Eparating the Columbium and Tantalum Salts Or Oxides from Each Other
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Electrical and Dielectrical Properties of Tantalum Oxide Films Grown
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by DSpace@IZTECH Institutional Repository Thin Solid Films 517 (2008) 994–999 Contents lists available at ScienceDirect Thin Solid Films journal homepage: www.elsevier.com/locate/tsf Electrical and dielectrical properties of tantalum oxide films grown by Nd:YAG laser assisted oxidation G. Aygun a,⁎, R. Turan b a Department of Physics, İzmir Institute of Technology, Gulbahce Campus, TR-35430, Urla-İzmir, Turkey b Department of Physics, Middle East Technical University, TR-06531, Ankara, Turkey article info abstract Article history: Tantalum pentoxide (Ta2O5) thin films (20 to 44 nm) have been grown by 1064 nm Nd:YAG laser oxidation of Received 23 March 2007 Ta deposited films with various thickness on Si. Fourier Transform Infrared (FTIR) spectrum, thickness Received in revised form 23 July 2008 distribution, dielectric and electrical properties of laser grown oxide layers have been studied. The effect of Accepted 30 July 2008 the sputtered Ta film thickness, laser beam energy density and the substrate temperature on the final Ta O Available online 3 August 2008 2 5 film structure has been determined. It is shown that the oxide layers obtained for the laser beam energy density in the range from 3.26 to 3.31 J/cm2 and the substrate temperature around 350 °C have superior Keywords: Dielectric properties properties. FTIR measurement demonstrates that the Ta2O5 layers are obtained with the laser assisted Electrical properties oxidation technique. Metal Oxide Semiconductor capacitors fabricated on the grown oxide layers exhibits Insulators typical Capacitance–Voltage, Conductance–Voltage and Current–Voltage characteristics. -

Geochemical Alteration of Pyrochlore Group Minerals: Pyrochlore Subgroup
American Mineralogist, Volume 80, pages 732-743, 1995 Geochemical alteration of pyrochlore group minerals: Pyrochlore subgroup GREGORY R. LUMPKIN Advanced Materials Program, Australian Nuclear Science and Technology Organization, Menai 2234, New South Wales, Australia RODNEY C. EWING Department of Earth and Planetary Sciences, University of New Mexico, Albuquerque, New Mexico 87131, U.S.A. ABSTRACT Primary alteration of uranpyrochlore from granitic pegmatites is characterized by the substitutions ADYD-+ ACaYO, ANaYF -+ ACaYO, and ANaYOI-I --+ ACaYO. Alteration oc- curred at ""450-650 °C and 2-4 kbar with fluid-phase compositions characterized by relatively low aNa+,high aeaH, and high pH. In contrast, primary alteration of pyrochlore from nepheline syenites and carbonatites follows a different tre:nd represented by the sub- stitutions ANaYF -+ ADYD and ACaYO -+ ADYD. In carbonatites, primary alteration of pyrochlore probably took place during and after replacement of diopside + forsterite + calcite by tremolite + dolomite :t ankerite at ""300-550 °C and 0-2 kbar under conditions of relatively low aHF, low aNa+,low aeaH, low pH, and elevated activities of Fe and Sr. Microscopic observations suggest that some altered pyrochlor1es are transitional between primary and secondary alteration. Alteration paths for these specimens scatter around the trend ANaYF -+ ADYD. Alteration probably occurred at 200-350 °C in the presence of a fluid phase similar in composition to the fluid present during primary alteration but with elevated activities of Ba and REEs. Mineral reactions in the system Na-Ca-Fe-Nb-O-H indicate that replacement of pyrochlore by fersmite and columbite occurred at similar conditions with fluid conpositions having relatively low aNa+,moderate aeaH, and mod- erate to high aFeH.Secondary alteration « 150 °C) is charactlerized by the substitutions ANaYF -+ ADYD,ACaYO -+ ADYD,and ACaXO -+ ADXDtogether with moderate to extreme hydration (10-15 wt% H20 or 2-3 molecules per formula unit). -

