Design and Development of Waterjet Clamping Based on Machining Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
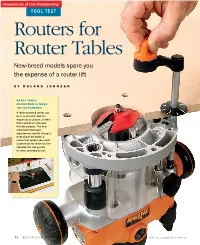
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -
Matchfit 360 System Workbench Plans Project Overview
MATCHFIT 360 SYSTEM WORKBENCH PLANS PROJECT OVERVIEW The MATCHFIT 360 System Workbench is an all-in-one multifunctional workbench. Using MATCHFIT Dovetail Clamps and Dovetail Hardware, it allows you to go beyond the edge and clamp anywhere on the surface for hassle-free assembly. TOOLS & MATERIALS - Table Saw - 3/4” MDF, 32”x72” - Router table - 16’ 1-1/2” thick hard maple - 5” wide - MATCHFIT Dovetail Router bit, or comparable - Adjustable Locking Router Guide - free plans HERE 14º, 1/2” diameter dovetail router bit - Vertical Edge Routing Guide - free plans HERE - 1/4” diameter straight router bit - 3/4” diameter forstner bit - 1” diameter forstner bit - 1-1/2” 10-32 panhead screws and washers - 1/2” diameter forstner bit - MATCHFIT Dovetail Hardware - 45 degree chamfer router bit - 3/4” good quality plywood, 32”x72” FREE DOWNLOADABLE JIG PLANS Scan this QR code for access to our library of free jig plans and for more information about the MATCHFIT 360 System. microjig.com/matchfitplans INSTRUCTIONS STEP 1 - CUT THE STOCK TO SIZE To create the top and vertical side of the 360 workbench, cut a sheet of 3/4” plywood to 45-1/2” x 29-1/2”, and another at 29-1/2” x 18-1/2” on the table saw. Next, cut a sheet of 3/4” MDF to 45-1/4” x 29-1/4”, and another at 29-1/4” x 17-1/4”. INSTRUCTIONS STEP 2 - LAMINATE PLYWOOD AND MDF TOGETHER Glue MDF and plywood together leaving 1/8” reveal on all sides. This is to ensure that you have a flat edge to run along the fence when cutting laminated pieces to final size on the table saw. -

MITER SAW SAFETY (Reviewed 9/27/2007)
MITER SAW SAFETY (Reviewed 9/27/2007) 1. Tool Use and Care • Use clamps or other practical way to secure and support the work piece to a stable platform. Holding the work by hand or against you body is unstable. It allows for work to shift, causes binding of the tool and loss of control. • Do not force tool. Use correct tool for you application. The correct tool will do the job better and safer at the rate for which it is designed. Do not use the tool for purposes not intended – for example; do not use the miter saw for slicing meat. • Do not use tool if switch does not turn it “ON” or “OFF”. Any tool that cannot be controlled with the switch is dangerous. • Disconnect the plug from the power source before making any adjustments for changing accessories. Such prevention safety measures reduce the risk of starting the tool accidentally. • Keep cutting tools sharp and clean. Properly maintained tools, with sharp cutting edges, are less likely to bind and easier to control. When mounting saw blades be certain that the arrow on the blade matches the direction of the arrow marked on the tool and that the teeth are also pointing in the same direction. • Inspect guards before using. Keep guards in place. Check moving parts for binding or any other condition that may affect the normal operation of safety features of the tool. If damaged, have tool serviced before using the tool. Many accidents are caused by poorly maintained tools. • Do not alter or misuse tool. -

Manual Drills (Brace Drill, Eggbeater Drill)
Manual Drills (Brace drill, Eggbeater drill) Identify: Head, Handle, Chuck, Bits (drill and screw bits, which are inserted into the chuck) Accompanying Tools: Clamps (usually at least 2), Goggles Safety: ● Wear eye protection ● Clamp material to be drilled securely to a heavy object, with clamps on opposite ends of the wood ● Be cautious of delicate drill bits ● Lay drill carefully on its side when not in use, with bits aimed in from edge of table Operation for drilling holes: ● Clamp material down, with protective layer between material and table if necessary. A second piece of wood is usually sufficient. ● Insert correct bit or choose drill that has correct bit. Chuck is twisted counter-clockwise to loosen jaws that hold bit, clockwise to tighten ● Identify depth of material, hold drill bit on the side of the clamped wood to see how deep it will go, and to ensure that it won’t go into the table. ● Make dot or X on top of wood where hole is to be drilled. ● Hold operating handle with dominant (drawing) hand, other hand holds head or top handle in place. For ambidextrous tinkerers, whichever hand position feels most comfortable to them. ● Rotate handle clockwise to drill into wood. For brace drill, this is a horizontal turning, for eggbeater drill, it is vertical. ● While bit is in wood, do not let go of drill and avoid wiggling. This can break the bit. ● Binding debris can cause overheating of the bit, or make turning the drill difficult. Back out bit and clear debris as necessary ● Back out bit after the desired depth is achieved. -

