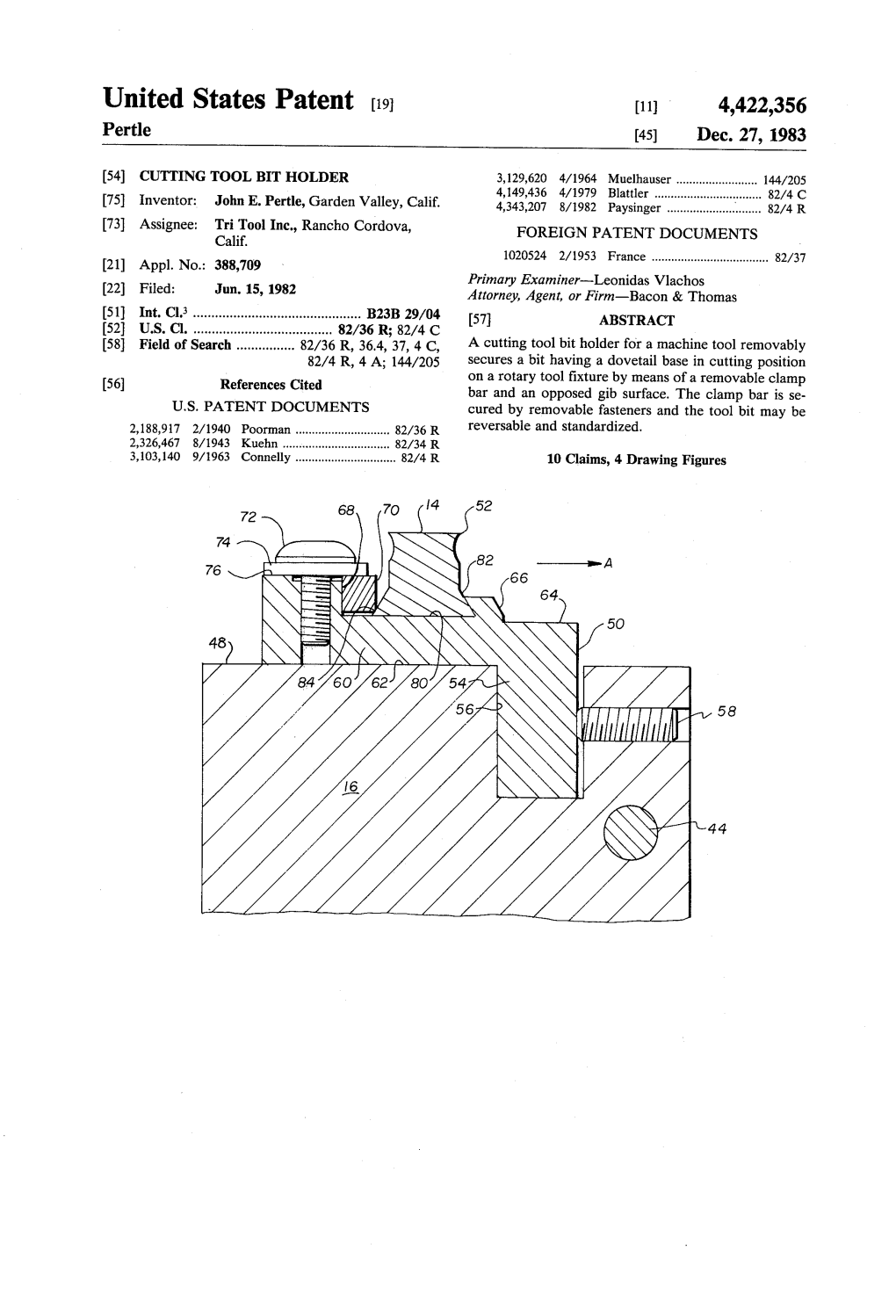
United States Patent (19) 11 4,422,356 Pertle 45) Dec
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Getting the Most from Your Festool VS-600 Dovetail System
1 Getting The Most From The Festool VS-600 Jointing System By: Jerry Work Table of Contents Page 3 Anatomy of a Dovetail Joint 9 The desired outcome – a perfect drawer every time 10 How the VS-600 system works 14 A perfect drawer using half blind dovetail joints 23 A perfect drawer using through dovetail joints 29 Perfect finger joints 31 Conclusion 32 One time setup 36 Using the metric system 40 Continuous improvement 41 What you need to know about the Festool templates 42 How to calculate drawer height for properly centered joints 43 Table of drawer heights for properly centered joints 43 Metric to approximate inch conversion 44 Meet the author 2 Getting The Most From The Festool VS-600 Jointing System By: Jerry Work Few things in woodworking invoke the image of quality more than well cut dovetails joining the sides of a drawer, box or cabinet. For thousands of years this simple, elegant joint has been employed by the finest craftsmen for its inherent strength as well as for its pleasing aesthetics. Watch a person who sees a fine piece of furniture for the first time. Their hands will invariably rub over the dovetail joints as though to confirm that this is truly a well crafted piece. Anatomy of a breaking the surrounding Dovetail Joint wood. There are several different types of joints that are all called “Dovetail Joints”. They get their name from a fan shaped male piece that looks a bit like the tail on a dove. That fan shaped male fits into a A dovetail joint requires at female recess of the same least one fan shaped male tail shape. -
Floating Night Table Project Plans
Floating Night Table Router Bits and Accessories Used: Pins and Tails Through Dovetail Templates (#6414/8714) 36” x 3/4” x 3/8 ” Slick Bar (#9492) Glue Joint Bit (#5553/7853) ¾ ” Straight Bit (#5479/7779) 25/32 ” Straight Bit (#7782) Plywood Straight Set (#6076/8376) 45º Chamfer Bit (#5376/7676) 3/8” Cove Bit (#6342/8642) Countersink Drill Bit Set (#9365) Other Tools and Material Used: Table Saw Belt Sander Random Orbit Sander Planer Glue Scraper #6 x 3/4” Screws Copyright 2010. MLCS Woodworking. Page 1 1. Cut the outside box parts oversized at first. Cut the top and bottom walnut pieces to 22” length x 7” width and cut the cherry side pieces to 10” length x 7” width (making these oversized will help avoid snipe). Then cut the front and back walnut drawer pieces to a size of 20” length x 7” width and the side pieces of cherry 11” length x 7” width. Plane all of the boards to 7/8” finished thickness. 2. Use the Glue Joint Bit (#7853/5553) to create the tongue and groove joint on the mating edges to create wider stock and glue up and clamp these assemblies. 3. After the glue has dried, remove the blanks from the clamps and scrape any excess glue off the surface. Finish plane the boards to final thickness. Then cut to final length and width. Outside box pieces will be finished at a thickness of 3/4” and the drawer pieces will be finished at a thickness of 1/2”. 4. Cut the pins and tails using the Pins and Tails Through Dovetail Templates (#6414/8714). -

“IN-HOUSE TRAINING MATERIALS on FURTHER PROCESSING (Natural Forest Timbers and Plantation Timbers)”