Columbium (Niubium) and Tantalum
COLUMBIUM (NIOBIUM) AND TANTALUM By Larry D. Cunningham Domestic survey data and tables were prepared by Robin C. Kaiser, statistical assistant, and the world production table was prepared by Regina R. Coleman, international data coordinator. Columbium [Niobium (Nb)] is vital as an alloying element in economic penalty in most applications. Neither columbium nor steels and in superalloys for aircraft turbine engines and is in tantalum was mined domestically because U.S. resources are of greatest demand in industrialized countries. It is critical to the low grade. Some resources are mineralogically complex, and United States because of its defense-related uses in the most are not currently (2000) recoverable. The last significant aerospace, energy, and transportation industries. Substitutes are mining of columbium and tantalum in the United States was available for some columbium applications, but, in most cases, during the Korean Conflict, when increased military demand they are less desirable. resulted in columbium and tantalum ore shortages. Tantalum (Ta) is a refractory metal that is ductile, easily Pyrochlore was the principal columbium mineral mined fabricated, highly resistant to corrosion by acids, a good worldwide. Brazil and Canada, which were the dominant conductor of heat and electricity, and has a high melting point. pyrochlore producers, accounted for most of total estimated It is critical to the United States because of its defense-related columbium mine production in 2000. The two countries, applications in aircraft, missiles, and radio communications. however, no longer export pyrochlore—only columbium in Substitution for tantalum is made at either a performance or upgraded valued-added forms produced from pyrochlore. -

United States Patent (19) 11 3,929,495 Broemer Et Al
United States Patent (19) 11 3,929,495 Broemer et al. (45) Dec. 30, 1975 54) OPTICAL BORATE GLASS OF HIGH 3,149,984 9/1964 Faulstich........................... 106/47 R CHEMICAL RESISTANCE AND PROCESS 3,307,929 3/1967 Trap.................................. 106/47 R 3,480,453 it 1/1969 Reid et al.......................... 106/47 R OF MAKING SAME 3,486,915 12/1969 Broemer et al................... 106/47 R (75) Inventors: Heinz Broemer, Hermannstein; 3,510,325 5/1970 Broemer et al................... 106/47 R Norbert Meinert, Wetzlar, both of FOREIGN PATENTS OR APPLICATIONS Germany 863,352 3/1961 United Kingdom............... 106/47 Q 73 Assignee: Ernst Leitz G.m.b.H., Wetzlar, 4,424,420 10/1969 Japan................................ 106/47 Q Germany Filed: May 15, 1973 Primary Examiner-Winston A. Douglas 22) Assistant Examiner-Mark Bell 21 Appl. No.: 360,418 Attorney, Agent, or Firm-Erich M. H. Radde 30 Foreign Application Priority Data 57 ABSTRACT May 15, 1972 Germany............................ 2223564 An optical borate glass of high chemical resistance, with negative anomalous partial dispersion, refraction 52) U.S. Cl. ............................. 106/47 Q; 106/47 R index n between 1,65 and 1,79, and Abbe number ve 51 Int. CI..... C03C 3/14: CO3C 3/00; C03C 3/30 between 40 and 30 is composed of boron trioxide, 58) Field of Search......................... 106/47 O, 47 R lead oxide, and aluminum oxide. It may additionally contain lithium, sodium, and/or potassium oxides, zinc (56) References Cited oxide, zirconium dioxide, tantalum pentoxide, and, if UNITED STATES PATENTS desired, antimony trioxide and/or bismuthum trioxide. -
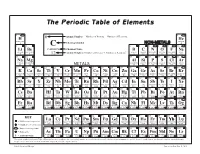
The Periodic Table of Elements
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -
Maine the Way Life Should Be. Mineral Collecting
MAINE The Way Life Should Be. Mineral Collecting The Maine Publicity Bureau, Inc. Quarries You May Visit # 1 Topsham: The Fisher Quarry is located off Route 24 in Topsham. This locale is best known for crystals of topaz, green microlite, and dark blue tourmaline. It has also produced other minerals such as beryl, uraninite and cassiterite. #2 Machiasport: At an area known as Jasper Beach there is an abundance of vari-colored jasper and/or rhyolite specimens. Located on Route 92. #3 Buckfield: The Bennett Quarry, located between Buckfield and Paris Hill, has produced fine specimens of blue and pink beryl including some gem material. It is also known for crystals of quartz, green tourmaline and rare minerals. #4 Casco: The Chute Prospect is best known for vesuvianite. It is located east of Route 302-35. Crystals of “cinnamon” garnet, quartz and pyrite are also found here. #5 Georgetown: The Consolidated Feldspar Quarry has produced excel lent specimens of gem citrine quartz, tourmaline and spodumene. Rose Quartz, cookeite and garnet are also found. #6 Paris: Mount Mica is world famous for tourmaline and this gem material was discovered here in 1821. This is one of the most likely places for a collector to find tourmaline. Mount Mica has produced a host of other minerals including beryl, cookeite, black tourmaline, colum- bite, lepidolite and garnet. (Currently being mined) #7 Greenwood: The Tamminen Quarry and the Harvard Quarry, both located near Route 219, have produced an interesting variety of miner als. The Tamminen Quarry is best known for pseudo-cubic quartz crystals, montmorillonite, spodumene and garnet. -

