A Model-Based Design Approach to Redesign a Crankshaft for Powder Metal Manufacturing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

Camshaft / Balance Shaft Belt Information
ENG-04, Camshaft Belt / Balance Shaft Belt - General Information, Maintenance Intervals, Part Numbers Maintenance Intervals Timing belts have long been the source of many heated discussions and much heartache for 944 owners. Every new or potential 944 owner should read Jim Pasha's article, 944 Timing Belts and Water Pumps in the August 1994 issue of Excellence Magazine. Due to the history of changes in the factory recommendations for timing belt replacement, you'll find a number of different recommendations being given. The recommendations below are based on the most recent factory recommendations with some additional guidance based on personal experience. 944 Mileage Maintenance 2000 Inspect and retension timing and balance shaft belts. 15000* Inspect and retension timing and balance shaft belts. 30000 Inspect and retension timing and balance shaft belts Replace timing and balance shaft belts. Inspect rollers and replace if 45000 necessary. * For vehicles which see limited service, I recommend inspecting the belts after two years if 15000 miles has not been reached and annually thereafter. 968 Mileage Maintenance 15000 Inspect timing and balance shaft belts. 30000* Inspect timing and balance shaft belts. 45000 Inspect timing and balance shaft belts Replace timing and balance shaft belts. Inspect rollers and replace if 60000 necessary. * For vehicles which see limited service, I recommend inspecting the belts after two years if 15000 miles has not been reached and annually thereafter. Parts For highlighted items choose one of the parts based on specific model. Page 1 of 3 Based on my own experience of a tensioner stud failure and reports of similar occurrences from other owners, I recommend replacing the cam belt tensioner mounting stud at each timing belt replacement. -

Small Engine Technology
Small Engine Technology Code: 5277 Version: 01 Copyright © 2012. All Rights Reserved. Small Engine Technology General Assessment Information Blueprint Contents General Assessment Information Sample Written Items Written Assessment Information Performance Assessment Information Specic Competencies Covered in the Test Sample Performance Job Test Type: The Small Engine Technology assessment is included in NOCTI’s Teacher assessment battery. Teacher assessments measure an individual’s technical knowledge and skills in a proctored prociency examination format. These assessments are used in a large number of states as part of the teacher licensing and/or certication process, assessing competency in all aspects of a particular industry. NOCTI Teacher tests typically oer both a written and performance component that must be administered at a NOCTI-approved Area Test Center. Teacher assessments can be delivered in an online or paper/pencil format. Revision Team: The assessment content is based on input from subject matter experts representing the following states: Idaho, Maine, Michigan, Pennsylvania, and Virginia. CIP Code 47.0606- Small Engine Career Cluster 16- 49-3053.00- Outdoor Power Mechanics and Repair Transportation, Distribution, Equipment and Other Technology/Technician and Logistics Small Engine Mechanics NOCTI Teacher Assessment Page 2 of 10 Small Engine Technology Wrien Assessment NOCTI written assessments consist of questions to measure an individual’s factual theoretical knowledge. Administration Time: 3 hours Number of Questions: -

Balance Shaft Sprocket Installation and Alignment Check
ENG-08, Balance Shaft Sprocket Installation and Alignment Check Introduction If your 944 is experiencing vibration problems, the cause could be a balance shaft misalignment. This can occur if the balance shaft belt slips a tooth, the balance shaft belt is broken, or if the balance shaft sprockets are installed incorrectly. Quite often, balance shaft sprocket misalignment occurs after water pump, crankshaft oil seal, or balance shaft oil seal replacement. The following procedure will tell you how to correctly install the balance shaft sprockets and how to check them for proper alignment if you suspect that the sprockets may have been installed incorrectly. Other Procedures Needed • ENG-13, Locating and Setting Engine to Top Dead Center (TDC), Cylinder 1 Installation Each balance shaft sprocket has two slotted grooves on the inside diameter. One of the grooves on the sprocket will slide onto a woodruff key which is inserted into a slot near the front end of the balance shaft. On 1983 and 1984 model 944s, each balance shaft sprocket was stamped on the front with an "O" (Ober or Over) beside one of the slotted grooves and a "U" (Unter or Under) beside the other slotted groove. As one might have guessed, on the upper balance shaft, the groove with the "O" stamped beside it was installed onto the woodruff key, and on the lower balance shaft, the groove with the "U" stamped beside it was installed onto the woodruff key. I'm not sure what prompted Porsche to do it but, on cars produced after 1984, only the slotted groove with the "O" was stamped. -

