Presidential Green Chemistry Challenge Awards Program
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Renaissance Linear 50 Sp Owner's Manual
RENAISSANCE LINEAR 50 SP OWNER’S MANUAL Keep these instructions for future use. RL50SP-OWAN - 2020-02 2 Dear Customer, The Renaissance LINEAR 50 SP is a member of the Renaissance Fireplaces family of ultra-high-end fireplaces. The LINEAR 50 SP is unique in its design. The 50" wide opening provides an enormous linear space to watch the fire. It combines technology with elegance, allowing you to enjoy an open fire in a modern fashion. We have designed your new fireplace to be easy to install, operate and maintain. It is in your best interest to become familiar with it. Congratulations on your choice of the LINEAR 50 SP. We at Renaissance Fireplaces are confident that you have purchased a fireplace that burns beautifully, without compromise. Sincerely, Renaissance FireplacesTM Team August 2017 TABLE OF CONTENTS GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 IMPORTANT SAFETY AND OPERATION PRECAUTIONS 4 Do's and Don'ts 4 Avoiding Excessive Temperatures 5 FEATURES 6 Unique Decorative Fireplace 6 Options 6 PROPER FUEL 7 What to Burn at All Times 7 We strongly recommend that our What to Burn Occasionally and Carefully 7 products be installed and serviced What Never to Burn 8 by professionals who are certified FIRST FIRES 8 by the National Fireplace Institute OPERATING THE FIREPLACE 8 in the U.S. or by Wood Energy BEFORE FIREBUILDING 8 Technology Transfer Inc. in Glass Door Operation 8 Canada. Outside Air Control 9 Chimney Damper 9 BUILDING THE FIRE 10 CONTROLLING THE FIRE 10 REFUELING 10 MAINTENANCE 11 ROUTINE TASKS 11 Disposal of Ashes 11 General Cleaning 11 Paint 11 Glass Cleaning 11 GASKETS 12 ADJUSTING THE DOOR LATCH 13 CHIMNEY CLEANING 13 REPLACEMENT PARTS 13 LISTING LABEL 14 WARRANTY 15 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 3 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING IMPORTANT SAFETY AND OPERATION PRECAUTIONS DO'S AND DON'TS If this fireplace is not properly installed, a house fire could result. -

FROM the LITERATURE PET in Assessment of Abuse Potential
NEWSLINE FROM THE LITERATURE Each month the editor of Newsline drug radafaxine ([2S,3S])-2-[3-chlo- in the putamen. The authors con- selects articles on diagnostic, thera- rophenyl]-3,5,5,-trimethyl-2-mor- cluded that these and other data “sug- peutic, research, and practice issues pholinol hydrochloride). Radafaxine gest that the neurodegenerative from a range of international publica- is a potent metabolite of bupropion process in PD follows a negative ex- tions. Most selections come from out- that is being evaluated both as a treat- ponential course and slows down side the standard canon of nuclear ment for depression and for possible with increasing symptom duration, medicine and radiology journals. Note use in treatment of obesity. The study contradicting the long-latency hypo- that although we have divided the ar- included 8 healthy men who under- thesis of PD.” ticles into diagnostic and therapeutic went 11C-cocaine PET imaging at 1, Archives of Neurology categories, these lines are increasingly 4, 8, and 24 hours after radafaxine blurred as nuclear medicine capabili- administration. The authors found ties rapidly expand. Many diagnostic that DAT blockade by radafaxine PET and rCBF in Cocaine capabilities are now enlisted in direct was slow, reaching 11% at 1 hour Use Disorder support of and, often, in real-time con- and a peak blockade of 22% at 4 In an article e-published ahead of junction with, therapies. These briefs hours. The maximum blockade in print in the March 9 issue of the are offered as a monthly window on the any single subject was 33%. -

Compositions and Methods for Selective Delivery of Oligonucleotide Molecules to Specific Neuron Types
