New Products Introduction of Infiniti Q30/QX30 Cockpit Module
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Infiniti Range Q30 · Q50 · Q60 · Q70 Qx30 · Qx70 Undeniable Presence
THE INFINITI RANGE Q30 · Q50 · Q60 · Q70 QX30 · QX70 UNDENIABLE PRESENCE. UNFORGETTABLE EXPERIENCE. The Infiniti vehicle range defies convention and redefines the premium segment through empowering technologies and expressive design. ESTABLISHED IN 1989, Infiniti has now grown to include saloons, coupés, convertibles, crossovers and SUVs in its line-up and spans 50 countries worldwide. Infiniti is unique and distinctive – not trying to be all things to all people, but everything to some people. At the heart of the Infiniti brand is a history of human attentiveness where the belief that the total ownership experience is much more important than just the car itself, coupled with a commitment to delivering a more empowering, more assured and more exhilarating driving and ownership experience. INFINITI HAS COME to be recognised as a brand that delivers expressive and striking car design. A distinctive design crafted by human hand and delivered with a powerful and daring presence on the road. This, combined with an obsessive attention to detail and precision engineering, all contribute to the feeling that to drive an Infiniti is something special. INFINITI Q30 CO2 103 – 156 EMISSIONS g/km COMBINED FUEL CONSUMPTION 3.9 – 6.7 Dramatic lines and bold proportions, the Q30 breaks l/100km design conventions. DYNAMIC LINES Dramatic lines harmoniously enshroud the vehicle from BOLDLY STATED COLOUR SCHEMES City Black with black Alcantara® and front to rear, accentuating its magnetic allure. leatherette with purple stitching, Café Teak with brown nappa leather and black stitching, and immaculately pure Gallery White with white DISTINCTIVE DETAILS Black lacquer styling elements on the wheel arches nappa leather and red stitching. -
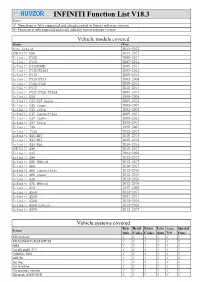
INFINITI Function List V18.3 Notes: √ :Functions Is Fully Supported and Already Exited in Former Software Version
INFINITI Function List V18.3 Notes: √ :Functions is fully supported and already exited in former software version. ※: Functions is fully supported and newly added in current software version. Vehicle models covered Model Year Fuga hybrid 2011-2017 INFINITI ESQ 2014-2017 Infiniti EX25 2009-2014 Infiniti EX35 2007-2014 Infiniti EX35(DOM) 2009-2014 Infiniti EX35/EX30d 2009-2013 Infiniti EX37 2009-2013 Infiniti FX35/FX45 2003-2008 Infiniti FX35/FX50 2009-2013 Infiniti FX37 2012-2014 Infiniti FX37/FX50/FX30d 2009-2013 Infiniti G20 1999-2004 Infiniti G25/G37 Sedan 2009-2012 Infiniti G35 Coupe 2003-2007 Infiniti G35 sedan 2003-2008 Infiniti G37 Convertible 2009-2014 Infiniti G37 CouPe 2008-2013 Infiniti G37 Sedan 2008-2013 Infiniti I30 1996-2004 Infiniti JX35 2012-2013 Infiniti M25/M37 2010-2013 Infiniti M35/M45 2005-2010 Infiniti M37/M56 2010-2014 INFINITI Q30 2015-2017 Infiniti Q45 1995-2006 Infiniti Q50 2013-2017 Infiniti Q50 Hybrid 2013-2017 Infiniti Q60 2016-2017 Infiniti Q60 convertible 2013-2016 Infiniti Q60 coupe 2013-2016 Infiniti Q70 2013-2016 Infiniti Q70 Hybrid 2013-2016 Infiniti QX4 1997-2000 Infiniti QX50 2013-2017 Infiniti QX56 2004-2014 Infiniti QX60 2013-2016 Infiniti QX60 hybrid 2013-2016 Infiniti QX70 2013-2017 Vehicle systems covered Ecu Read Erase Live Active Special System Info. Codes Codes data Test Func. 4WAS(front) √√ √ √√ √ 4WAS(MAIN)/RAS/HICAS √√ √ √√ √ ABS √√ √ √√ √ Accele pedal ACT √√ √ √√ √ Adaptive light √√ √ √√ √ ADCM √√ √ √√ √ Air bag √√ √ √√ √ Air levelizer √√ √ √√ √ Air pressure monitor √√ √ √√ √ All mode AWD/4WD -

Infiniti QX30 First Impressions, Plus Motor Industry