Aluminum Electrolytic Vs. Polymer – Two Technologies – Various Opportunities
Aluminum Electrolytic vs. Polymer – Two Technologies – Various Opportunities By Pierre Lohrber BU Manager Capacitors Wurth Electronics @APEC 2017 2017 WE eiCap @ APEC PSMA 1 Agenda Electrical Parameter Technology Comparison Application 2017 WE eiCap @ APEC PSMA 2 ESR – How to Calculate? ESR – Equivalent Series Resistance ESR causes heat generation within the capacitor when AC ripple is applied to the capacitor Maximum ESR is normally specified @ 120Hz or 100kHz, @20°C ESR can be calculated like below: ͕ͨ͢ 1 1 ͍̿͌ Ɣ Ɣ ͕ͨ͢ ∗ ͒ ͒ Ɣ Ɣ 2 ∗ ∗ ͚ ∗ ̽ 2 ∗ ∗ ͚ ∗ ̽ ! ∗ ̽ 2017 WE eiCap @ APEC PSMA 3 ESR – Temperature Characteristics Electrolytic Polymer Ta Polymer Al Ceramics 2017 WE eiCap @ APEC PSMA 4 Electrolytic Conductivity Aluminum Electrolytic – Caused by the liquid electrolyte the conductance response is deeply affected – Rated up to 0.04 S/cm Aluminum Polymer – Solid Polymer pushes the conductance response to much higher limits – Rated up to 4 S/cm 2017 WE eiCap @ APEC PSMA 5 Electrical Values – Who’s Best in Class? Aluminum Electrolytic ESR approx. 85m Ω Tantalum Polymer Ripple Current rating approx. ESR approx. 200m Ω 630mA Ripple Current rating approx. 1,900mA Aluminum Polymer ESR approx. 11m Ω Ripple Current rating approx. 5,500mA 2017 WE eiCap @ APEC PSMA 6 Ripple Current >> Temperature Rise Ripple current is the AC component of an applied source (SMPS) Ripple current causes heat inside the capacitor due to the dielectric losses Caused by the changing field strength and the current flow through the capacitor 2017 WE eiCap @ APEC PSMA 7 Impedance Z ͦ 1 ͔ Ɣ ͍̿͌ ͦ + (͒ −͒ )ͦ Ɣ ͍̿͌ ͦ + 2 ∗ ∗ ͚ ∗ ͍̿͆ − 2 ∗ ∗ ͚ ∗ ̽ 2017 WE eiCap @ APEC PSMA 8 Impedance Z Impedance over frequency added with ESR ratio 2017 WE eiCap @ APEC PSMA 9 Impedance @ High Frequencies Aluminum Polymer Capacitors have excellent high frequency characteristics ESR value is ultra low compared to Electrolytic’s and Tantalum’s within 100KHz~1MHz E.g. -