International Tropical Timber Organization PD 700/13 Rev.1 (I) : DEVELOPMENT OF INTRA-AFRICAN TRADE AND FURTHER PROCESSING IN TROPICAL TIMBER AND TIMBER PRODUCTS – PHASE I [STAGE 1] “IN-HOUSE TRAINING MATERIALS ON FURTHER PROCESSING (natural forest timbers and plantation timbers)” (Activity A6.1) i TECHNICAL REPORT N°6 ITTO Project PD 700/13 Rev.2 (I) Development of Intra-African Trade and Further Processing in Tropical Timber and Timber Products- Phase I [Stage I] A Report on the Implementation of Activity 6.1 “IN-HOUSE TRAINING MATERIALS ON FURTHER PROCESSING (natural forest timbers and plantation timbers)” Executed by : Mr. Sukiman & Dr.Hiras P.Sidabutar ii Acknowledgement I wish to express my sincere appreciation to Mr. Emmanuel Zemeka, Executive Director of the International Tropical Timber Organization, for granting me the opportunity to take part in the implementation of Project PD 700/13 Rev. 2 (I) “Development of Intra-African Trade and Further Processing in Tropical Timber and Timber Products (Phase I Stage 1). The specific task given to me, to compile available training materials on further processing, was truly challenging given the myriad procedures and techniques applicable to timber processing. Selecting the right themes and information to be included in the document within the sanctioned inputs to the task required deep thought and serious contemplation as well. I also wish to take this opportunity to convey my sincere thanks to Dr. Steven Johnson, Assistant Director of ITTO and Dr. Tetra Yanuariadi, ITTO Projects Manager, both from the Division of Trade and Industry, for making the necessary administrative arrangements that has facilitated the timely and effective completion of the task and to Dr. -

Woodworking Joints.Key
Woodworking making joints Using Joints Basic Butt Joint The butt joint is the most basic woodworking joint. Commonly used when framing walls in conventional, stick-framed homes, this joint relies on mechanical fasteners to hold the two pieces of stock in place. Learn how to build a proper butt joint, and when to use it on your woodworking projects. Basic Butt Joint The simplest of joints is a butt joint - so called because one piece of stock is butted up against another, then fixed in place, most commonly with nails or screws. The addition of glue will add some strength, but the joint relies primarily upon its mechanical fixings. ! These joints can be used in making simple boxes or frames, providing that there will not be too much stress on the joint, or that the materials used will take nails or screws reliably. Butt joints are probably strongest when fixed using glued dowels. Mitered Butt Joint ! A mitered butt joint is basically the same as a basic butt joint, except that the two boards are joined at an angle (instead of square to one another). The advantage is that the mitered butt joint will not show any end grain, and as such is a bit more aesthetically pleasing. Learn how to create a clean mitered butt joint. Mitered Butt Joint The simplest joint that requires any form of cutting is a miter joint - in effect this is an angled butt joint, usually relying on glue alone to construct it. It requires accurate 45° cutting, however, if the perfect 90° corner is to result. -
C. Moulding and Millwork Technical Bulletin C-1 Working with VERSATEX