Download 2021 Catalog
The Engine Parts, Cores, & Recycling Partner You Can Count On, Now and Into The Future EngineQuest and EQ Cores & Recycling has served the engine and transmission remanufacturing market for over 70 years. EngineQuest has provided remanufacturing solutions since 1987. We specialize in hard-to-find or hard-to-salvage parts, as well as parts that make one item work in a different application. In the restoration market, EngineQuest has become a leader in making replacement parts that OEMs have obsoleted, such as the FE Ford Rocker Assembly, V8 Pontiac Timing Cover, and Small Block Chevy Oil Filter Adaptor. We continue to expand our product line, which now includes our two newest items – replacement Crankshaft Sleeves for the FE Ford and 429/460 Ford engines. For hard-to-salvage items, it often means buying from the OEM, where the prices might not be logical, or the OE doesn’t sell the part you actually need. EngineQuest will make these items so our customers can get what they need, for the best possible price, when and how they need it. This includes LS Chevy Oil Galley Plugs, Valve Cover Bolts, Head Bolt Sets, and many others. EQ Cores & Recycling was part of A&A Midwest, which began selling engine & transmission cores in 1949. In 2020, the Las Vegas location became EQ Cores & Recycling. Over the years, the product line has grown to include engine component cores, as well as transfer cases, and torque converters. With nearly 10,000 engines, 2,000 transmissions, and thousands of component parts in stock, EQ Cores & Recycling is ready to serve your core needs. -

Wärtsilä 32 PRODUCT GUIDE © Copyright by WÄRTSILÄ FINLAND OY
Wärtsilä 32 PRODUCT GUIDE © Copyright by WÄRTSILÄ FINLAND OY COPYRIGHT © 2021 by WÄRTSILÄ FINLAND OY All rights reserved. No part of this booklet may be reproduced or copied in any form or by any means (electronic, mechanical, graphic, photocopying, recording, taping or other information retrieval systems) without the prior written permission of the copyright owner. THIS PUBLICATION IS DESIGNED TO PROVIDE AN ACCURATE AND AUTHORITATIVE INFORMATION WITH REGARD TO THE SUBJECT-MATTER COVERED AS WAS AVAILABLE AT THE TIME OF PRINTING. HOWEVER, THE PUBLICATION DEALS WITH COMPLICATED TECHNICAL MATTERS SUITED ONLY FOR SPECIALISTS IN THE AREA, AND THE DESIGN OF THE SUBJECT-PRODUCTS IS SUBJECT TO REGULAR IMPROVEMENTS, MODIFICATIONS AND CHANGES. CONSEQUENTLY, THE PUBLISHER AND COPYRIGHT OWNER OF THIS PUBLICATION CAN NOT ACCEPT ANY RESPONSIBILITY OR LIABILITY FOR ANY EVENTUAL ERRORS OR OMISSIONS IN THIS BOOKLET OR FOR DISCREPANCIES ARISING FROM THE FEATURES OF ANY ACTUAL ITEM IN THE RESPECTIVE PRODUCT BEING DIFFERENT FROM THOSE SHOWN IN THIS PUBLICATION. THE PUBLISHER AND COPYRIGHT OWNER SHALL UNDER NO CIRCUMSTANCES BE HELD LIABLE FOR ANY FINANCIAL CONSEQUENTIAL DAMAGES OR OTHER LOSS, OR ANY OTHER DAMAGE OR INJURY, SUFFERED BY ANY PARTY MAKING USE OF THIS PUBLICATION OR THE INFORMATION CONTAINED HEREIN. Wärtsilä 32 Product Guide Introduction Introduction This Product Guide provides data and system proposals for the early design phase of marine engine installations. For contracted projects specific instructions for planning the installation are always delivered. Any data and information herein is subject to revision without notice. This 1/2021 issue replaces all previous issues of the Wärtsilä 32 Project Guides. Issue Published Updates 1/2021 15.03.2021 Technical data updated. -