Separation of Niobium and Tantalum - a Literature Survey Ernest L
Ames Laboratory ISC Technical Reports Ames Laboratory 8-15-1956 Separation of niobium and tantalum - a literature survey Ernest L. Koerner Iowa State College Morton Smutz Iowa State College Follow this and additional works at: http://lib.dr.iastate.edu/ameslab_iscreports Part of the Chemistry Commons Recommended Citation Koerner, Ernest L. and Smutz, Morton, "Separation of niobium and tantalum - a literature survey" (1956). Ames Laboratory ISC Technical Reports. 145. http://lib.dr.iastate.edu/ameslab_iscreports/145 This Report is brought to you for free and open access by the Ames Laboratory at Iowa State University Digital Repository. It has been accepted for inclusion in Ames Laboratory ISC Technical Reports by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Separation of niobium and tantalum - a literature survey Abstract During recent years increased interest has been shown in the metal niobium. Because niobium has a high melting point (4376° F) and a low neutron cross-section, the Atomic Energy Commission has encouraged research on new methods of winning the metal from its ores with the ultimate hope of finding a process which would yield niobium metal at a reasonable price. The two areas of endeavor in which·the principal difficulties in finding such an economic process occur are the separation of tantalum from the niobium and the conversion of purified niobium salts to the metal. This report, then, was written to consolidate the more important information available in the literature on one of these troublesome areas, that of the separation of niobium and tantalum. -

Microlites and Associated Oxide Minerals from Naipa Pegmatites – Alto Ligonha – Zam- Bezia - Mozambique
MICROLITES AND ASSOCIATED OXIDE MINERALS FROM NAIPA PEGMATITES – ALTO LIGONHA – ZAM- BEZIA - MOZAMBIQUE C. Leal Gomes, C.1 Dias, P.A.1 Guimarães, F.2 Castro, P.2 1 Universidade do Minho – CIG-R – Escola de Ciências – Gualtar - 4710-057 Braga, Portugal 2 LNEG – Rua da Amieira – 4465 S. Mamede de Infesta , Portugal Keywords: Alto Ligonha pegmatite district, LCT- pegmatite, U-Pb-Ba-Bi-Sb-microlite Naipa granitic pegmatites of LCT or a nuclear quartz+cleavelandite unit type, located in Alto Ligonha Pegmatite with miarolitic pockets. Pegmatites seem District, Monapo-Mocuba belt, Zambezia to be genetically related to Pan-African Pegmatite Province (Mozambique), biotite-amphibolic granites (zircon hosted are mined for tantalum and gemstones in lepidolite was dated 482±10 MA - U/ (topaz, OH-herderite; tourmaline and Pb). In the Northern Sector of Naipa mine, beryl). They are structurally complex, the internal zones are better defi ned, while concentrically zoned, intruding chlorite in the Southern domain, at least four and amphibole phyllites and gneisses. stages of hydrothermal alteration mask Internal units include wall zone (Mn- the primary structures in the outer and almandine line-rock), several intermediate inner intermediate zones. Two dilatation zones (K feldspar, albite, muscovite, episodes produced pegmatite veinlets, well spodumene) and a quartz±lepidolite core expressed in the Southern Sector (Fig.1). Estudos Geológicos v. 19 (2), 2009 167 MICROLITES AND ASSOCIATED OXIDE MINERALS FROM NAIPA PEGMATITES – ALTO LIGONHA – ZAMBEZIA - MOZAMBIQUE -

Effect of Oxygen on the Corrosion of Niobium and Tantalum by Liquid Lithium
ORNL-TM-4069 DECEIVED BY TIC MAR 2 01973 THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. Klueh MASTER SiSTiHBUTWfl c-f THIS &3CmMT 13 U&UMITED r. I . • -I ' / •''Hi'; 1 . V/', •• I • • H I •-' , C •!", >i ; ' o ': 'J -1 ; .•..'.' •-•'I' < . • . .J ,• ! OAK RIDGE NATIONAL LABORATORY '-I. ' ' t- /operated'by "unjon 'carbide, coloration • forjhe'u.s. atowic1 ENERGY'CQMMISSION 1 • - " <•:-.*- '' .1 iS> '•'• . ' , 1 <• \ .1 I . 'v: • = 1 r i. H. ORNL-TM-4069 Contract No. W-7405-eng-26 METALS AND CERAMICS DIVISION THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. Klueh NOTICE This report was prepared as an account of work sponsored by the United States Government. Neither the United States noi' the United States Atomic Energy Commission, nor any of their employees, nor any of their contractors, subcontractors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility fir the accuracy, com- pleteness or usefulness of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately owned rights. MARCH 1973 OAK RIDGE NATIONAL LABORATORY Oak Ridge, Tennessee 37830 operated by • i UNION CARBIDE CORPORATION for the U.S. ATOMIC ENERGY COMMISSION MASTER • • • 11X CONTENTS Page Abstract 1 Introduction 1 Experimental 5 Results ...... 7 The Effect of Oxygen in Lithium 7 The Effect of Oxygen in the Refractory Metal 9 Discussion ........ 16 Acknowledgments 21 THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. -

