Design Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Gear Cutting Solutions
Gear cuttingsolutions 2 E2F Z TRINITY ORIGIN SWISS MADE SWISS 8100 DUPLEX REVOLUTION 8700 Gear cutting solutions Type Name of tool Standard modules* Tool Tool Machined part Page Tooth by tooth m 0.03 - 1.00 5 gear cutter Z² m 0.015 - 1.000 6 Hobs for epicyclic & involute teeth ORIGIN m 0.015 - 0.800 7 m 0.015 - 1.000 8 Two-way hob cutter m 0.015 - 0.800 9 ORIGIN DUPLEX *Depends on the gearing norm Other modules upon request swiss made Gear cutting solutions Type Name of tool Standard modules* Tool Tool Machined part Page Hobs for asymmetrical 10 gears and special by profi le profi les REVOLUTION Hobs for frontal F 2 m 0.05 - 0.50 11 gear cutting E Hobs for conical m 0.05 - 0.30 12 gears TRINITY Hob cutters for involute gears ISO53 / DIN867 m 0.05 - 1.00 13 DIN quality AAAA 8100 Skiving cutter for m 0.05 - 1.00 internal gear teeth 14 8700 *Depends on the gearing norm Other modules upon request swiss made DUPLEX ORIGIN Hobs for epicyclic New & involute teeth Hobbing with two hob cutters is known to produce burr-free hobbing. It is a functional process, but requires a sometimes tedious start-up. It is necessary to make an adjustment for each hob, and the stacking of the arbor, tools and spacers results in a bad roundness and warping. Louis Bélet SA has found a simple solution that can be used by everyone to solve these problems: ORIGIN DUPLEX hobs. ORIGIN DUPLEX on a shank Circular ORIGIN DUPLEX Made of one-piece solid carbide, these cutters have two cutting areas, one on the right and one on the left. -

Forklift Differentials
Forklift Differentials Forklift Differential - A mechanical device which could transmit rotation and torque through three shafts is known as a differential. At times but not at all times the differential would use gears and will operate in two ways: in automobiles, it provides two outputs and receives one input. The other way a differential works is to combine two inputs in order to produce an output that is the sum, average or difference of the inputs. In wheeled vehicles, the differential enables all tires to be able to rotate at various speeds while supplying equal torque to all of them. The differential is intended to drive a pair of wheels with equivalent torque while enabling them to rotate at various speeds. While driving around corners, a car's wheels rotate at different speeds. Several vehicles such as karts operate without using a differential and use an axle instead. If these vehicles are turning corners, both driving wheels are forced to spin at the same speed, normally on a common axle which is driven by a simple chain-drive mechanism. The inner wheel should travel a shorter distance compared to the outer wheel while cornering. Without using a differential, the effect is the outer wheel dragging and or the inner wheel spinning. This puts strain on drive train, causing unpredictable handling, difficult driving and damage to the tires and the roads. The amount of traction necessary to move the car at whichever given moment depends on the load at that moment. How much drag or friction there is, the car's momentum, the gradient of the road and how heavy the automobile is are all contributing factors. -

Ring Gear and Pinion Tooth Pattern Interpretation
RING GEAR AND PINION TOOTH PATTERN INTERPRETATION The final pinion position will be verified by using the GEAR CONTACT PATTERN METHOD described as follows: The TOE of the gear is the portion of the tooth surface at the end towards the center. The HEEL of the gear tooth is the portion of the tooth surface at the outer-end. The TOP LAND of a gear tooth is the surface of the top of the tooth. Every gear has a characteristic pattern. RING GEAR TOOTH PROFILE There are two types of gears which are determined by the machining method. One is manufactured by FACE HOBBING, while the other one is manufactured by FACE MILLING. You must first determine the type of gear that you have in order to know which gear pattern chart to use as described in this bulletin. To do this, notice the depth of the ring gear tooth - dimension "A" and "B". If the gear was manufactured using the FACE HOBBING method, both "A" and "B" will be of equal depth. If the gear was manufactured using the FACE MILLING method, "A" will be larger than "B". Once the type of ring gear machining method has been identified, refer to the proper gear pattern chart. FACE HOBBING FACE MILLING NOTE: WHEN MAKING CHANGES, NOTE THAT TWO VARIABLES ARE INVOLVED. EXAMPLE: IF YOU HAVE THE BACKLASH SET CORRECTLY TO THE SPECIFICATION AND YOU CHANGE THE PINION POSITION SHIM, YOU MAY HAVE TO READJUST THE BACKLASH TO THE CORRECT SPECIFICATION BEFORE CHECKING THE PATTERN. REFER TO PATTERN INTERPRETATION. BULLETIN 5717-A 5/02 1 of 3 Spicer Technology, Inc. -

