMOS) power amplifier (PA) with only one transformer and two capacitors in the load network. An analysis of this amplifier is presented together with an accurate and simple design procedure. The experimental results are in good agreement with the theoretical analysis. The following performance parameters are determined for optimum operation: The current and voltage waveform, the peak value of drain current and drain-to-source voltage, the output power, the efficiency and the component values of the load network are determined to be essential for optimum operation. The measured drain efficiency (DE) and power-added efficiency (PAE) is over 70% with 10-dBm output power at 2.4 GHz, using a 65 nm CMOS process technology. Keywords: Class-E; transformer-based; silicon CMOS; wireless communication; power amplifier 1. Introduction With the explosive growth of wireless and mobile communication systems adoption, the demand for compact, low-cost and low power portable transceiver has increased dramatically. -
60 Ghz CMOS Amplifiers Using Transformer- Coupling and Artificial
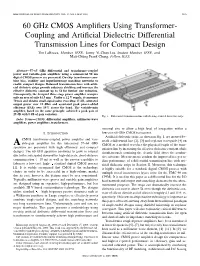
IEEE JOURNAL OF SOLID-STATE CIRCUITS, VOL. 44, NO. 5, MAY 2009 1425 60 GHz CMOS Amplifiers Using Transformer- Coupling and Artificial Dielectric Differential Transmission Lines for Compact Design Tim LaRocca, Member, IEEE, Jenny Yi-Chun Liu, Student Member, IEEE, and Mau-Chung Frank Chang, Fellow, IEEE Abstract—57–65 GHz differential and transformer-coupled power and variable-gain amplifiers using a commercial 90 nm digital CMOS process are presented. On-chip transformers com- bine bias, stability and input/interstage matching networks to enable compact designs. Balanced transmission lines with artifi- cial dielectric strips provide substrate shielding and increase the effective dielectric constant up to 54 for further size reduction. Consequently, the designed three-stage power amplifier occupies only an area of only 0.15 mmP. Under a 1.2 V supply, it consumes 70 mA and obtains small-signal gains exceeding 15 dB, saturated output power over 12 dBm and associated peak power-added efficiency (PAE) over 14% across the band. The variable-gain amplifier, based on the same principle, achieved a peak gain of 25 dB with 8 dB of gain variation. Fig. 1. Differential transmission line with floating artificial dielectric strips. Index Terms—CMOS, differential amplifiers, millimeter-wave amplifiers, power amplifiers, transformers. minimal size to allow a high level of integration within a I. INTRODUCTION low-cost 60 GHz CMOS transceiver. Artificial dielectric strips, as shown in Fig. 1, are inserted be- CMOS transformer-coupled power amplifier and vari- neath a differential line [2], [3] and coplanar waveguide [4] on A able-gain amplifier for the unlicensed 57–64 GHz CMOS as a method to reduce the physical length of the trans- spectrum are presented with high efficiency and compact mission line by increasing the effective dielectric constant while designs. -
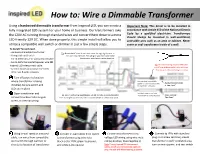
How To: Wire a Dimmable Transformer
How to: Wire a Dimmable Transformer Using a hardwired dimmable transformer from Inspired LED, you can create a Important Note: This driver is to be installed in accordance with Article 450 of the National Electric fully integrated LED system for your home or business. Our transformers take the 120V AC running through standard wires and convert them down to a more Code by a qualified electrician. Transformers should always be mounted in well-ventilated, LED friendly 12V DC. When done properly, this simple install will allow you to accessible area such as an attic or cabinet. Never utilize a compatible wall switch or dimmer in just a few simple steps… cover or seal transformer inside of a wall. To Install: You will need… - Hardwire dimmable transformer Tip: Route the AC wires from transformer through rigid spacer to - Compatible wall switch the open box extender. This will give you more room to tie 12VDC - 14-16 AWG Class 2 in-wall/armored cable transformer and dimmer wiring together. - 16-22 AWG thermostat/speaker wire OR Tip: To connect using Inspired LED cable, Inspired LED interconnect cable cut off one end connector, split and strip. - Junction box(es) (optional if needed) The side with white lettering is positive. - Wire nuts & cable strippers 1. Turn off power to location Use standard Inspired LED where transformer is being cables to run from transformer Standard end connectors installed, be sure switch and to standard 3.5mm jacks or Tiger Paws® LEDs are in place Use bulk cable to run from 2. Open transformer and Tip: For in-wall wiring applications, use 18-22 AWG 2-conductor cable transformer to screw terminals Screw Terminal remove knockout holes to gain Class 2 or higher (commonly sold as in-wall speaker or thermostat wire). -