www.wheels-alive.co.uk Infiniti QX30 First Impressions, plus Motor Industry Update Published: 10th October 2016 Author: David Miles Online version: https://www.wheels-alive.co.uk/infiniti-qx30-first-impressions-plus-motor-industry-update/ Keeping Calm and Carrying On… The UK Car Manufacturing Industry. www.wheels-alive.co.uk British built Infiniti QX30 first drive. By David Miles (Miles Better News Agency). Good news from the Society of Motor Manufacturers and Traders (SMMT) is that despite the uncertainty of the Brexit vote to leave the EU, the UK’s car production for global markets achieved a 14 year high in August and a 12% increase year to date. 1,132,727 new cars have rolled off UK production lines so far this year with 877,523 vehicles having been built for overseas customers. According to official SMMT figures UK engine production is healthy as well, rising by almost 20% in August following the summer holiday shutdown period. So far this year engine production has increased by 6.7% to reach 1.7 million units. The automotive industry is a vital part of the UK economy, accounting for more than £71.6 billion turnover and £18.9 billion value added. With some 169,000 people employed directly in manufacturing and 814,000 across the wider automotive industry, it accounts for 12.0% of total UK export of goods and invests £2.5 billion each year in automotive R&D. More than 30 manufacturers build in excess of 70 models of vehicles in the UK supported by more than 2,000 component providers. -
Infiniti Q30 Express Create Challenge
30 INFINITI Q30 INFINITI EXPRESS CREATE CHALLENGE You see opportunity. If something doesn’t exist, you create it. Introducing the first ever Infiniti Q30. A category-redefining premium active compact that pushes boldly past the conventional boundaries of design. But then, what else would you expect? YOU. OUT IN FRONT. DEFINING A NEW STYLE. The city is your stage. Infiniti Q30 puts you in the spotlight – with a stance that rises above the rest and with dramatic lines that are as expressive as you are. ELEVATED STANCE No other 5-door compact car is as sleek and sporty 19-INCH SPORT WHEELS Specially designed to integrate with the athletic with a seating position that gives you the height to stand out. The unique lines of the Infiniti Q30 Sport, the dark finish shows off its aggressive black lacquer trim around the wheels and lower side sills emphasise styling. Lightweight to enhance performance, they are standard on the its unique stance. The ideal height provides a clearer view over traffic Infiniti Q30 Sport and optional on the Infiniti Q30 Premium and whilst making it easier to enter and exit the Infiniti Q30. Premium Tech grades. UNDENIABLY INFINITI The top arc of the grille mirrors the arc of the bottom SIGNATURE LED LIGHTING Inspired by the human eye, the trademark to form Infiniti’s signature double-arch grille. The crescent-shaped Infiniti light shape can be seen from both the front and the side. It is C-Pillar arcs forward from the rear window as if in perpetual motion. echoed in the taillamps for a definitive character from every angle. -

Boost for UK Car Manufacturing As Nissan Ramps up in Sunderland
Boost for UK car manufacturing as Nissan ramps up in Sunderland Japanese car giant chooses North East plant to build luxury Infiniti model in £250m vote of confidence Nissan currently produces the original Juke at its Sunderland plant By Ben Marlow 10:58PM GMT 29 Nov 2015 65 Comments Nissan will begin making its luxury Infiniti cars in Sunderland this week as part of a £250m investment in the factory , a landmark move that heralds a massive triumph for British industry. For the first time, the Japanese carmaker has chosen to build an upmarket model in Europe, a decision that represents a huge vote of confidence in the north-eastern factory, which has become one of the country’s biggest manufacturing success stories. Sunderland is now the most productive car plant on the Continent, with vehicle output dwarfing that of the whole of Italy. Every Sunderland worker makes an average of 118 cars a year and the factory has been at its 500,000- unit annual capacity since 2011. In Italy, 401,317 cars were built last year. The Nissan Infiniti Q30 Production of the Infiniti Q30 hatchback, designed to compete with other “luxury compact” cars such as the Mercedes GLA, BMW 1 Series and Audi A3, is expected to result in an additional 60,000 vehicles rolling out of the factory doors, providing a big boost to the area’s workforce and skills base. As production of the Q30 begins, Nissan is expected to say that several hundred new positions have already been created at the factory to expand the production lines in order to ramp up activity, taking total employment to more than 6,700. -