Basic Gear Systems
Basic Gear Systems A number of gears connected together is called a “Gear Train”. The gear train is another mechanism for transmitting rotary motion and torque. Unlike a belt and pulley, or chain and sprocket, no linking device (belt or chain) is required. Gears have teeth which interlock (or mesh) directly with one another. Advantages The main advantages of gear train transmission systems are that because the teeth on any gear intermesh with the next gear in the train, the gears can't slip. (An exact ratio is maintained.) Large forces can be transmitted. The number of turns a gear makes can be easily controlled. High ratios between the input and the output are easily possible. Disadvantages The main disadvantage of a gear system is it usually needs a lubrication system to reduce wear to the teeth. Oil or grease is used to reduce friction and heat caused by the teeth rubbing together. Gear systems to increase and decrease rotational velocity Gears are used to increase or decrease the speed or power of rotary motion. The measure of how much the speed or power is changed by a gear train is called the gear ratio (velocity ratio). This is equal to the number of teeth on the driver gear divided by the number of teeth on the driven gear. To decrease the speed of the output the driver gear is smaller than the driven gear. (This will reduce the speed but increase the “torque”.) This diagram shows a small gear (A) driving a larger gear (B). Because there are more teeth on the driven gear there is a reduction in output speed. -

Auto-Meshing Rack and Pinion Gear
Technical Disclosure Commons Defensive Publications Series April 2020 AUTO-MESHING RACK AND PINION GEAR HP INC Follow this and additional works at: https://www.tdcommons.org/dpubs_series Recommended Citation INC, HP, "AUTO-MESHING RACK AND PINION GEAR", Technical Disclosure Commons, (April 10, 2020) https://www.tdcommons.org/dpubs_series/3120 This work is licensed under a Creative Commons Attribution 4.0 License. This Article is brought to you for free and open access by Technical Disclosure Commons. It has been accepted for inclusion in Defensive Publications Series by an authorized administrator of Technical Disclosure Commons. INC: AUTO-MESHING RACK AND PINION GEAR Auto‐meshing rack and pinion gear In a mechanical system with a rack and pinion, typically the rack and pinion are always engaged with each other but, in some instances, it is necessary to have the pinion gear disengage and engage with the rack. When this happens, the rack and gear need to mesh properly each time that they engage. If the gears do not properly mesh, then the system can lockup, gears can break, or other similar problems occur. One example of this is in a large format printer with a user replaceable printhead cleaner. A rack can be permanently placed in the printer (Figure 1), and then the printhead cleaner contain moving parts driven by the rack. The moving parts could be caps, spitrollers, webwipes, etc. An example of gears locking is shown in Figure 2. Figure 1 ‐ Printer printhead cleaner station with rack Pinion gear Rack gear Figure 2 ‐ Printhead cleaner with pinion gear locking up with rack Published by Technical Disclosure Commons, 2020 2 Defensive Publications Series, Art. -
ASME/ANSI RS Roller Chain Technical Information
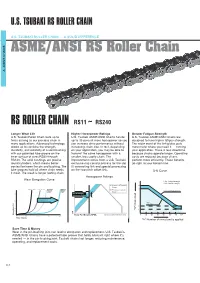
U.S. TSUBAKI RS ROLLER CHAIN U.S. TSUBAKI ROLLER CHAIN — A SOLID DIFFERENCE ASME/ANSI RS Roller Chain A - DRIVE CHAINS RS ROLLER CHAIN RS11 ˜ RS240 Longer Wear Life Higher Horsepower Ratings Greater Fatigue Strength U.S. Tsubaki Roller Chain lasts up to U.S. Tsubaki ASME/ANSI Chains handle U.S. Tsubaki ASME/ANSI Chains are twice as long as our previous chain in up to 33 percent more horsepower so you designed to have higher fatigue strength. many applications. Advanced technology can increase drive performance without The wider waist of the link plates puts allows us to combine the strength, increasing chain size. In fact, depending more metal where you need it — running durability, and reliability of a solid bushing on your application, you may be able to your application. There is less downtime with our patented lube groove on the transmit the same horsepower with a because chains operate longer. Operating inner surface of sizes RS80 through smaller, less costly chain. The costs are reduced because chains RS140. The solid bushings are precise improvement comes from a U.S. Tsubaki perform more efficiently. These benefits round cylinders, which means better exclusive ring coining process for the slip go right to your bottom line. contact between the pin and bushing. The fit connecting link and special processing lube grooves hold oil where chain needs on the two-pitch offset link. S-N Curve it most. The result is longer lasting chain. Horsepower Ratings Wear Elongation Curve A & a: Fatigue strength B & b: Tensile strength Improved Tsubaki B Chain b Competitor A Competitor B Previous Improved Previous Tsubaki Tsubaki Tsubaki Improved Tsubaki Chain Chain Chain Chain 1.5 33% Increase in Horespower Rating 1.0 RS80-RS140 Other roller chain A .05 "S" Chain load a HP HP 2 3 4 5 6 7 Elongation (%) * Ratings are for RS80-RS240 Roller Chains 1 10 10 0 50 100 150 200 Revs Per Minute (RPM) 10 10 10 10 10 Time (Hours) "N" Number of times load is applied Save Time & Money Wear in the pin-bushing joint can lead to elongation and replacement. -
Chapter 1 Introduction
國立交通大學 機械工程研究所 碩士論文 變速自行車鏈條設計 Design of Chains on Multi-speed Bicycles 研究生:張崇銘 指導教授:曾錦煥 教授 中華民國九十三年六月 變速自行車鏈條設計 Design of Chains on Multi-speed Bicycles 研究生:張崇銘 Student: Chung-Ming Chang 指導教授:曾錦煥 Advisor: Ching-Huan Tseng 國立交通大學 機械工程研究所 碩士論文 A Thesis Submitted to Institute of Mechanical Engineering College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering June 2004 Hsinchu, Taiwan, Republic of china 中華民國九十三年六月 變速自行車鏈條設計 研究生:張崇銘 指導教授:曾錦煥 國立交通大學機械工程研究所 摘要 本論文主要研究對象為自行車上傳動系統中的鏈條元件,由於自行車飛 輪受到車架、騎乘姿勢所形成的空間限制,必須在有限空間內增加飛輪片 數增加齒數比,達到變速換檔的舒適性。因此,為了配合這樣緊密的飛輪, 鏈條寬度的縮減是必須的。經過專利的整理後,確定空間尺寸和強度為初 步設計的主要需求;提出不同的概念設計,並利用新的鏈條連結機構來達 到鏈條寬度的縮減。 本文提出概念設計較目前市面上自行車最窄的鏈條寬度更窄,強度部份 利用有限元素分析法做定性分析,比較各個設計的相對強度;此外也經由 原型的製作,檢視其機構的問題。 i Design of Chain on Multi-speed Bicycle Student: Chung-Ming Chang Advisor: Ching-Huan Tseng Institute of Mechanical Engineering National Chiao Tung University ABSTRACT This study focuses on the chain for the multi-speed bicycle. Design space for the freewheel on bicycle is limited by frame, riding posture, etc. However, the number of gear ratios in this design space increased with added more sprockets are the trend on the bicycles. Therefore, reduction of chain width is necessary for working with this compact freewheel. Space and strength are main requirements in the beginning of design according to literatures and patents review. Several new concepts are proposed, and these concepts use the linkage mechanism to achieve the reduction of chain width. Chain width of these concepts proposed in this study can be reduced under the assumption for fixed design space and thickness of sprockets. The finite element method is used to compare the trend of strength among these concepts. -