EGU2016-11594, 2016 EGU General Assembly 2016 © Author(S) 2016
Geophysical Research Abstracts Vol. 18, EGU2016-11594, 2016 EGU General Assembly 2016 © Author(s) 2016. CC Attribution 3.0 License. Isotope age of the rare metal pegmatite formation in the Kolmozero-Voron’ya greenstone belt (Kola region of the Fennoscandian shield): U-Pb (TIMS) microlite and tourmaline dating Nikolay Kudryashov, Ludmila Lyalina, Artem Mokrushin, Dmitry Zozulya, Nikolay Groshev, Ekaterina Steshenko, and Evgeniy Kunakkuzin Geological Institute of the KSC RAS, Apatity, Russian Federation ([email protected]) The Kolmozero-Voron’yagreenstone belt is located in the central suture zone, which separates the Murmansk block from the Central-Kola and the Keivy blocks. The belt is represented by volcano-sedimentary rocks of Archaean age of 2.9-2.5 Ga. Rare metal pegmatites (Li, Cs with accessory Nb, Ta, and Be) occur among amphibolite and gabbroid intrusions in the northwestern and southeastern parts of the belt. According to the Rb-Sr data, the age of pegmatites was considered to be 2.7 Ga. Until recently there was no generally accepted point of view on the origin of pegmatites. Now we have isotopic data for a range of rock complexes that could pretend to be parental granites for the rare metal pegmatites. These are granodiorites with the zircon age of 2733±Ma, and microcline and tourmaline granites, which Pb-Pb isochronal age on tourmaline from the tourmaline granite located near the deposit is estimated to be 2520±70 Ma. The pegmatite field of the Vasin Myl’k deposit with the lepidolite–albite– microcline–spodumene–pollucite association is located among amphibolites in the northwestern part of the belt. -

Geochemical Alteration of Pyrochlore Group Minerals: Microlite Subgroup Gnrconv R. Luurpxrn Roonev C. Ewruc Ansrru.Cr
AmericanMineralogist, Volume 77, pages l,79-188,1992 Geochemical alteration of pyrochlore group minerals: Microlite subgroup Gnrconv R. LuurpxrN Advanced Materials Program, Australian Nuclear Science and Technology Organisation, Private Mail Bag I, Menai, New South Wales 2234, Ans1nalla RooNev C. Ewruc Department of Geology, University of New Mexico, Albuquerque, New Mexico 87131, U.S.A. Ansrru.cr A qualitative picture of microlite stability is derived from known mineral assemblages and reactions in the simplified system Na-Ca-Mn-Ta-O-H. Results suggestthat microlite is stable under conditions of moderate to high 4*"* and aq^z*and low to moderate 4rnz*. Microlite is often replaced during the latter stagesof granitic pegmatite evolution by man- ganotantalite and fersmite or rynersonite, indicating increasingdq^z* ?fid 4Mn2*relative to a*.-. Primary (hydrothermal) alteration involves replacementof Na, F, and vacanciesby Ca and O, representedby the coupled substitutions ANaYF- ACaYOand AtrY! - ACaYO. Exchangereactions between microlite and fluid suggestconditions of relatively high pH, high aa,^z*,lowto moderate a.r, and low a".. during alteration by evolved pegmatite fluids at 350-550'C and 2-4 kbar. Secondary(weathering) alteration involves leaching ofNa, Ca, F, and O, representedby the coupled substitutions ANaYF - AEY!, ACaYO- AEYII and ACaxO - Alxfl. Up to 800/oof the A sites may be vacant, usually accompaniedby a comparablenumber of anion (X + Y) vacanciesand HrO molecules.Secondary alteration results from interaction with relatively acidic meteoric HrO at temperatures below 100 "C. In both types of alteration, the U content remains remarkably constant.Loss of radio- genic Pb due to long-term difftrsion overprints changesin Pb content associatedwith primary alteration in most samples.