30 Years of Nissan Sunderland: Major Milestones, Plant Investment and the Impact on the Region
NEAA is supported by NEIssue 5 twork September 2016 30 Years of Nissan Sunderland: Major Milestones, Plant Investment and the Impact on the Region Real-time Monitoring System Delivers Savings to Automotive Supply Chain North East Automotive Expo Returns for its Second Year Reprotec Provides Floor Safety Solutions to Mecaplast Peterlee: NEAA member collaboration has kept business within the North East northeastautomotivealliance.com Contents NEAA Membership As a proactive industry-led cluster group, the North East Automotive Alliance (NEAA) is here to represent and work on behalf of the whole North East automotive sector, whether a company is making cars or components, working in 3. NEAA News commercial, off-highway or engine manufacture. 7. Member Collaboration Whether you are a sole trader or a multi-national, the NEAA offers a fantastic opportunity to join a network of North East automotive supply chain companies all working towards the same goal of driving the sustainable economic growth of 8. SME Programme the region’s automotive sector. Members will immediately benefit from the promotion of the North East automotive 9. Business Excellence sector’s capabilities on regional, national and international levels and the network’s ability to connect the supply chain to business opportunities. 10. Skills The NEAA is a not for profit organisation limited by guarantee and membership is restricted to companies and not personal membership. Fees start from as little as £200 11. Innovation & Technology +VAT per annum and are based on a company’s number of UK employees. 12. Interview of the Quarter Benefits: • Business and collaboration opportunities 14. Member Collaboration • International trade, new business opportunities and supply chain connections • Business Excellence Programmes and sharing of best practice 16. -

Komplettes Magazin Als E-Paper
DAS FACHMAGAZIN FÜR INNOVATIVES FUHRPARK- UND MOBILITÄTSMANAGEMENT G 59522 • 14. Jahrgang • EUR 4,– 3/2015 JUNI/JULI www.flotte.de SPECIAL: UVV/Ladungssicherung LEASING: KOSTENVERGLEICH: Marktübersicht Captives Mittelklasse-Limousinen FLOTTEN-STRATEGIEN: JUBILÄUM EINER „GÖTTIN“: Infiniti, Volvo 60 Jahre DS * Der Hyundai i10 ab 89 EUR1 Hyundai i10, i20 und i30 Der Hyundai i20 F䟦r jedes Unternehmen ab 155 EUR2 Der Hyundai i30 Kombi ein echter Gewinn. ab 185 EUR3 Erfolgreich ist ein Unternehmen nur dann, wenn die Zahlen stimmen. Erweitern Sie Ihren Fuhrpark um drei besonders 䟦berzeugende: i10, i20 und i30. Die Hyundai Erfolgsmodelle punkten mit niedrigen Unterhaltskosten, attraktiven Leasingraten und einzigartigen 5 Jahren Garantie ohne Kilo- meterbegrenzung. Besser k䟢nnen sich Wirtschaftlichkeit und Fahrspaß kaum erg䟒nzen. Erleben Sie mehr unter hyundai-fleet.de oder informieren Sie sich telefonisch unter +49 69 380 767 379. Kraftstoffverbrauch kombiniert: 4,7-3,9 l/100 km; CO2-Emission kombiniert: 108-102 g/km; Effizienzklasse: C - A. Nach EU-Messverfahren. Diese Angebote sind nur f䟦r Gewerbekunden g䟦ltig. * „Firmenauto“ zeichnete bei der Wahl zum „Firmenauto des Jahres 2015“ den Hyundai i10 als Import- sowie Gesamtsieger in der Kategorie „Minicars“ und den Hyundai i20 als Importsieger in der Kategorie „Kleinwagen“ aus. 1, 2, 3 Freibleibendes Leasingangebot von Hyundai Leasing, ein Produkt der ALD AutoLeasing D GmbH (Nedderfeld 95, 1 22529 Hamburg) f䟦r: den Hyundai i10 1.0 Classic (Kraftstoffverbrauch innerorts: 6,0 l/100 km, außerorts: 4,0 l/100 km, kombiniert: 4,7/100 km; CO2-Emission kombiniert: 108 g/km; Effizienzklasse: C), monatliche Leasingrate: 88,99 EUR inklusive Technik-Service (inklusive Wartungen und Verschleißreparaturen) mit einer Laufzeit von 36 Monaten und bei einer Gesamtlaufleistung von 10.000 km p. -

Infiniti Q30 Road Test