Technical Engineering Guide
TTEECHCHNINICALCAL EN ENGGINEEINEERRININGG 89 www.diamondchain.com TECHNICAL ENGINEERING General Drive Considerations One of the main advantages of the roller chain drive is its ability to perform well under widely varying conditions. Despite this ability, there are a number of rules of good design practice which, if considered early in the design pro- cess, will enable the user to obtain desirable results. Basic dimensions and minimum ultimate tensile requirements for single-pitch, double-pitch and attachment roller chains are specified by various standards organizations worldwide. ASME/ANSI, The American Society of Mechanical Engineers and The American National Standards Institute, defines dimensions such as: pitch, roller width, roller diameter, link plate height, link plate thickness and pin diameter. The primary purpose of the standard is to ensure that manufacturers will produce chains and sub-assemblies that are similar dimensionally and therefore interchangeable. In addition, the standard does offer the user some assurance of quality by defining a minimum ultimate tensile strength for each model of chain. However, tensile strength is not always a valid method to differentiate one manufacturer’s product from another. It is very important to remember that dimensional standardization does not define quality or performance characteristics. Minimum Ultimate Tensile Strength: Minimum Ultimate Tensile Strength, MUTS, is the static load required to break the chain. Tensile strength values shown in this catalog are not allowable working loads. Load or tension applied 1 to the chain in service should never exceed ⁄6 th of the UTS. If exceeding this value is necessary for a specific applica- tion, contact Diamond Chain. -