EASY-TO-USE CHASSIS HEIGHT GAUGE Chassis Height – a Critical Setup Measurement
EASY-TO-USE CHASSIS HEIGHT GAUGE Chassis Height – A Critical Setup Measurement Measuring your critical chassis height has always been a bit awkward. You lie on your stomach on the cold dusty floor and try to hold a tape measure up to the frame. And each time you make a change you must re-measure to be sure you’re not too low (won’t pass tech) or too high (transfers too much weight to the outside tires). Takes all the fun out of setting up your car! Here’s a super easy way to make these measurements. These slick new Chassis Height Checkers make quick and easy work of getting this critical dimension consistently to within 1/16” - without even getting dirty. Simply slide it under the car, raise the tape until it touches the frame, and read the height. Couldn’t be quicker or easier. Here’s how it works. The tool contains a tape measure with a built-in tape lock, a slider with pointer and a black knob to clamp to the tape, and a 0-10” scale. It also has a bearing at the end that changes the direction of the tape from horizontal (parallel to the ground) to vertical to measure height. There are 3 different ways to use it. Pick the one that suits your situation: CAR ON GROUND (NOT ON SCALE PADS): 1. Release the lock on the tape measure and allow it to retract completely. This is 2” in height. Loosen the black knob and slide the pointer to read 2.0”. -
Drill Press Notes Requirements: Proper Eye Protection Must Be Worn—Operate Only with Instructor’S Permission and After Proper Instructions Have Been Received
Drill Press Notes Requirements: Proper eye protection must be worn—operate only with instructor’s permission and after proper instructions have been received. 1. Always use a piece of scrap wood and set the table or stop to keep from drilling into the tabletop. 2. Use a clamp or vise grips to secure/fasten your wood to the table. 3. Make sure that your scrap wood, good wood, and any clamp you are using are the ONLY objects on the table. Other objects can get caught in the machine and cause injuries. 4. Use a “V-block” clamp for C02 cars, round or irregular shaped stock. 5. Select the right size and type of bit. Wood bits for wood; metal bits for metal. 6. Use a center punch for a guide whenever possible. Always use a center punch when drilling into metal or hard woods. 7. Do not panic if the bit gets stuck in the wood. Turn the machine off. When it has completely stopped, remove the bit from your wood. 8. Select the correct drilling speed. For metal or hard woods and large drill bits you should use a slower speed. 9. Always remove the chips from the table after the machine is turned off and is no longer moving. Use a table brush, never your hands. 10. As with any machine, if it is not working properly you should always turn it off, unplug it, and tell a teacher. Section 3 Page 154 Drill Press Written Test Use the correct heading and write the answers on your own paper. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Router Table
Router Table Read This Important Safety Notice To prevent accidents, keep safety in mind while you work. Use the safety guards installed on power equipment; they are for your protection. When working on power equipment, keep fingers away from saw blades, wear safety goggles to prevent injuries from flying wood chips and sawdust, wear hearing protection and consider installing a dust vacuum to reduce the amount of air- borne sawdust in your woodshop. Don’t wear loose clothing, such as neckties or shirts with loose sleeves, or jewelry, such as rings, necklaces or bracelets, when working on power equipment. Tie back long hair to prevent it from getting caught in your equipment. People who are sensitive to certain chemicals should check the chemical con- tent of any product before using it. Due to the variability of local conditions, construction materials, skill levels, etc., neither the author nor Popular Woodworking Books assumes any responsibility for any accidents, injuries, damages or other losses incurred resulting from the mate- rial presented in this book. The authors and editors who compiled this book have tried to make the con- tents as accurate and correct as possible. Plans, illustrations, photographs and text have been carefully checked. All instructions, plans and projects should be carefully read, studied and understood before beginning construction. Prices listed for supplies and equipment were current at the time of publica- tion and are subject to change. Metric Conversion Chart to convert to multiply by Inches. Centimeters. 2.54 Centimeters. Inches . 0.4 Feet. Centimeters. 30.5 Centimeters. Feet. 0.03 Yards. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -

Mk.II Honing Guide System
Mk.II Honing Guide System U.S. Pat. No. 7,553,216 Patent pending. The Veritas® Mk.II Honing Guide System provides a reliable method for honing a wide range of tools by ensuring consistent, accurate results. The deluxe honing guide set includes two interchangeable blade carriers, an angle registration jig, and two roller bases. This set is most useful for a wide variety of blades. The standard (original) Mk.II honing guide, consisting of a standard blade carrier, a straight roller and a registration jig, is the best choice for woodworkers who mostly use wide blades. For those who predominantly sharpen narrow blades, a narrow-blade honing guide, consisting of the narrow-blade carrier, a straight roller and a registration jig, is also available. For those who already own the standard Mk.II honing guide, the narrow-blade carrier is available separately. The standard blade carrier uses a clamping bar that registers on the face of the blade. It accepts fl at or tapered blades between 1/2" and 27/8" wide and up to 15/32" thick, including skew blades. It is used with the registration jig to set bevel angles from 15° to 54° and back bevels from 10° and 20°. The narrow-blade carrier is designed to hold blades and chisels from 1/8" to 11/2" wide, using parallel jaws to ensure blades stay square to the jig. The jaws are also canted to keep blades centered and tight to the reference face of the jig, whether they have bevelled or square edges – it will even hold chisels that are triangular in cross- section. -

Magnetic Tip Tape Measures
malco tool book | better ideas for the real world. Magnetic Tip Tape Measures Magnetic Attraction! At last, the obvious! Malco’s “Magnetic Tip” tape measure is ideal for every ferrous metalworking project! Use it for HVAC ductwork installations, ceiling grid applications, metal stud framing and more. A powerful magnet and self-supporting 1” wide blade makes Powerful Magnets! Ideal for working with metal! 1-person measurements and measuring elevations an easy task. The magnetic tip and big standout blade can even be used as a Zero Commencement: pick-up tool! A double riveted tip connection, abrasion-resistant, When Hanging and pulling magnet, nylon coated blade and rubber-clad housing and blade stop assure deduct 1/16” from measurement. lasting performance. T416M T425M A MULTITUDE OF JOB SITE USES: Metal Ductwork | Ceiling Grids T430M | Metal Stud Framing Measuring Elevations | One-Person Measurements | Extended blade tip even works as pick-up tool! Non-Magnetic Tape Measures • Non Magnetic 1” Tape Measures • Double Riveted Tip Connection • Rubber-Clad Housing CT430 CT425 Specifications Catalog Net Wt. Number Description oz. (g) T416M 1” x 16’ Magnetic Tip Tape Measure 10 (284) T425M 1” x 25’ Magnetic Tip Tape Measure 14 (397) T430M 1” x 30’ Magnetic Tip Tape Measure 17 (482) CT425 1” x 25’ Tape Measure 13 (369) CT430 1” x 30’ Tape Measure 16 (454) 122 Malco Products Inc. Est. 1950 malco tool book | www.malcotools.com 48AR Aluminum Straight Edge Rule Made from .125 thickness extruded aluminum. This 48” rule is 2” wide. Large and clear, easy to read, thermo-bonded red markings on gray finish. -
Improving the Harbor Freight Drill Press Locking Clamp, Version 2.0
Improving the Harbor Freight Drill Press Locking Clamp, Version 2.0 By R. G. Sparber Protected by Creative Commons.1 When I want to use my Harbor Freight 9 Inch Drill Press Locking Clamp, my goal is to clamp something and not fiddle around. Clamping the stock before drilling is a matter of safety. Sure I can hold the stock with my hands but that little voice in my head says to clamp it. It doesn’t take much fiddling around before that little voice fades. So how do I reduce the fiddling so I listen to that voice? There are two sources of fiddling. The first is that anchor nut. I must reach under my drill press table and rotate this heavy and odd shaped nut onto the stud. There is no way to spin it. Besides, there are far more threads on this stud than needed for my drill press table. The second distraction is that adjustment bolt on the end of the handle. It takes a lot of turning to go from full open to full closed. Since there isn’t much force on this bolt, it could spin if there was only a little flywheel and crank on the end. Time to rework yet another Harbor Freight tool! 1 This work is licensed under the Creative Commons Attribution 4.0 International License. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/ or send a letter to Creative Commons, PO Box 1866, Mountain View, CA 94042, USA. R. G. Sparber January 27, 2019 Page 1 of 5 My first step was to toss that strange nut into my junk drawer2.