www.wheels-alive.co.uk Infiniti Q30 Road Test Published: 1st June 2016 Author: David Miles Online version: https://www.wheels-alive.co.uk/infiniti-q30-road-test/ www.wheels-alive.co.uk Infiniti Q30 Sport City Black 2.2 Auto 4WD Offers Ownership Exclusivity… Says David Miles (Miles Better News Agency). If you want a premium brand mid-sized family or business-use car and don’t fancy the now high volume selling and commonplace Audi A3, BMW 1 Series, Mercedes A-Class, Volvo V40 or Lexus CT, then the new Infiniti Q30 hatchbacks and future QX30 mid-sized SUVs might fit the bill. The Q30/QX30 models are expected to double Infiniti’s sales but in this country we are talking about limited numbers as their UK sales last year only amounted to just over 1,900 vehicles. However Infiniti’s UK sales for the first third of this year are up by 111% to 859 units, with the growth fuelled by the new Q30 hatchbacks which are now on sale – and the www.wheels-alive.co.uk QX30 SUV arrives later this year. Both are being built in the UK for global sales at the parent company’s Nissan Sunderland Plant. There is a relatively large array of Q30 models. I counted 40 derivatives in the price list with prices starting from £20,550 and rising to £34,890. No prices have yet been released for the QX30 SUV. The Q30/QX30 Infiniti models are products of the Renault-Nissan Alliance and include its latest partner Daimler. -

Daimler and Nissan to Build Luxury Cars at New Plant in Mexico
Daimler and Nissan to build luxury cars at new plant in Mexico September 5, 2013 GIG News, Industry News A few years back, when Daimler was looking for a partner to spread the cost of development of small cars, itagreed to collaborate with Nissan on future products, such as vehicle platforms and drivetrains. The latest development in the collaboration concerns the assembly of small luxury cars for Infiniti and Mercedes-Benzat a Nissan plant in Mexico, two unnamed sources told Reuters. The plant in question, Aguascalientes, is a $2 billion project that will open later this year next to an existing Nissan factory. The upcoming Infiniti Q30 four-door hatchback is expected to be built there, possibly alongside the Mercedes GLA-Class, which is one of several candidates Mercedes is considering to build at this facility, Reuters reports. The GLA will debut at the Frankfurt Motor Show this month, and initial production of the model will take place in Germany. The Q30 could follow a similar path, with assembly starting at Nissan’s Sunderland plant in the UK, and then expanding to Aguascalientes later on. The underlying platform of the Q30 and GLA, codenamed New Generation Compact Car (NGCC), was developed by Daimler. The Q30 would be the first Infiniti produced under the automakers’ agreement. Last year, Nissan agreed to make engines that would find their way into Mercedes and Infiniti vehicles. The NGCC platform also forms the basis of the Mercedes CLA-Class sedan that goes on sale this month, and the Mercedes B-Class Electric Drive, which should reach showrooms next summer, Reuters reports, but those vehicles are slated to be built in Hungary and Rastatt, Germany, respectively. -

Facebook.Com/Infinitigb Instagram.Com/Infinitiuk Twitter
Q30 Visit us online to create your ideal INFINITI, get pricing and more. www.infiniti.co.uk CONNECT Join our community, and get the latest on INFINITI. Facebook.com/InfinitiGB Instagram.com/InfinitiUK Twitter.com/InfinitiEurope DISCLAIMERS INFINITI Europe, Division of Nissan International SA, CH-550-1047524-0, Z.A. La Pièce – Bât. B2, Route de l’Etraz, 1180 Rolle, Switzerland This brochure is intended for general descriptive and informational purposes only. It is subject to change and does not constitute an offer, representation or warranty (express or implied) by INFINITI Europe. Before relying on this brochure to make a purchase decision, interested parties should directly contact the INFINITI Centre to confirm the accuracy of any information given herein and how it relates to a specific vehicle. INFINITI Europe reserves the right to make changes, at any time, without prior notice, in prices, colours, materials, equipment, specifications and models and to discontinue models or equipment. Due to continuous product development and other