Worm Gear Screw Jacks Reliable and Versatile High Performance Screw Jacks
Worm Gear Screw Jacks Reliable and versatile high performance screw jacks www.thomsonlinear.com Thomson – the Choice for Optimized Motion Solutions Often the ideal design solution is not about finding the fastest, sturdiest, most accurate or even the least expensive option. Rather, the ideal solution is the optimal balance of performance, life and cost. The Best Positioned Supplier of Mechanical Motion Technology Thomson has several advantages that make us the supplier of choice for motion control technology. • Thomson owns the broadest standard product offering of mechanical motion technologies in the industry. • Modified versions of standard product or white sheet design solutions are routine for us. • Choose Thomson and gain access to over 70 years of global application experience in industries including packaging, factory automation, material handling, medical, clean energy, printing, automotive, machine tool, aerospace and defense. A Name You Can Trust A wealth of product and application information as well as 3D models, software tools, our distributor locator and global contact information is available at www.thomsonlinear.com. For assistance in Europe, contact us at +44 1271 334 500 or e-mail us at [email protected]. Talk to us early in the design process to see how Thomson can help identify the optimal balance of performance, life and cost for your next application. And, call us or any of our 2000+ distribution partners around the world for fast delivery of replacement parts. Local Support Around the Globe Application -
WT Series Actuator Operations Manual WATCH TECHNOLOGIES W T S E R I E S Actuator Operations Manual
Water Control Devices WT Series Actuator Operations Manual WATCH TECHNOLOGIES W T S E R I E S Actuator Operations Manual Watch Technologies 2185 NE Spalding Ave, #10 Grants Pass, OR 97526 Phone 541.472.8095 06/2016 Contents Introduction ………………………………………………............ 1 Theory of Operation ………………………………………. 1 Installation and Start-up ………………………………………… 3 Safety Information ………………………………………… 3 Installation – Rising Stem ………………………………… 4 Installation – Horizontal Gearlift …………………………. 12 Seasonal Start-Up ………………………………………………. 16 Operation ………………………………………………………… 18 Manual Operation ………………………………………… 19 Automated Operation Using Internal RTU ……………… 20 Handwheel Operation …………………………………….. 20 Maintenance and Troubleshooting ……………………………. 21 Troubleshooting Guide …………………………………… 22 Shut-Down and Storage ………………………………………... 23 System Integration and Options ………………………………. 24 Electrical System …………………………………………. 24 Gate Blade Position Sensor ………………………………25 Solar Panel and Charge Controller ……………………... 27 RUG3 Remote Terminal Unit ……………………………. 28 WT Actuator and Gearmotor Specifications ……………29 – 39 Warranty Information …………………………………………… 41 WATER CONTROL DEVICE S Introduction The WT Series of gate control actuators from Watch Technologies have been developed for the ultimate control of a wide variety of applications. he WT Series consists of five distinct models to address the needs of both vertical rising stem gate users as well as systems utilizing T horizontal shaft gear lifts. A wide variety of drive motors enable the WT Series to align with specific torque requirements. The WT Series can also be configured with an embedded Remote Terminal Unit (RTU) which enables the actuator to function as a stand-alone, smart device that can remotely control gates based upon user-defined control points and water status parameters (flow, level). Theory of Operation The philosophy behind each Watch Technologies product is providing long- lived, reliable devices that can be easily installed, maintained, adjusted and upgraded by our customers using simple tools and basic skills. -

Roller Drive Chain Selection and Engineering Information
sec_29.3_29.4_TI 11/19/08 12:45 PM Page 231 Roller Drive Chain Selection 29 Roller Drive Chain Selection and Engineering Information Required information for drive selection: Table 1: Service Factors 1. Type of input power (electric motor, internal combustion Type of Input Power engine, etc.). Internal Internal 2. Type of equipment to be driven. Class of Driven Combustion Combustion Electric Motor 3. Horsepower (HP) to be transmitted. Load Engine with Engine with or Turbine Information Technical Mechanical 4. Full load speed of the fastest running shaft (RPM). Hydraulic Drive Drive 5. Desired speed of the slow-running shaft. NOTE: If the speeds are variable, determine the horsepower to be Uniform 1 1 1.2 transmitted at each speed. Moderate 1.2 1.3 1.4 6. Diameters of the driver and driven shafts. Heavy 1.4 1.5 1.7 7. Center distance of the shafts. NOTE: If this distance is adjustable, determine the Step 3: Calculate the Design Horsepower. amount of adjustment. Design Horsepower = HP x Service Factor 8. Position of drive and space limitations (if any). 9. Conditions of the drive. Drives with more than two The design horsepower equals the horsepower to be sprockets, idlers, or unusual conditions such as severely transmitted times the service factor found in Table 1. abrasive or corrosive environments, severely high or low temperatures, widely fluctuating loads, frequent starts Step 4: Select the Chain Pitch. and stops, etc., require special attention. It is advisable From the Quick Selector Chart on page 234, make a to consult with Renold Jeffrey engineering personnel in tentative chain selection as follows: these situations.