Ask the Experts (Low-Res PDF)
www.motorcyclenews.com #MCNwednesday Send your questions to: BUYING & 48 GARAGE [email protected] THIS WEEK NEW BIKES FEATURES GARAGE SELLING SPORT March 16 2016 49 BMW S1000RR Heading off road? Q Leave the panniers or Aprilia RSV4? at home I’m moving up to a 1000cc superbike from my 2011 Suzuki GSX-R600. I’m partial to the odd trackday, and Your legal questions ANY QUESTION the bikes I have in mind are either a used BMW S1000RR or Aprilia RSV4. What would you recommend? Q I hit a pedestrian, Leigh Bishop, email but how do I stop Answered by Michael Neeves, MCN him from taking a If you are stepping up from the step too far? ✓ GSX-R600, the BMW makes sense ANSWERED for several reasons. It’s a four- Last October I hit a pedestrian at If we don’t know the answer, we’ll find the person who does cylinder like your 600 so it won’t be a crossing. I was doing 25-30mph so much of a culture shock. It may but misjudged the lights. I was too feel even more familiar because close to stop safely as they went when BMW were first developing amber, and they turned to red as I The steel-frame their new engine the test mule was went through them. This lad stepped CBR600 is a classic, Purchasing an unregistered bike like a Suzuki GSX-R1000 K5 chassis. If out as soon as the light turned red, but it’s not immune an FZ8 should prove trouble free your budget allows go for a 2012-on looking the opposite way to the from reg-rec S1000RR. -

Some Science of Balance © Tony Foale 2007
Some science of balance © Tony Foale 2007. Readers who started riding before the 1970s, will easily remember the incredible vibration that we used to have to suffer, particularly with British single and twin cylinder machines. In addition to that, we also had to endure quite severe vibration from road shocks generally because of poor suspension. However, with the advent of the Japanese multi-cylinder machines, Lanchester balance shafts and the drive towards better suspension, today we can enjoy a much greater freedom from annoying vibration. In this article, we will only consider the vibration caused by the engine. This vibration has two basic sources, the least severe of which stems from the irregular torque output of reciprocating internal combustion engines. However, the biggest problem is due to the inability to balance inertia forces due to the piston motion in certain types of engine configuration. There can be two sources of mechanical imbalance, they are; rotating and reciprocating. Rotating balance Any rotating object can produce nett rotating forces if not properly balanced. Typical items of concern to us, would be the clutch assembly, alternators, flywheels and crankshaft. These out of balance forces are due to asymmetrical mass distribution about the rotating axis of the object in question. The clutch, alternators and any external flywheels can be fully balanced. However, due to the needs of reciprocating balance, certain configurations of engine, rarely allow us to achieve perfect rotating balance of the crankshaft, single cylinder engines, for example. There are two aspects of rotating balance which need to be considered. These are usually termed static and dynamic. -

Section 02 - Block Basics
Block Basics – Section 2 Section 02 - Block Basics 2.0 Small Block 330 & 350 Block Key Differences. The key differences between the 330 and 350 are the 350’s larger bore and the Generation 1 Cast Iron Small Block V-8 Facts 330’s forged crank. General. In 1964 Olds replaced their small block 215 V8 with 1964 – 1966 Valve Lifter Angle. All 1964–1966 blocks used a a cast iron block of completely new design. The 330 V-8 different valve lifter angle of attack on the cam (45). Thus shared none of its engine block architecture with that of the 1964–1966 330 blocks CANNOT USE 1967 AND LATER 215 V-8 and the 225 V-6 sourced from Buick. The engine CAMS. All 1964–1966 cams WILL NOT WORK in 1967 and was no longer aluminum, but cast iron, as weight became later blocks. Later blocks used a 39 lifter angle. Blocks with less of a factor with the engine going into both the larger a “1” or “1A” cast up near the oil filler tube used the 45 lifter mid-sized F-85s, Cutlasses and the full-size Jetstars angle and should be avoided, if possible. introduced in that year. The engine was designed as a replacement for the 215, but was cast iron and enlarged in Early 330 Rocker Arms. The first run of 330 blocks was anticipation of the growth in size of the mid-size cars, where equipped with rocker arms similar to the previous 394 block it was to be primarily used and as the workhorse for the that traces its heritage back to 1949. -

Crankpin Bearings in High Output Aircraft Piston Engines the Evolution of Their Design and Loading by Robert J
Crankpin Bearings in High Output Aircraft Piston Engines The Evolution of their Design and Loading by Robert J. Raymond July 2015 Abstract powered truck. There you will invariably find a 6-cylinder, 4-stroke cycle, open chamber, turbocharged, aftercooled The development of the crankpin bearing in high output engine with electronically controlled fuel injection. Gone are aircraft piston engines is traced over the period 1915-1950 in the two-stroke cycle, divided combustion chambers, and the a large number of liquid and air cooled engines of both many variants of mechanical injection systems found in American and European origin. The changes in bearing truck engines of the past. dimensions are characterized as dimensionless ratios and At the end of the large piston engine era there was still a the resulting changes in the associated weights of rotating broad spectrum of engine configurations being produced and reciprocating parts as weight densities at the crankpin. and actively developed. Along with the major division Bearing materials and developments are presented to indi- between liquid and air-cooled engines there was a turbo- cate how they accommodated increasing bearing loads. compounded engine, a four-row air-cooled radial engine, Bearing loads are characterized by maximum unit bearing engines with poppet valves and engines with sleeve valves, pressure and minimum oil film thickness and plotted as a all in production. There were also a two-stroke turbo-com- function of time. Most of the data was obtained from the lit- pounded Diesel engine, a 2-stroke spark ignition sleeve erature but some results were calculated by the author. -