pre- and post-production factors, the actual vehicle, materials and specifications may vary from this brochure. Some vehicles are shown with optional equipment. See the actual vehicle for complete accuracy. Availability and delivery times for particular models or equipment may vary. Specifications, options and accessories may differ in other countries. For additional information on availability, options or accessories, contact your INFINITI Centre. *Available on selected models. Information regarding driver assistance features (available on selected vehicles): Forward Collision Warning and stop are intended to warn you before a collision occurs; they cannot prevent a collision and are not a replacement for responsible driving. -

Infiniti Q30 First Impressions
www.wheels-alive.co.uk Infiniti Q30 First Impressions Published: 13th February 2016 Author: David Miles Online version: https://www.wheels-alive.co.uk/infiniti-q30-first-impressions/ www.wheels-alive.co.uk New British-built Infiniti Q30 five door premium hatchback is now on sale… By David Miles (Miles Batter News Agency) Infiniti, the premium brand from Nissan, has launched their all-new UK built Infiniti Q30 C- segment five door hatchback and it’s thoroughly British. Not only is it the first Infiniti ever to be built in Europe, it was created at the Nissan-Infiniti Paddington design facility, engineered at their Cranfield department and is now in production at Nissan’s Sunderland Plant. This range will be followed later this year by the QX30, what Infiniti calls a premium active Crossover mid-sized 4×4, which will also be built in the UK. The additional Q30/QX30 production facilities at the Sunderland Plant, already home to the Nissan Juke, Qashqai and Leaf models, is a result of a £250 million investment and over 300 new jobs have been created to support the production of these new Infiniti models for global www.wheels-alive.co.uk markets. The Q30 is a premium brand C-segment (lower medium sector) five door hatchback which has to compete against the well established Audi A3, BMW 1-Series, Mercedes A-Class, Volvo V40 and Lexus CT. The Q30 and the future QX30 SUV ranges are vital for the sales expansion of the Infiniti brand to over 50 global markets. Whilst Infiniti, being a fledgling brand, stays tight-lipped about forecasting sales, in the UK the Q30/QX30 ranges are expected to at least double current Infiniti sales. -
The First Ever Infiniti Q30 Born to Challenge
30 THE FIRST EVER INFINITI Q30 BORN TO CHALLENGE CHALLENGE DESIGN You see the city from a different perspective and so does Infiniti Q30. Shaped with dramatic lines and bold proportions, it breaks the mould of conventional design. CLASS OF ITS OWN The advantages of a higher stance, muscular wheel arches and a provocative low-slung roofline are combined to transform unexpected body proportions into something fresh and dynamic. ELEVATED STANCE The unique black lacquer treatment emphasises the dynamic stance of the Q30. This ideal height provides an advantageous view over traffic, whilst making it instantly stand out. EXPRESSIVE STYLING Deep, sculpted lines of the Q30 run all the way from the front grille, over the hood, dramatically down the side – then finally wrap around to the rear. Let the 3D-formed sheet metal draw you in from any angle. 7” touch screen Alcantara® is used to wrap the dash, armrests and partially cover the seats Piano black interior trim Sports D shape steering wheel Laser-cut stitching for tighter seams Luxuriously soft, suede-like Dinamica pillars and headliner Q30 Sports model shown CHALLENGE CONFORMITY Shapes that flow naturally in beautiful asymmetry make almost any interior you’ve seen before look outdated. Inside the Q30, surround yourself with the same premium materials found on your favourite luxury goods. ADJUSTS TO YOU Infiniti InTouch™ delivers an intuitive experience right from the FIRST IMPRESSIONS The intersecting curves of the interior are refreshingly dynamic, driver’s seat in the manner that best suits you. Once your compatible smartphone but our designers knew that your first impressions happen before you even sit down.