(19) TZZ ¥Z_T (11) EP 2 380 595 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 26.10.2011 Bulletin 2011/43 A61K 47/48 (2006.01) C12N 15/11 (2006.01) A61P 25/00 (2006.01) A61K 49/00 (2006.01) (2006.01) (21) Application number: 10382087.4 A61K 51/00 (22) Date of filing: 19.04.2010 (84) Designated Contracting States: • Alvarado Urbina, Gabriel AT BE BG CH CY CZ DE DK EE ES FI FR GB GR Nepean Ontario K2G 4Z1 (CA) HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL • Bortolozzi Biassoni, Analia Alejandra PT RO SE SI SK SM TR E-08036, Barcelona (ES) Designated Extension States: • Artigas Perez, Francesc AL BA ME RS E-08036, Barcelona (ES) • Vila Bover, Miquel (71) Applicant: Nlife Therapeutics S.L. 15006 La Coruna (ES) E-08035, Barcelona (ES) (72) Inventors: (74) Representative: ABG Patentes, S.L. • Montefeltro, Andrés Pablo Avenida de Burgos 16D E-08014, Barcelon (ES) Edificio Euromor 28036 Madrid (ES) (54) Compositions and methods for selective delivery of oligonucleotide molecules to specific neuron types (57) The invention provides a conjugate comprising nucleuc acid toi cell of interests and thus, for the treat- (i) a nucleic acid which is complementary to a target nu- ment of diseases which require a down-regulation of the cleic acid sequence and which expression prevents or protein encoded by the target nucleic acid as well as for reduces expression of the target nucleic acid and (ii) a the delivery of contrast agents to the cells for diagnostic selectivity agent which is capable of binding with high purposes. -
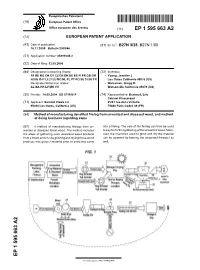
Method of Manufacturing Densified Firelog from Unwanted and Diseased Wood, and Method of Doing Business Regarding Same
Europäisches Patentamt *EP001595663A2* (19) European Patent Office Office européen des brevets (11) EP 1 595 663 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.7: B27N 3/28, B27N 1/00 16.11.2005 Bulletin 2005/46 (21) Application number: 05291045.2 (22) Date of filing: 13.05.2005 (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Young, Jennifer J. HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR Los Gatos California 95033 (US) Designated Extension States: • Weissman, Gregg D. AL BA HR LV MK YU Watsonville California 95076 (US) (30) Priority: 14.05.2004 US 571108 P (74) Representative: Burbaud, Eric Cabinet Plasseraud (71) Applicant: Summit Views Llc 65/67 rue de la Victoire 95030 Los Gatos, California (US) 75440 Paris Cedex 09 (FR) (54) Method of manufacturing densified firelog from unwanted and diseased wood, and method of doing business regarding same (57) A method of manufacturing firelogs from un- into a firelog. The sale of the firelog can then be used wanted or diseased forest wood. The method includes to pay for further gathering of the unwanted wood. More- the steps of gathering such unwanted wood products over, the machines used to grind and dry the material from a forest and on-site grinding and drying those wood can be powered by burning the unwanted firewood as products into ground material prior to extruding same well. EP 1 595 663 A2 Printed by Jouve, 75001 PARIS (FR) 1 EP 1 595 663 A2 2 Description [0007] We were also aware of the possibilities of the synergy between the need of public sector entities to Cross-Reference to Related Application perform fuel reduction, and the need for raw materials for firelog production. -
Installation and Operation Manual
INSTALLATION AND OPERATION INSTRUCTIONS Astria® Wood burning Residential and Outdoor Fireplace with Catalyst MODELS PFS ® CAT36P2 CAT36P3 P126767-01 C US P/N 126767-01 Rev. B 10/2015 REPORT NO. 10-078 SAVE THIS BOOK This book is valuable. In addition to instructing you on how to install and maintain your appliance, it also contains information that will enable you to obtain replacement parts or accessory items when needed. Keep it with your other important papers. INSTALLER: Leave this manual with the appliance. Installateur : Laissez cette notice avec l’appareil. CONSUMER: Retain this manual for future reference. Consommateur : Conservez cette notice pour consultation ultérieure. This wood burning fireplace complies with UL127 Ce foyer au bois est conforme aux UL 127 CAN/ULC- CAN/ULC-S610-M87 standard as a FACTORY S610-M87 norme comme une USINE CONSTRUITE BUILT FIREPLACE. CHEMINÉE. This fireplace is approved for use as a wood burning fireplace or for use with a vented gas log approved to ANSI Z21.60 or Z21.84 standards or for use with a vent-free gas log heater approved to ANSI Z21.11.2 standard. An IHP hood must be installed when using a vent-free log heater (see Accessories, page 20). FOR CANADA: The authority having jurisdiction POUR LE CANADA: L’autorité compétente (comme le (such as the municipal building department, fire service municipal du bâtiment, les pompiers, etc.) doit department, etc.) should be contacted before être contacté avant l’installation afin de déterminer la installation to determine the need to obtain a permit. nécessité d’obtenir un permis. -