Cat-3408-3412-Torque
3408 & 34 1 2 G EN E RATO R S ET E N G I N ES SE N R2561 -0 1 CATERPILLAR' Specifications 3408 & 3412 GENERATOR SET ENGINES Media Number -SENR2561-01 Publication Date -01/02/2001 Date Updated -15/10/2001 Engine Design (3408) CYLINDER AND VALVE LOCATION Bore ... 137.2 mm (5.40 in.) Stroke ... 152.4 mm (6.00 in.) Arrangement and Number of Cylinders ... 65° V-8 Valves per Cylinder ... 4 Combustion ... Direct Injection Firing Order (Injection Sequence) ... 1,8,4,3,6,5,7,2 Rotation of Crankshaft (when seen from flywheel end) ... counterclockwise Rotation of Fuel Pump Camshaft (when seen from pump drive end) ... counterclockwise NOTE: Front end of engine is opposite to flywheel end. 3 3408 & 34 1 2 G EN E RATO R S ET E N G I N ES SE N R2561 -0 1 CATERPILLAR' Specifications 3408 & 3412 GENERATOR SET ENGINES Media Number -SENR2561-01 Publication Date -01/02/2001 Date Updated -15/10/2001 Engine Design (3412) CYLINDER AND VALVE LOCATION Bore ... 137.2 mm (5.40 in.) Stroke ... 152.4 mm (6.00 in.) Arrangement and Number of Cylinders ... 65° V-12 Valves per Cylinder ... 4 Combustion ... Direct Injection Firing Order (Injection Sequence) ... 1,4,9,8,5,2,11,10,3,6,7,12 Rotation of Crankshaft (when seen from flywheel end) ... counterclockwise 5 3408 & 3412GENERATOR SET ENGINES S E N R256 1 -0 1 CATERPILLAR Specifications 3408 & 3412 GENERATOR SET ENGINES Media Number -SENR2561-01 Publication Date -01/02/2001 Date Updated -15/10/2001 Cylinder Heads (3408) (1) Large bolts (3/4 inch). -
Identifying Balance Shaft Drive Chain & Components Courtesy Of
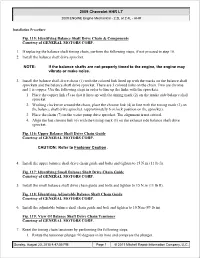
2009 Chevrolet HHR LT 2009 ENGINE Engine Mechanical - 2.2L or 2.4L - HHR Installation Procedure Fig. 115: Identifying Balance Shaft Drive Chain & Components Courtesy of GENERAL MOTORS CORP. 1. If replacing the balance shaft timing chain, perform the following steps, if not proceed to step 10. 2. Install the balance shaft drive sprocket. NOTE: If the balance shafts are not properly timed to the engine, the engine may vibrate or make noise. 3. Install the balance shaft drive chain (1) with the colored link lined up with the marks on the balance shaft sprockets and the balance shaft drive sprocket. There are 3 colored links on the chain. Two are chrome and 1 is copper. Use the following steps in order to line up the links with the sprockets. 1. Place the copper link (5) so that it lines up with the timing mark (2) on the intake side balance shaft sprocket. 2. Working clockwise around the chain, place the chrome link (4) in line with the timing mark (3) on the balance shaft drive sprocket. (approximately 6 o'clock position on the sprocket). 3. Place the chain (7) on the water pump drive sprocket. The alignment is not critical. 4. Align the last chrome link (6) with the timing mark (1) on the exhaust side balance shaft drive sprocket. Fig. 116: Upper Balance Shaft Drive Chain Guide Courtesy of GENERAL MOTORS CORP. CAUTION: Refer to Fastener Caution . 4. Install the upper balance shaft drive chain guide and bolts and tighten to 15 N.m (11 lb ft). Fig.