C. Moulding and Millwork Technical Bulletin C-1 Working with VERSATEX The uses of VERSATEX are only limited by your imagination. VERSATEX can be easily and quickly worked with the same standard tools used to process wood and metal. All tools should be sharp. In general, use a high cutting speed, a slow, continuous feed rate and good dust extraction. The following guidelines were designed to help you understand how to cut, drill, rout and mill VERSATEX. Cutting VERSATEX can be cut utilizing circular saws, reciprocating/saber saws, band saws, table saws, multiple blade gang rip saws, or any other saw commonly used to process wood. Best results are achieved when using blades that are designed for cutting wood or plastic. Care should be taken to not allow excessive frictional heat build up while cutting. Finer tooth band or hacksaw blades generally do not work well, because the tooth spacing will create excessive heat causing the PVC to fuse together along the cut line. When cutting VERSATEX the same safety guidelines used for cutting wood should be followed. The material should be cut at the proper feed rate, well supported, and the tooling should be sharp. Rough cut edges can result from excessive friction causing heat build up while cutting, poor support of product during cutting or worn tooling or blades. Power shears and guillotine cutters are not an acceptable method of cutting, as they tend to crush the edges. Saw Blades Circular Saws: Carbide tipped blades are recommended (32 -tooth blade optimal). Standard carbon steel blades will work, but must be kept sharp. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

April 2019, Vol
WOODWORKERS Northeastern Woodworkers Association NEWApril 2019, Vol. 28, SNumber 4 April Meeting Designing Your Own Furniture Doesn’t Have to be Scary Speaker: Mike Pekovich Thursday, April 11, 2019 at 7:00 PM Shaker Heritage Society Meetinghouse 25 Meeting House Road, Albany, NY “When we think of designing furniture, the first thought that usually comes to mind is some radical new design that no one has built before, and that can Mike Pekovich be an intimidating thing. For me though, design is really about investing ourselves just a little in the work we make. This can mean something as simple as changing the wood or a detail in an existing design or altering a design to fit a specific use or location in a house. Often it means just building with the user in mind, so that what we make uniquely fits the person we make it for. I’ll cover all of those thoughts as well as the step-by-step process I use to come up with an idea and then translate it into a finished piece of furniture.”- Mike Pekovich Pekovich cabinet Saratoga Springs City Center Saratoga Springs, NY 2019 SATURDAY AND SUNDAY WOODWORKERS’ March 30 and March 31, 2019 10 AM to 5PM SHOWCASE Guest Speakers: is almost here! Garrett Hack, Will Neptune, and Steven Sanford presented by Feature Exhibits: Art of Brad Conklin and the Sculptures of Al Jordan The Northeastern With Woodworkers Association Music by The Adirondack Bluegrass League Crafters SIG has a Major Project By Susan McDermott NWA members are happy to resume their SIG activities now the 97 Railroad Avenue shop is open. -

Extendable Large Dovetail
Instruction Extendable Manual Large Dovetail Jig Part # 3458 CAUTION: Please read, understand, and follow all manufacturers instructions, guidelines and owners manuals that come with your power tools. Peachtree Woodworking Inc. and its subsidiaries assume no liability for accidents or injuries caused by improper use of this product. © Copyright Peachtree Woodworking Inc. 2010. All images, copy, and graphics are copyrightedB by law and may not be copied, or reproduced without our express written consent. Peachtree Extendable Dovetail System Instructions Introduction The Peachtree Extendable Dovetail system takes a simple approach to making beautiful thru-dovetail’s, a hallmark of fine craftsmanship. The hardest part about cutting dovetails is marking and cutting the matching angles to one another. That’s what makes this system so easy. We have done the math for you and