Phenylmorpholines and Analogues Thereof Phenylmorpholine Und Analoge Davon Phenylmorpholines Et Analogues De Celles-Ci
(19) TZZ __T (11) EP 2 571 858 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: C07D 265/30 (2006.01) A61K 31/5375 (2006.01) 20.06.2018 Bulletin 2018/25 A61P 25/24 (2006.01) A61P 25/16 (2006.01) A61P 25/18 (2006.01) (21) Application number: 11723158.9 (86) International application number: (22) Date of filing: 20.05.2011 PCT/US2011/037361 (87) International publication number: WO 2011/146850 (24.11.2011 Gazette 2011/47) (54) PHENYLMORPHOLINES AND ANALOGUES THEREOF PHENYLMORPHOLINE UND ANALOGE DAVON PHENYLMORPHOLINES ET ANALOGUES DE CELLES-CI (84) Designated Contracting States: • DECKER, Ann Marie AL AT BE BG CH CY CZ DE DK EE ES FI FR GB Durham, North Carolina 27713 (US) GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR (74) Representative: Hoeger, Stellrecht & Partner Patentanwälte mbB (30) Priority: 21.05.2010 US 347259 P Uhlandstrasse 14c 70182 Stuttgart (DE) (43) Date of publication of application: 27.03.2013 Bulletin 2013/13 (56) References cited: WO-A1-2004/052372 WO-A1-2008/026046 (73) Proprietors: WO-A1-2008/087512 DE-B- 1 135 464 • Research Triangle Institute FR-A- 1 397 563 GB-A- 883 220 Research Triangle Park, North Carolina 27709 GB-A- 899 386 US-A1- 2005 267 096 (US) • United States of America, as represented by • R.A. GLENNON ET AL.: "Beta-Oxygenated The Secretary, Department of Health and Human Analogues of the 5-HT2A Serotonin Receptor Services Agonist Bethesda, Maryland 20892-7660 (US) 1-(4-Bromo-2,5-dimethoxyphenyl)-2-aminopro pane", JOURNAL OF MEDICINAL CHEMISTRY, (72) Inventors: vol. -
Modifications to the Harmonized Tariff Schedule of the United States To
U.S. International Trade Commission COMMISSIONERS Shara L. Aranoff, Chairman Daniel R. Pearson, Vice Chairman Deanna Tanner Okun Charlotte R. Lane Irving A. Williamson Dean A. Pinkert Address all communications to Secretary to the Commission United States International Trade Commission Washington, DC 20436 U.S. International Trade Commission Washington, DC 20436 www.usitc.gov Modifications to the Harmonized Tariff Schedule of the United States to Implement the Dominican Republic- Central America-United States Free Trade Agreement With Respect to Costa Rica Publication 4038 December 2008 (This page is intentionally blank) Pursuant to the letter of request from the United States Trade Representative of December 18, 2008, set forth in the Appendix hereto, and pursuant to section 1207(a) of the Omnibus Trade and Competitiveness Act, the Commission is publishing the following modifications to the Harmonized Tariff Schedule of the United States (HTS) to implement the Dominican Republic- Central America-United States Free Trade Agreement, as approved in the Dominican Republic-Central America- United States Free Trade Agreement Implementation Act, with respect to Costa Rica. (This page is intentionally blank) Annex I Effective with respect to goods that are entered, or withdrawn from warehouse for consumption, on or after January 1, 2009, the Harmonized Tariff Schedule of the United States (HTS) is modified as provided herein, with bracketed matter included to assist in the understanding of proclaimed modifications. The following supersedes matter now in the HTS. (1). General note 4 is modified as follows: (a). by deleting from subdivision (a) the following country from the enumeration of independent beneficiary developing countries: Costa Rica (b). -

Heartwood Free Download