Transformer Design & Design Parameters
Transformer Design & Design Parameters - Ronnie Minhaz, P.Eng. Transformer Consulting Services Inc. Power Transmission + Distribution GENERATION TRANSMISSION SUB-TRANSMISSION DISTRIBUTION DISTRIBUTED POWER 115/10 or 20 kV 500/230 230/13.8 132 345/161 161 161 230/115 132 230 230/132 115 345 69 500 34 Generator Step-Up Auto-transformer Step-down pads transformer transformer Transformer Consulting Services Inc. Standards U.S.A. • (ANSI) IEEE Std C57.12.00-2010, standard general requirements for liquid- immersed distribution, power and regulation transformers • ANSI C57.12.10-2010, safety requirements 230 kV and below 833/958 through 8,333/10,417 KVA, single-phase, and 750/862 through 60,000/80,000/100,000 KVA, three-phase without load tap changing; and 3,750/4,687 through 60,000/80,000/100,000 KVA with load tap changing • (ANSI) IEEE C57.12.90-2010, standard test code for liquid-immersed distribution, power and regulating transformers and guide for short-circuit testing of distribution and power transformers • NEMA standards publication no. TR1-2013; transformers, regulators and reactors Canada CAN/CSA-C88-M90(reaffirmed 2009); power transformers and reactor; electrical power systems and equipment Transformer Consulting Services Inc. Transformer Design: • Power rating [MVA] • Core • Rated voltages (HV, LV, TV) • Insulation coordination (BIL, SIL, ac tests) • Short-circuit Impedance, stray flux • Short-circuit Forces • Loss evaluation • Temperature rise limits, Temperature limits • Cooling, cooling method • Sound Level • Tap changers (DTC, LTC) Transformer Consulting Services Inc. Transformer Design: Simple Transformer • Left coil - input (primary coil) – Source – Magnetizing current • Right coil - output (secondary coil) – Load • Magnetic circuit Transformer Consulting Services Inc. -

Rectifier Troubleshooting
TROUBLESHOOTING PRELIMINARY • To troubleshoot, one must first have a working knowledge of the individual parts and their relation to one another. • Must have adequate hand tools • Must have basic instrumentation: Accurate digital voltmeter with diode test mode for silicon units Clamp-on AC – DC ammeter Voltage detectors Cell phone very useful • Observe all safety precautions RECTIFIER COMPONENTS • Cabinet - protects the rectifier components from the elements • Circuit Breaker - serves as an on - off switch and overload protection • Transformer - reduces the line voltage to a useable level for the cathodic protection system and isolates the CP system from the incoming power • Rectifier Stack - used to change A.C. to D.C. (Silicon) or (Selenium) • Fuses - to protect the more expensive components (like Diodes, ACSS,etc. • Meters - used to indicate D.C. Voltage and D.C. Current • Shunts - used to accurately measure circuit current •Arrestors - protects the rectifier from voltage and lightning surges TROUBLESHOOTING - BASIC An adequate inspection and maintenance program will greatly reduce the possibility of rectifier failure. Rectifier failures do occur, however, and the field technician must know how to find and repair troubles quickly to reduce rectifier down time. MAJOR CAUSES OF RECTIFIER FAILURES 1. NEGLECT 2. AGE 3. LIGHTNING TROUBLESHOOTING PRECAUTIONS • Turn the RECTIFIER and the MAIN DISCONNECT OFF! • Be careful when testing a rectifier which is in operation. Safety first • Consult the rectifier wiring diagram before troubleshooting • Correct polarity must be observed when using DC instruments • Rectifier should be in the OFF position before using an OHMETER • Common sense prevails TROUBLESHOOTING PROCEDURES Most rectifier troubles are simple and do not require extensive detailed troubleshooting procedures.