milled the exact cuts that need to be made in this heavy duty and easy to use jig. The Peachtree Extendable Dovetail system works in conjunction with bearing guides on the shank of router bits instead of using those hard to center brass bushing guides. Because the bearing is already centered on the bit it makes setting up to cut the joint fast and easy. We have milled the template to match the bearing size so that the bit is perfectly centered and there is no slop, wear or no waste. Unlike other templates you have seen, our jig will work with two different thickness stock as well as two different widths. We have also added extension tabs to the jig, so you can make dovetail cuts as long as you need by attaching two Peachtree Dovetail Jigs together. -

WORK, Vol. 1.- No.2
• Q\n lHLustrateb Jltaga;:; ine of lP ractice an~ F OR ALL WORKMEN, PROF ESSIONAL AND AMATE UR. VOL. I.-No.2.] SATURDAY, MARCH 3D, 1889 . •, [ P RI CE OXE PE~N Y. A HOllE.M,lDE DOG CHUCK. ! eompaslles and roug!l out slightly larger to taken that the slots. when fini shed, arc BY OLLA PODRIDA. allowJor turning. Bore and tap the cen~re square to the face. The plate may now be ; , to SUit nose of mandrel j the thread with prepared for the front of chuck by cutting UTILIT'r or CHUCK-r.iATERIALS-COST-PROPOR· , care, can be formed by the mandrel nose a piece to the size and marking the posi ti o ll ~ TIONATE DIME:s'SIOSS O~' BODy- MODIt O~' itself if no suitable tap is at ha.nd. By the of the slots from the chuck by laying the MAKINO CHUCK - CoNSTRUCTION OJ' Docs. way, every amateur latbesman should have latter upon the plate and tracing the out "THE e1tuck about to be described ~ll be 0. set of taps co rr e~ponding wit~ the man- line:s. of ~he s l ~ts wit~1 ~ scriber, noting the founa usefu l for al most every variety of I drel of Ius mncillne. Returnmg to the position m whIch this IS done so that the work, and, as far as the needs of an averago i subject, the next thing is to prepare the I plate may readily be replaced in the l)osition -amateur go, it will con;tpet~ s uccess f~lIy and I sheet ir.o n facin8 fo r the ba.c~ by ~t ri king from wh.ich it . -

Dovetail Jigs5.Indd
SHOP-TESTED AND RATED T hrough-dovetail jigs under $350 A THROUGH-DOVETAIL JOINT Through dovetails make a strong and beautiful joint, but who has the time to cut them by hand? We tested 10 router-assisted jigs and found winners in three price ranges. ew things say more about the quality Dovetail jigs have a reputation for being of a project than through-dovetail overpriced and overcomplicated, but is that Tails Fjoinery. Attractive looks aside, the a fair characterization? To find out we joint’s interlocking pins and tails have rounded up 10 jigs capable of producing proven their strength and reliability in join- through dovetails, with prices ranging from Pins ing boards end to end for more than 5,000 $50 to $330. Three jigs (the CMT300, years. Some woodworkers get misty-eyed Craftsman 25455, and Woodline WL-RJT) when they romanticize about cutting dove- require buying accessory equipment to tails with hand tools, but you can use a make this joint, thus inflating their base router and a commercial jig to do the job in prices. After running each jig through rigor- a fraction of the time—and typically with ous testing and letting the dust settle, here’s more precision and airtight fit. what we found. woodmagazine.com 77 Despite unique features, jigs fit one of two styles THE UPSIDE OF UPSIDE DOWN Although the 10 jigs we tested achieve the these, the Katie Jig, Keller, and MLCS jigs same end result—tight-fitting through- can be used in a vise or on a benchtop for dovetail joints—these work-savers certainly handheld routing, or you can use them Bearing-guided bit don’t look the same. -