HEARTWOOD FREE DOWNLOAD James Lee Burke | 400 pages | 01 Aug 2000 | Random House Publishing Group | 9780440224013 | English | New York, NY, United States Holding small treasures since 1978. Hardwood lignin is primarily derived from sinapyl alcohol and coniferyl alcohol. Heartwood is often visually distinct from the living sapwood, and can be distinguished in a cross-section where the boundary will Heartwood to follow the growth rings. Scroll What we offer Diversified portfolios for all of life's journeys. For a small forest, see Heartwood. See also: Janka hardness test. Dictionary Entries near heartwood heartweed heart- whole heartwise heartwood heartworm heart-wrenching hearty See More Nearby Heartwood. Madison, WI. Springer-Verlag, Berlin. This process is known as secondary growth ; it is the result of cell division in the vascular cambiuma lateral meristem, and subsequent Heartwood of Heartwood new cells. When each of us started out on our path a seed was sown in Heartwood hearts. Journal of Horticultural Research. External Websites. As a tree reaches maturity its crown becomes more open and the annual wood production is lessened, thereby reducing still more the width of the Heartwood rings. Some trees, such as southern oaksHeartwood the same width of ring for hundreds of years. The concentrated liquid of volatile compounds extracted during steam distillation is called essential oil. Consultations are taken by final year students, but each session and all treatment is overseen throughout by an Heartwood qualified herbalist. We're intent on clearing it up 'Nip it in the Heartwood or 'Nip it in the bud'? What students Heartwood Are you a Pine or a Birch an Oak or an Ash? Liquidambar styraciflua. -

Index Stahl's Illustrated
Cambridge University Press 978-0-521-75852-9 - Antidepressants Stahl’s Illustrated Index More information Stahl’s Illustrated Index abbreviations/symbols, 166 psychotherapy, 112, 163 adrenergic autoreceptors, 20, 21 transcranial magnetic stimulation (TMS), affective expression, 34, 153–154 111, 121, 166 affect-meter, 34, 153 vagus nerve stimulation (VNS), 42, 73, agomelatine, 125 85, 98, 111, 120. 166 algorithms, symptom-based, 143, 154–162 antidepressants. see individual drugs alpha 2 antagonists anxiety disorder treatment asenapine, 86 atypical antipsychotics, 123 clozapine, 86 escitalopram, 59 mechanisms of action, 87 paroxetine, 52, 53 mianserin, 86 venlafaxine, 63 mirtazapine, 83, 85, 86, 88–89 anxiolytics, 54 paliperidone, 86 apathy, 37 perospirone, 86 appetite change, 38 quetiapine, 86 appetite suppressants, 106 risperidone, 86 aripiprazole, 123, 128, 162 as second-line treatment, 85–89 asenapine, 86 alpha 2 receptors, 20–26 atomoxetine, 78, 148 alprazolam, 149 atorvastatin, 149 amino acids, 14 attention deficit hyperactivity disorder (ADHD), 7, 78–79 amygdala (A), 38, 39, 166 atypical antipsychotics, 48, 86, 123 ancillary treatment augmentation therapies deep brain stimulation (DBS), 111, 120-121, 166 atypical antipsychotics, 123 cognitive behavioral therapy (CBT), 42, evidence-based, 160 73, 85, 98, 161 with other treatment strategies, 85 electroconvulsive therapy (ECT), 42, 73, symptom-based treatment, 162 85, 98, 112, 161 with TMM, 111–112 interpersonal therapy (IPT), 42, 73, 85, “Z-drugs,” 122 98, 112, 161 Antidepressants: Index 175 © in this web service Cambridge University Press www.cambridge.org Cambridge University Press 978-0-521-75852-9 - Antidepressants Stahl’s Illustrated Index More information basal forebrain, 36, 166 dendritic spine formation, 134 benzodiazepines (BZ), 42, 73, 85 depression. -

Owner's Manual Before Lighting Your First Fire
RENAISSANCE UPTOWN 600 OWNER’S MANUAL Keep this manual for future use RUP600-OWAN – 2020-02 2 Dear Customer, The Renaissance UPTOWN 600 is a member of the Renaissance Fireplaces family of ultra-high-end fireplaces. The UPTOWN 600 is unique in its design. The contemporary styling combines technology with elegance, allowing you to enjoy an open fire in a modern fashion. We have designed your new fireplace to be easy to install, operate and maintain. It is in your best interest to become familiar with it. Congratulations on your choice of the UPTOWN 600. We at Renaissance Fireplaces are confident that you have purchased a fireplace that burns beautifully, without compromise. Sincerely, Renaissance FireplacesTM Team April 2019 TABLE OF CONTENTS GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 IMPORTANT SAFETY AND OPERATION PRECAUTIONS 4 Do's and Don'ts 4 Avoiding Excessive Temperatures 5 FEATURES 6 Decorative Fireplace 6 Mandatory Options 6 Fireplace Inserts 6 Using Gas Logs 6 We strongly recommend that our PROPER FUEL 7 products be installed and serviced What to Burn Regularly 7 by professionals who are certified What to Burn Occasionally and Carefully 7 by the National Fireplace Institute What Never to Burn 8 in the U.S. or by Wood Energy FIRST FIRES 8 Technology Transfer Inc. in OPERATING THE FIREPLACE 8 Canada. BEFORE FIREBUILDING 8 Door & Firescreen Operation 8 Outside Air Control 9 BUILDING A FIRE 9 CONTROLLING THE FIRE 10 REFUELING 10 MAINTENANCE 11 ROUTINE TASKS 11 Disposal of Ashes 11 General Cleaning 11 Paint 11 Glass Cleaning 11 Greasing the Door and Screen Rails 12 MAINTENANCE MODE 12 GUILLOTINE SYSTEM 13 GASKET 13 FIREBOX LINING INSTALLATION 13 CHIMNEY CLEANING 14 REPLACEMENT PARTS 14 LISTING LABEL 15 30 YEAR LIMITED WARRANTY 16 3 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING IMPORTANT SAFETY AND OPERATION PRECAUTIONS DO'S AND DON'TS If this fireplace is not properly installed, a house fire could result. -

Densified Wood Fuels Rebecca Snell, Gareth Mayhead, and John R
Woody Biomass Factsheet – WB2 Densified Wood Fuels Rebecca Snell, Gareth Mayhead, and John R. Shelly University of California Berkeley Wood has likely been valued by people as a fuel that can supply heat since the first lighting strike to a tree was observed! Wood is often the fuel of choice because it is readily available, burns easily, and is renewable. The rapid expansion of the energy needed to fuel the industrial revolution, however, emphasized the value of other fuels such as coal and crude oil that are more energy dense (higher energy value per unit volume). Densification is a process of compressing a given amount of material into a smaller volume in such a way that the material maintains its smaller volume. Densification improves the positive attributes of wood fuels while retaining the environmental benefits of a renewable fuel and improving its comparison to fossil fuels [1, 2]. These include: • Uniform size and shape promotes efficient transportation, storage, and automatic feeding systems • Consistent low moisture content • Greater energy density than non‐densified wood, reducing transportation costs • Provide a uniform, reliable source of a renewable natural resource as a fuel supply Densified wood fuels are manufactured to a particular size and shape for a given market. Typically, wood particles are compressed into pellet, log, or brick shapes. Figure 1 shows the relative amount of various fuel types needed to produce about 15,000 Btu of heat. Bricks Air dried firewood Pellets Firelog Wood chips Figure 1. Comparison of the volume of different fuel types needed to produce an equivalent amount of heat. -

The Slow and Long-Lasting Blockade of Dopamine Transporters in Human Brain Induced by the New Antidepressant Drug Radafaxine Predict Poor Reinforcing Effects Nora D
The Slow and Long-Lasting Blockade of Dopamine Transporters in Human Brain Induced by the New Antidepressant Drug Radafaxine Predict Poor Reinforcing Effects Nora D. Volkow, Gene-Jack Wang, Joanna S. Fowler, Susan Learned-Coughlin, Julia Yang, Jean Logan, David Schlyer, John S. Gatley, Christopher Wong, Wei Zhu, Naomi Pappas, Michael Schueller, Millard Jayne, Pauline Carter, Donald Warner, Yu-Shin Ding, Colleen Shea, and Youwen Xu Background: (2S,3S)-2-(3-Chlorophenyl)-3,5,5,-trimethyl-2-morpholinol hydrochloride (radafaxine) is a new antidepressant that blocks dopamine transporters (DAT). A concern with drugs that block (DAT) is their potential reinforcing effects and abuse liability. Using positron emission tomography (PET) we have shown that for DAT-blocking drugs to produce reinforcing effects they must induce Ͼ50% DAT blockade and the blockade has to be fast (within 15 minutes). This study measures the potency and kinetics for DAT blockade by radafaxine in human brain. Methods: PET and [ 11C]cocaine were used to estimate DAT blockade at 1, 4, 8, and 24 hours after radafaxine (40 mg p.o) in 8 controls. Plasma pharmacokinetics and behavioral and cardiovascular effects were measured in parallel. Results: DAT blockade by radafaxine was slow, and at 1 hour, it was 11%. Peak blockade occurred at about 4 hours and was 22%. Blockade was long lasting: at 8 hours 17%, and at 24 hours 15%. Peak plasma concentration occurred about 4 to 8 hours. No behavioral or cardiovascular effects were observed. Conclusions: The relatively low potency of radafaxine in blocking DAT and its slow blockade suggests that it is unlikely to have reinforcing effects.