Creating Dovetail Joints and Casework
Woodworking: The Art and the Craft CREATINGCREATING DOVETAILDOVETAIL JOINTSJOINTS ANDAND CASEWORKCASEWORK TEACHER’S GUIDE INTRODUCTION This Teacher’s Guide provides information to help you get the most out of Creating Dovetail Joints and Casework. The contents of this guide will allow you to prepare your students before using the program and to present follow-up activities to reinforce the pro- gram’s key learning points. Part of Woodworking: The Art and the Craft video series, Creating Dovetail Joints and Casework teaches how to make basic dovetail joints. This practical video explains the application and different types of dovetail joints, demonstrates how to make a through dovetail joint using hand tools and using a dovetail jig and router, and how to make the related housing joint using a router. Good safety practices are demonstrated throughout. LEARNING OBJECTIVES After viewing the program, students will be able to: ■ Make a through dovetail joint using hand tools. ■ Make a housing joint using a router. ■ Make a dovetail joint using a dovetail jig with a hand-held router. EDUCATIONAL STANDARDS National Standards This program correlates with the following competency standards from the National Center for Construction Education & Research. The content has been aligned with the fol- lowing educational standards and benchmarks from this organization. ■ Explain the role that safety plays in the construction crafts. ■ Demonstrate the use and care of appropriate personal protective equipment. ■ Use hand tools in a safe and appropriate manner. ■ State the general safety rules for operating all power tools, regardless of type. ■ Identify the portable power tools commonly used by carpenters and describe their uses. -

1. Explain Various Types of Cutting Tool Materials and Its Applications
1. Explain various types of cutting tool materials and its applications. Types of chip formation Discontinuous Chips Cast Iron, Hard Brass and other materials that produce a Powdery chip. “Discontinuous Chip - Discontinuous or segmented chips are produced when brittle metal such as cast iron and hard bronze are cut or when some ductile metals are cut under poor cutting conditions. As the point of the cutting tool contacts the metal, some compression occurs, and the chip begins flowing along the chip-tool interface. As more stress is applied to brittle metal by the cutting action, the metal compresses until it reaches a point where rupture occurs and the chip separates from the unmachined portion. This cycle is repeated indefinitely during the cutting operation, with the rupture of each segment occurring on the shear angle or plane. Generally, as a result of these successive ruptures, a poor surface is produced on the workpiece.” Notice how the chips deform and begin to break up at a considerable distance in front of the cutting edge. Chip control is usually not a problem when machining these materials. Harder, more heat and wear resistant Carbide Grades can be used in these applications. Edge strength becomes less of a factor vs. machining Steel or Stainless or other materials that make long chips. Continuous Chips Medium to High carbon and alloy Steels – Long Chipping Materials “Continuous Chip - Continuous chips are a continuous ribbon produced when the flow of metal next to the tool face is not greatly restricted by a built-up edge or friction at the chip tool interface.